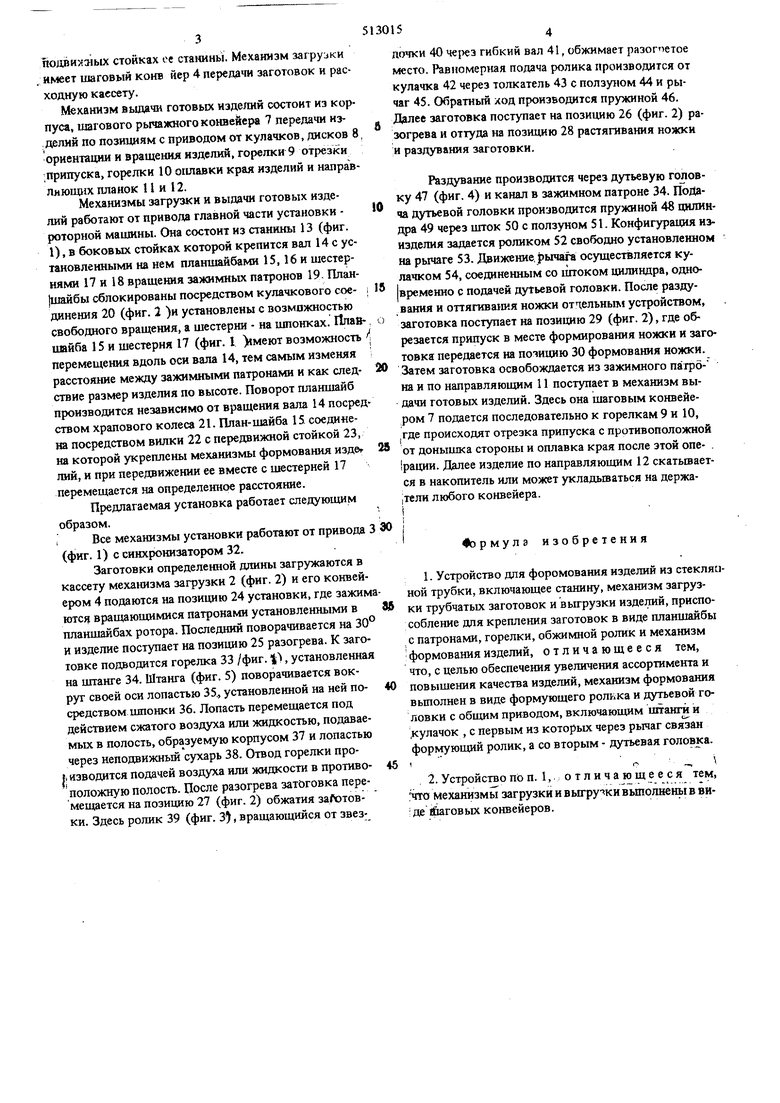
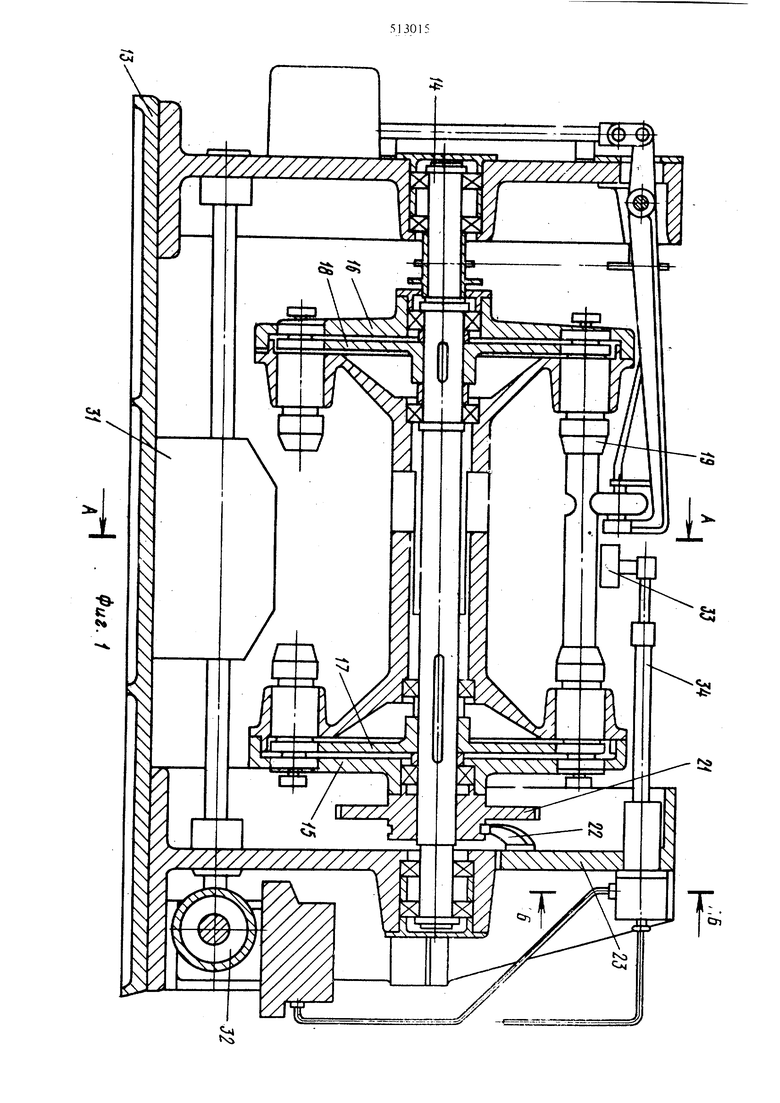
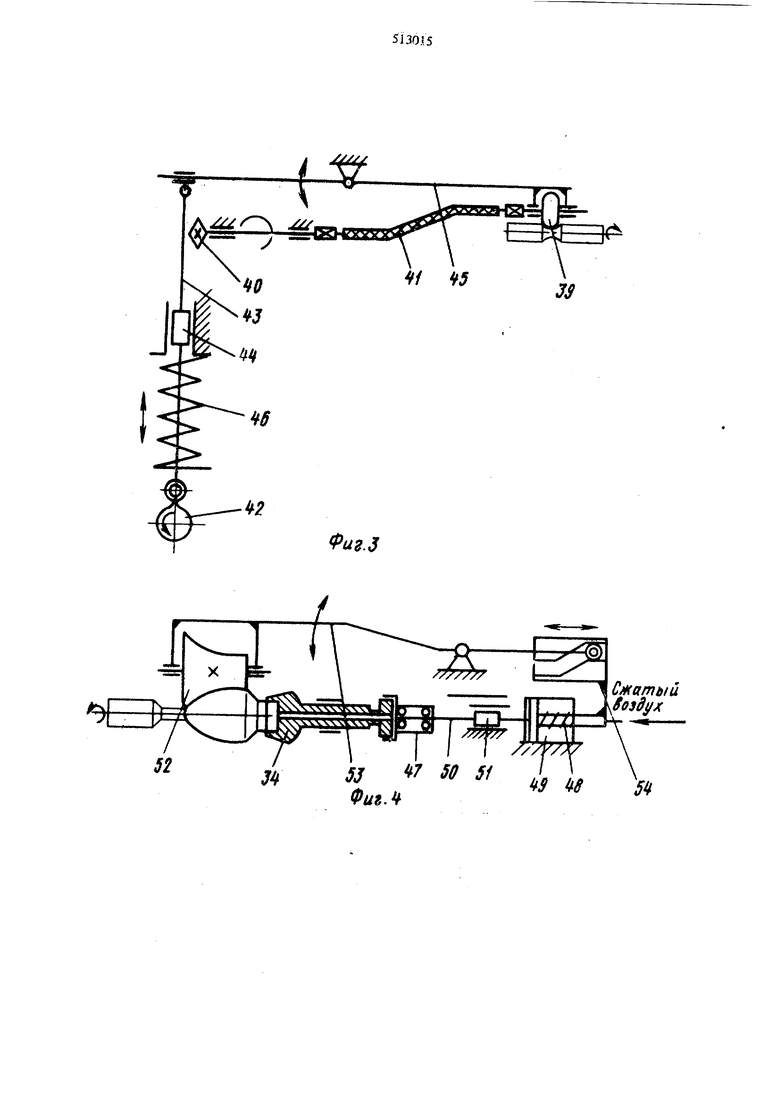
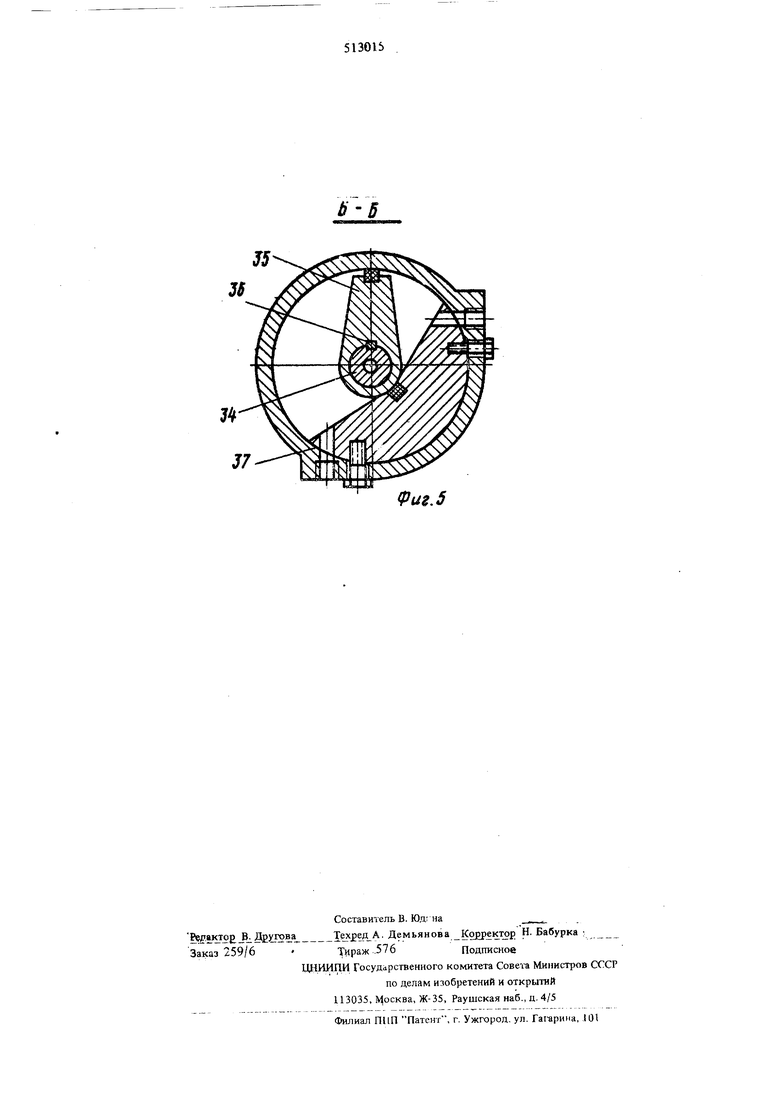
подаихэ1ых стойках ее станины. Механизм загру:1ки . имеет шаговый кони йер 4 передачи заготовок и расходную каесету. Механизм выдачи готовых изделий состоит из корпуса, шагового рычажного конвейера 7 передачи изделий по позициям с приводом от кулачков, дисков 8 ориентации и вращения изделий, горелки 9 отрезки ;припуска, горелки 10 огитавки края изделий и направляющих планок И и 12. Механизмы загрузки и выдачи готовых изделий работают от привода главной части установки роторной машины. Она состоит из станины 13 (фиг. I), в боковых стойках которой крепится вал 14 с установленными на нем планшайбами 15,16 и шестернями 17 и 18 вращения зажимных патронов 19 План шайбы сблокированы посредством кулачкового соединения 20 (фиг. 1 )и установлены с возможностью свободного вращения, а шестерни - на шпонках. Плай шайба 15 и шестерня 17 (фиг. I )1меют возможность перемещения вдоль оси вала 14, тем самым изменяя расстояние между зажимными патронами и как следствие размер изделия по высоте. Поворот планшайб производится независимо от вращения вала 14 посред ством