I
Изобретение относится к области автоматизации технологических процессов в машиностроении.
Известны устройства для ориентации цилиндрических деталей с профилированными торцами в гнездах поворотного диска посредством вращающегося щупа с последующей фиксацией соориентированных деталей зажимными элементами. Однако раздельная транспортировка и ориентация деталей снижает производительность устройства.
Предложенное устройство отличается от известных тем, что Б нем вращающиеся щупы установлены на поворотном диске соосно с его гнездами и снабжены жестко закрепленными на них щестернями, кинематически связанными с зубчатыми колесами, фиксируемыми неподвижно относительно основания поворотного стола.
Это позволяет повысить производительность устройства за счет совмещения во времени операций транспортирования и ориентирования деталей.
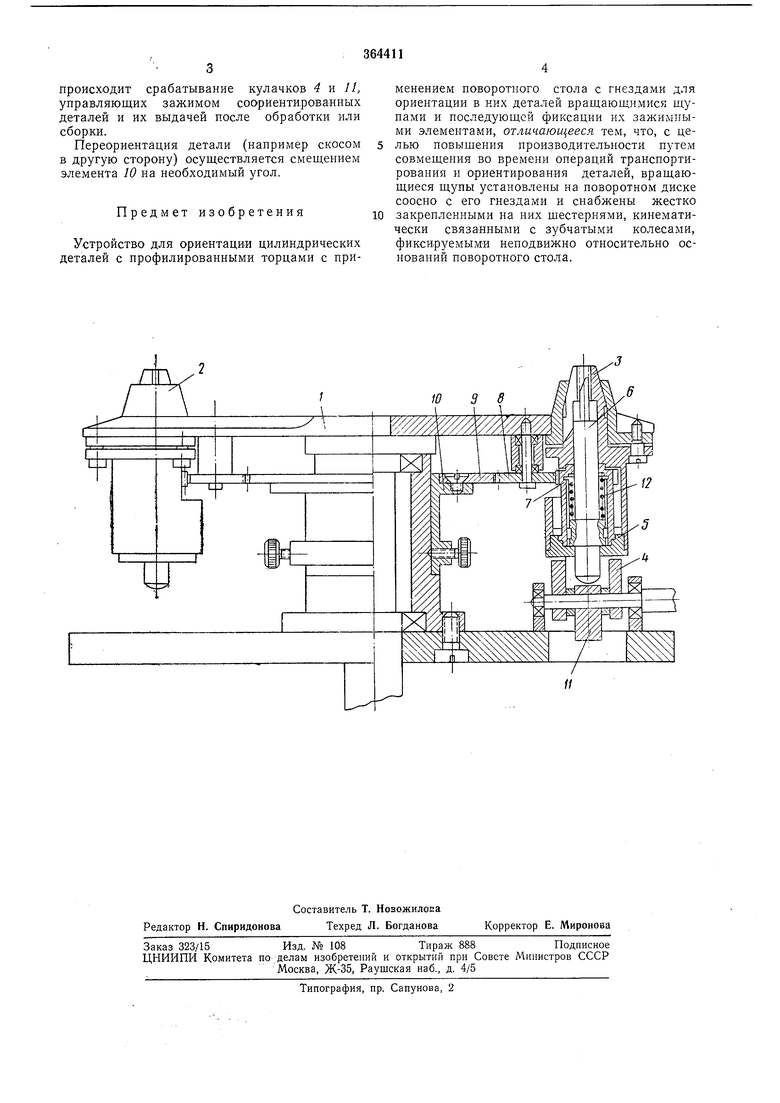
На чертеже схематично изображено предложенное устройство для ориентации цилиндрических деталей с профилированными торцами.
Устройство состоит из периодически поворотного стола /, в гнездах которого установлены конусные втулки 2 с цанговыми зажимами 3, получающими вертикальное смещение от кулачка 4 через подпятники 5, жестко закрепленные на цанговых зажимах. 3. В отверстиях цанговых зажимов 3 установлены
съемные ориентирующие элементы в виде щунов 6, получающих вращательное движение через зубчатые колеса 7-9 в период поворота стола 1, передаточное отношение которых обеспечивает получение целого числа оборотов щупа 6 за V2 оборота поворотного стола /. На основании новоротного стола / установлен регулируемый фнксирующий элемент /(9, управляющий изменением ноложения щупа 6. Выдача деталей из гнезд поворотного диска
(например после обработки или сборки) производится при вертикальном перемещении щупа 6 при воздействии на него кулачка 11. Возврат щупа в исходное положение осуществляется пружиной 12.
Устройство работает следующим образом.
При подходе гнезда поворотного диска к питающему механизму происходит выдача детали в отверстие цангового зажима 3. С началом поворота стола 1 ориентирующий щуп 6
приводится во вращение и, совмещаясь с профилированным торцом детали, дает ей возможность под тял естью собственного веса опуститься глубже в отверстие цангового зажима. В дальнейшем деталь вращается вместе со щупом 6 до остановки стола. Зате.м
происходит срабатывание кулачков 4 и И, управляющих зажимом соориентированных деталей и их выдачей после обработки или сборки.
Переориентация детали (например скосом в другую сторону) осуществляется смещением элемента 10 на необходимый угол.
Предмет изобретения
Устройство для ориентации цилиндрических деталей с профилированными торцами с применением поворотного стола с гнездами для ориентации в них деталей вращающимися щупами и последующей фиксации их зажимпыми элементами, отличающееся тем, что, с целью повышения производительности путем совмещения во времени операций транспортирования и ориентирования деталей, вращающиеся щупы установлены на поворотном диске соосно с его гнездами и снабжены жестко закрепленными на них шестернями, кинематически связанными с зубчатыми колесами, фиксируемыми неподвижно относительно оснований поворотного стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2245773C1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ОРИЕНТАЦИИ ИЗДЕЛИЙ | 1991 |
|
RU2015092C1 |
| Устройство для ориентирования деталей | 1976 |
|
SU654389A1 |
| Устройство для ориентирования деталей | 1972 |
|
SU438518A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
