1
Изобретение относится к области литейного производства и предназначено для выбивки опок преимущественно со шпонами.
Известны установки, включающие основание с установленными на нем нижними прошивными штырями, колонны с укрепленными на них съемниками опок, траверсу, подвижные верхние прошивные штыри и поршневой привод.
Предлагаемая установка отличается тем, что колонны выполнены в виде зубчатых реек, а на траверсе установлены взаимодействующие с рейками реечные шестерни и поршневой привод, выполненный в виде двух цилиндров одинарного действия и взаимодействующего с реечными шестернями общего штока-рейки. Это упрощает конструкцию установки и повышает надежность ее в работе.
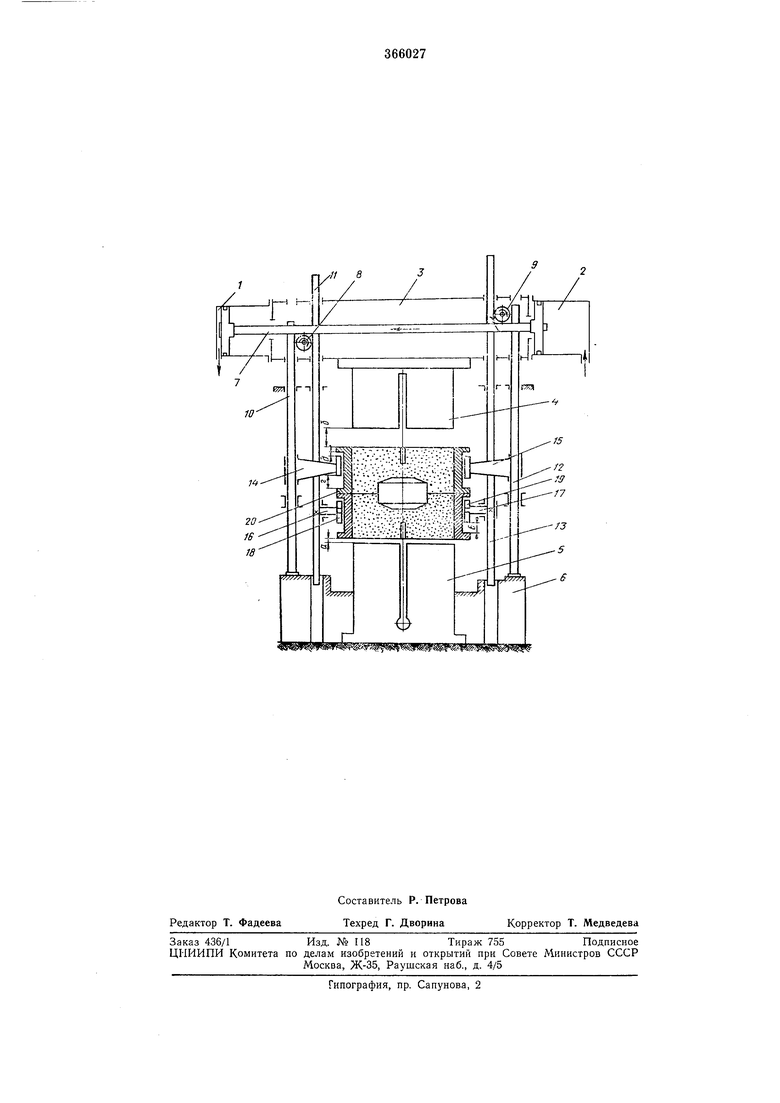
На чертеже изображена предлагаемая установка.
Она содержит цилиндры одинарного действия 1 и 2, закрепленные на траверсе 3, к которой прикреплены верхние прошивные штыри 4. Нижние прошивные штыри 5 закреплены неподвижно на основании 6 установки. Цилиндры имеют общий шток-рейку 7, приводящий во вращение шестерни 8 и 9, оси которых закреплены на траверсе 3. Шестерни находятся также в зацеплении с колоннами, выполненными в виде реек 10, 11 и 12, 13, которые образуют дифференциальный реечный механизм. На рейках 10 и 12 закреплены съемники 14 и /5 верхних опок, на рейках 11 и /5 - съемники 16 и 17 нижних опок. СъемНИКИ нижних опок снабжены роликами 18 и 19, по которым в установку подается очередная форма 20, подлежащая выбивке.
Дифференциальный механизм привода обеспечивает всему устройству две степени свободы перемещения. Это позволяет за один ход привода выполнить автоматически операции по выбивке опок с сохранением комаформы для последующего охлаждения отливки вне оиок.