храпового колеса 21. План-шайба 15 соеди«ена посредством вилки 22 с передвижной стойкой 23, на которой укреплены механизмы формования изде ЛИЙ, и при передвижении ее вместе с шестерней 17 перемещается на определенное расстояние. Предлагаемая установка работает следуюш;им образом. Все механизмы установки работают от привода (фиг. 1) с синхронизатором 32. Заготовки определенной длины загружаются в кассету механизма загрузки 2 (фиг. 2) и его конвейером 4 подаются на позицию 24 установки, где зажим ютсч вращающимися патронами установленными в планшайбах ротора. Последний поворачивается на ЗО И изделие поступает на позицию 25 разогрева. К заготовке подводится горелка 33 /фиг. t, установленная на штанге 34. Штанга (фиг. 5) поворачивается вокруг своей оси лопастью 35., установленной на ней посредством шпонки 36. Лопасть перемещается под действием сжатого воздуха или жидкостью, подаваемых в полость, образуемую корпусом 37 и лопастью через неподвижный сухарь 38. Отвод горелки про|. изводится подачей воздуха или жидкости в противоположную полость. После разогрева затйговка перемещается на позицию 27 (фиг. 2) обжатия заЛ)товки. Здесь ролик 39 (фиг. 3), вращающийся от звездочки 40 гибкий вал 41, обжимает разогретое место. Равномерная подача ролика производится от кулачка 42 через толкатель 43 с ползуном 44 и рычаг 45. Обратный ход производится пружиной 46. Далее заготовка поступает на позицию 26 (фиг. 2) разогрева и оттуда на позицию 28 растягивания ножки и раздувания заготовки. Раздувание производится через дутьевую головку 47 (фиг. 4) и канал в зажимном патроне 34. ПоДача дутьевой головки производится пружиной 48 цилиндра 49 через щток 50 с ползуном 51. Конфигурация изизделия задается роликом 52 свободно установленном на рычаге 53. Движение, рычага осуществляется кулачком 54, соединенным со цгтоком цилиндра, одно времеино с подачей дутьевой головки. После раздувания и оттяпша1тя ножки отдельным устройством, заготовка поступает на позицию 29 (фиг. 2), где обрезается припуск в месте формирования ножки и заготовка передается на позицию 30 формования ножки. Затем заготовка освобождается из зажимного патрона и по направляющим 11 поступает в механизм выдачи готовых изделий. Здесь она шаговым конвейером 7 подается последовательно к горелкам 9 и 10, |Где происходят отрезка припуска с противоположной от донышка стороны и оплавка края после этой опе1рации. Ддлее изделие по направляющим 12 скатьшается в накопитель или может укладьтаться на держа|тели любого конвейера. Формула изобретения 1.Устройство для форомования изделий из стекляиной трубки, включающее станину, механизм загрузки трубчатых заготовок и вьп-рузки изделий, приспособление для крепления заготовок в виде планшайбы с патронами, горелки, обжимной ролик и механизм формования изделий, отличающееся тем, что, с целью обеспечения увеличения ассортимента и повышения качества изделий, механизм формования вьшолнен в виде формующего ротжа и дутьевой головки с общим приводом, включающим штанги и кулачок , с первым из которых через рычаг связан формующий ролик, а со вторым - дутьевая головка. о -.., 2.Устройство по п. 1, отличающееся тем, что механизмы загрузки и выгру кн выполнень в виде йаговых конвейеров.
сч
«« :з
.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Автомат для изготовления тарелок ножек электрических источников света | 1982 |
|
SU1070627A1 |
| Установка для изготовления стеклоизделий | 1972 |
|
SU446475A1 |
| Отопочная машина | 1982 |
|
SU1025672A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| Установка формования фигурного торца рассеивателей из стекла | 1984 |
|
SU1203032A1 |
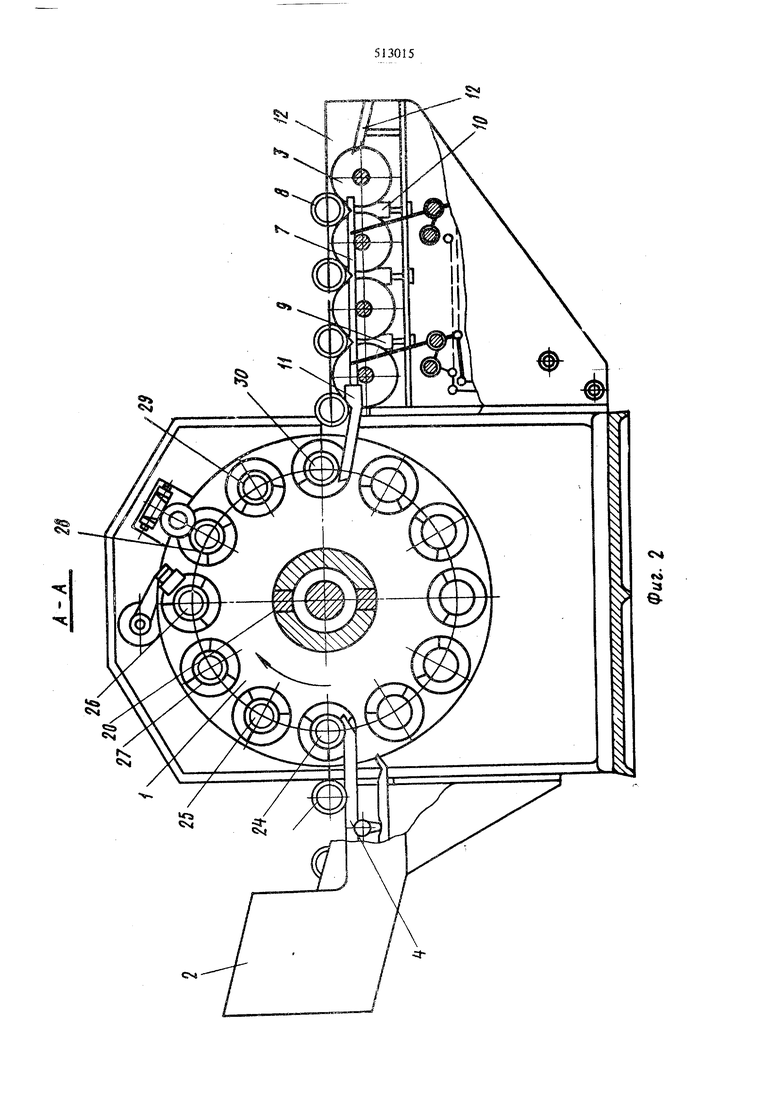
///у/ 53 0 I If ФиъЛ Сжатый Sosdi/x ,
36
Фиг, 5
