1
Изобретение может быть Использовано в стекольной промышленности для производства стеклянных труб.
Известно устройство для разбуртовки стеклянных труб, содержащее меха«изм вращения заготовок, горелки для разогрева концов труб и формующее приспособление, включающее сердечник и ролик.
Цель .изобретения - достижение соосности и параллельности торцов одновременно разбуртовываемых труб.
Достигается это тем, что устройство снабжено неподвижными самоцентрирующими захватами-фиксаторами, а формующие ролики смонтированы с возможностью вращения вокруг своих осей и плапетарно вокруг оси трубы ио наружному контуру бурта. Кроме того, с целью совмещения иозиций разогрева и формования бурта и исключения возможной деформации конца трубы при остановке ее вращения после разогрева, захват-фиксатор выполнен с призматическим основанием, установленным с возможностью вертикального перемещения.
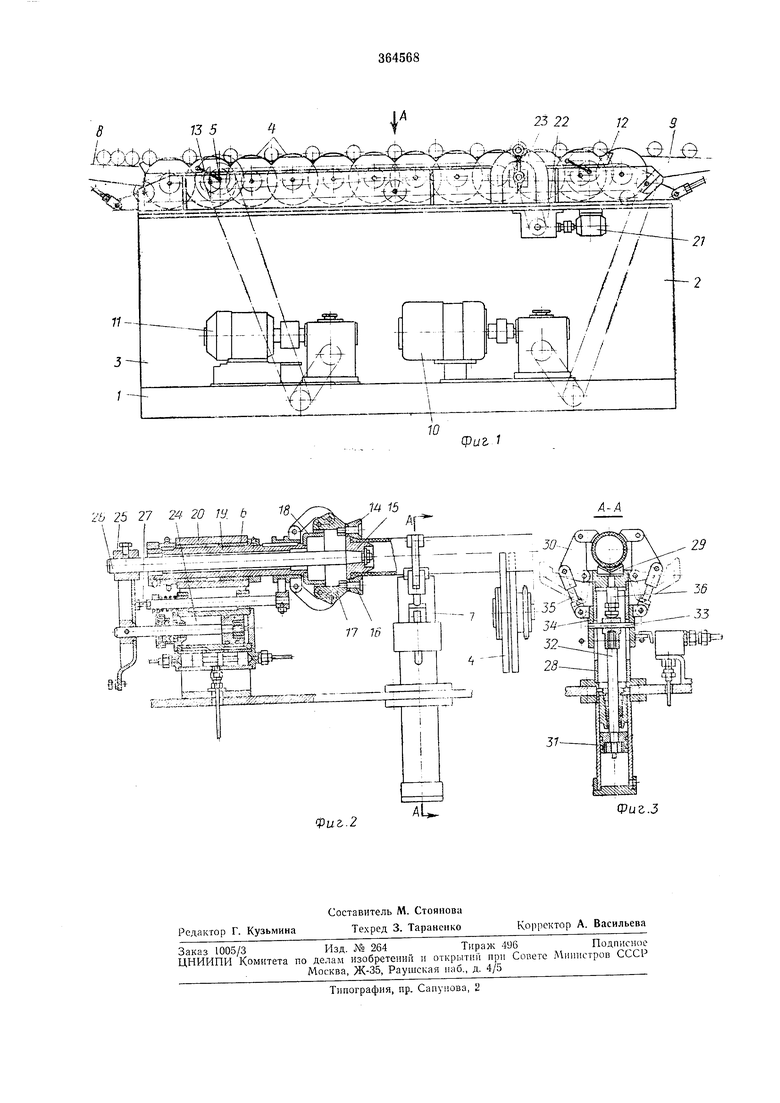
На фиг. 1 изображено описываемое устройство, ВИд сбоку; на фиг. 2 - рабочая бабка в разрезе; на фиг. 3- разрез по Л-Л на фиг. 2.
Устройство имеет основание / и две тумбы подвижную 2 и неподвижную 3, на каждой из которых установлены вращающиеся роликоопоры 4, приспособление 5 для переноса трубных заготовок по нагрева, формующие головки 6, захваты-фиксаторы 7, приемный 8 и выдающий 9 лотки-накопители заготовок и готовых труб. Привод 10 вращения роликоопор и привод 11 приспособления для переноса заготовок, расположены на основании и связаны с валами подвиж.ной тумбы 2. Вращение роликоопор 4 от привода 10 осуществляется бесконечной цепью, накииутой иа звездочки, насаженные на каждую роликооиору.
Приспособление 5 для переноса труб выполнено в виде двух зубчатых реек 12, соверщающих период чески поворотно-шагающее движение на кривошипах 13 по принципу кулисного механизма.
Формующая головка 6 снабжена механизмами вращения и радиального перемещения
фор:мующих роликов 14, обкатывающих наружный контур бурта, а также механизмом осевого перемеще.ния сердечника 15, формующего торец и внутреннюю полость трубы нод буртом.
Два или большее количество фop yющиx роликов свободио вращаются на осях 16, консольно установленных в качающихся рычагах 17, в свою очередь закреп.тенных в обойме 18, насаженной на конце трубчатой оои 19, вращающейся в кориусе 20.
Привод вращения формующих роликов п трубчатой оси осущестБляется от электродвигателя 21 через редуктор 22 и цепиую передачу 23.
IИДроцилиндр 24 ириводиг н дииже.ше фи||м ющие ролики 14 и сердечиик 15 чере грмверсу 25, насаженную иа скалку 26, иос уп1ую сердечник и .воздей-ствуюи 1,ую через упор 27 на; рычажную систему сбллжеиия роликов.
Захват-фиксатор 7 смоитирова« на трубчатой стойке 28, которая удерживает нодвмжиос НО: высоте призматическое осиоьание 29 дли центровки трубы и ша|рнириый захва 3U, уиравляе:мый гидроцялиндром 31 через шток 32
муфту 34,
и соединенную с ним нальцем
которая качаюЩ1ИМИся стяжками оэ связана с шарнирными захватами.
Призматическое основание 29 закреилеио на вертикально иодвижной скалке 36, снабженной регулируемым упорным винтом н иеремещается вверх штоком 32 для съема трубы с роликооиоры 4 в момент ее захватывания.
Устройство работает следующим образом. При всех зажженных отрегулированных горелках производится кнопочное включение электропривода. При этом нривод 10 механизма вращения роликоонор и электродвигатель 21 вращения рабочих бабок начинают работать ненрерывио. По сигналу реле времои; включается при.вод 11 механизма переноса заготовок. Рейки 12 делают один полный оборот, останавливаясь точно в начальном иоложерии, переносят заготовки с приемного устройства 8 на позиц.ип вращения. На нервых позициях производится 1мерная надсечка концо заготовки, нагрев острым пламенем кислородно-щелевой горелки, отмочка и сбрасывание прибылей.
На последующих позициях заготовки, вращаЯсь на роликоопорах, нагреваются своими кондами до степени размягчения и ионадают на позиции разбуртовкН. На этой рабочей позиции фиксаторы 7 приподнимают заготовку над вращающими дисками и надежно зажимают ее от осевого смещения. Гидроцнлиндр 24 делает рабочий ход, во время которого скалка 26 прижимает сердечник 15 к концу
размягченной заготовки, производя подсадку формуемого бурта.
Одновременио с движением скалки 26 о г траверсы 25 через вшгтоиой упор 27 нриводится в движение ciicieMa сблилчсаня роликов 14, н они, 1)ращайС1,, иед.уг концентрич.-скую обкатку наружной новсрхносчН 6}pia до упора цнл1индр11че1кий чаС1и ролика и образующую фланца сердечника 15. Далее гидравлнческое управление устройства переключает работу гндроциднндра 24 на обратный ход. При этом ролики 14 раздвигаются, сердечник /5 выводится iH3 заготовки, гидроцилнидр 31 фиксатора 7 раскрывает захваты 30, и заготовка с оформленными в виде буртов концами с очередным ходом реек 12 неридастся lia нозиции безонас |оги отжига 1азоиы.мн горелками и далее-на лоток-наконитель 9. Онерация формования бурта сближением
роЛИКов 14 и введением сердечника 15, при необходимости, может повториться два-три раза на каждом обрабатываемом торце трубы.
Весь цикл работы устройства полностьюавтоматизпро,ван.
Про д м е т и 3 о б р е т е н н я
1.Устройство для разбуртовки стеклянных труб, содержащее мехаиизм вращения заготовок, горелкн для разогрева концов труб и формующее приспособление, включающее сердечник и ролик, отличающееся тем, что, с целью достижения соосности и нараллельности торцов одновременно разбуртовываемых труб, оно снабжено неподвижными самоцентрируюни-1мн захватами-фиксаторами, а формующие ролики смонтированы с воздюжностью вращения .вокруг своих осей и планетарно вокруг ООН трубы по наружному контуру бурта.
2.Устройство по п. 1, отличающееся тем, что, с целью совмещения позиций разогрева н формования бурта Н .исключения возможной дефор.мацнн конца трубы нрн остановке ее
вращения после разогрева, захват-фиксатор выполнен с призматическим основанном, установленным с возможностью вертикального перемещения.
8
13 5
25 22 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНКИ СТЕКЛЯННОЙ ДЛЯ ЛЕКАРСТВЕННЫХ СРЕДСТВ | 2000 |
|
RU2164502C1 |
| Многопозиционное устройство для спаивания стеклянных капиллярных трубок | 1982 |
|
SU1014800A1 |
| МНОГООПЕРАЦИОННЫЙ КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2004 |
|
RU2261799C1 |
| Машина для автоматического формования тестовых заготовок бубликов | 1956 |
|
SU109987A1 |
| Устройство для формирования изделий из стеклянной трубки | 1973 |
|
SU513015A1 |
| Технологический модуль для объемной штамповки | 1990 |
|
SU1776214A3 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Устройство для изготовления экранов электронно-лучевых трубок | 1975 |
|
SU602480A1 |
| Устройство для подачи заготовок в рабочую зону пресса | 1975 |
|
SU557929A1 |
| Устройство для комплектования пакета дисковых заготовок с технологическими прокладками | 1977 |
|
SU738821A1 |
2Ъ 25 27 24 20 Ю. b