В исходном положении сжатый воздух (или масло под давлением) подан в цилиндр 2. Цилиндр / соединен с атмосферой. Рейкиколонны 10 и 12 нижними концами упираются в основание 6. Шестерни 8 и 9 стремятся иод действием штока-рейки 7 повернуться в направлении, указанном стрелками, и, опираясь на рейки 10 и 12, удерживают траверсу 3 в крайнем верхнем положении. При этом между отдельными частями установки и формой (опоками) устанавливаются регламентированные зазоры а-д, которые обеспечивают в исходном положении свободное перемещение опок и возможность установки их на требуемую позицию..
После переключения направления подачи сжатого воздуха и подачи его в цилиндр / (цилиндр 2 соединен с атмосферой) установка выполняет рабочий цикл. Шестерни 8 9 вращаются в обратную сторону, позволяя траверсе 3, рейкам // и 13 вместе со съемниками 16 и 17, а следовательно, и формой 20 под действием привода и силы тяжести опуститься до соприкосновения формы с нижними штырями 5. При этом зазор а равен нулю, зазоры б и д уменьшаются, а зазор г увеличивается. При дальнейшем движении штока форма 2С неподвижна (так как лежит на штырях 5), однако траверса 3. под действием силы тяжести, а также рейки 11 и 13 со съемниками 16 и 17 опускаются до соприкосновения верхних штырей 4 с формой 20. При этом зазор б равен нулю, а зазор в уменьшается. С этого момента ком-форма нагружается силой веса подвижных частей установки, эта нагрузка не повышается в процессе выбивки и не зависит от величины напуска смеси. Если вес подвижных частей создаёт нежелательно большую величину нагружения формы (что маловероятно), возможно ее уменьшить до любой малой величины, применяя контрнагрузки, пружины, пневматическое демпфирование и прочие приложения к траверсе 3. При дальнейшем движении штокарейки 7 вправо начинают двигаться рейки JO и 12 (так как траверса 3 неподвижна) и продолжают двигаться рейки //и 13. В результате зазор д равен нулю, зазор г увеличивается, а зазор в уменьшается. При дальнейшем движении шток-рейка 7 под действием усилия цилиндра / перемешает рейки 10 п 12, а следовательно, и съемники 15 и 14 вверх, а рейки 11 и 13 - вниз. Съемники 14 и 15 начинают протяжку (нанизывание) верхней опоки. Это происходит до выбора зазора в. После выбора зазора в (в-о) продолжается протяжка верхней опоки и начинается протяжка нижней. Протяжка продолжается до остановки нижней опоки (что соответствует положению, когда торцы нижних прошивных штырей станут заподлицо с верхним ладом нижней опоки). С этого момента движение реек 11 и 13 прекрашается, они принимают на себя функции опор. Опираясь на рейки 1J и 13 (шток-рейка 7 продолжает двигаться), траверса .3, а с ней и штыри 4 поднимаются, освобождая ком и вновь образуя зазор б. На этом цикл выбивки (выемки кома-формы) из окоп заканчивается. Ком-форма любым известным способом удаляется( сталкивается), например, на транспортер для последуюшего дополнительного охлаждения отливки в коме или на выбивную решетку для отделения отливки от земли. После этого подается сигнал на обратный ход, и система в обратной последовательности возврапдается в исходное положение. Предмет изобретения Установка для выбивки опок, включающая основание с установленными на нем нижними прошивными штырями, колонны с укрепленными на них съемниками опок, траверсу, подвижные верхние прошивные штыри и поршневой привод, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности ее работы, колонны выполнены в виде зубчатых реек, а на траверсе установлены взаимодействующие с рейками реечные шестерни и поршневой привод, выполненный в виде двух цилиндров одинарного действия и взаимодействующего с реечными шестернями общего штока-рейки.
УТТТТ.

| название | год | авторы | номер документа |
|---|---|---|---|
| Выдавливатель кома с гидроимпульсным приводом | 1983 |
|
SU1138241A1 |
| Установка для выбивки стопочных форм | 1982 |
|
SU1072993A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Выдавливатель кома выбивной установки | 1982 |
|
SU1142219A1 |
| АВТОМАТ ДЛЯ СБОРКИ, ЗАЛИВКИ И ВЫБИВКИ ОБОЛОЧКОВЫХ ФОРМ | 1968 |
|
SU212474A1 |
| СЪЕМНИК ДЛЯ ЗАХВАТА, СЪЕМА, УДАЛЕНИЯ ИЗ РАБОЧЕЙ ЗОНЫ И УКЛАДКИ ДЕТАЛЕЙ9 '~*S^f"^f~^ 1-'~' О ' ' f. О 5 Wtv/V ! - -• v-' PI -• <. !•5 ^ff'fffl^ft у- .; ;.i;;>&!;:;•! • isu"» :'.'..?'• | 1973 |
|
SU373127A1 |
| АВТОМАТ ДЛЯ БЕЗОПОЧНОЙ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU388828A1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |