1
Известны автооператоры для подачи деталей, например поршневых колец, для обработки конической торцовой поверхности, выполненные в виде управляемого от копира делительного диска, имеющего рычаги и загрузочпо-разгрузочные гнезда.
Цель изобретения - автоматизация загрузки и разгрузки поршневых колец, а также получение стабильных размеров прн обработке копической поверхности. Для этого рычаги делительного диска выполнены шарнирными, управляемыми от копира.
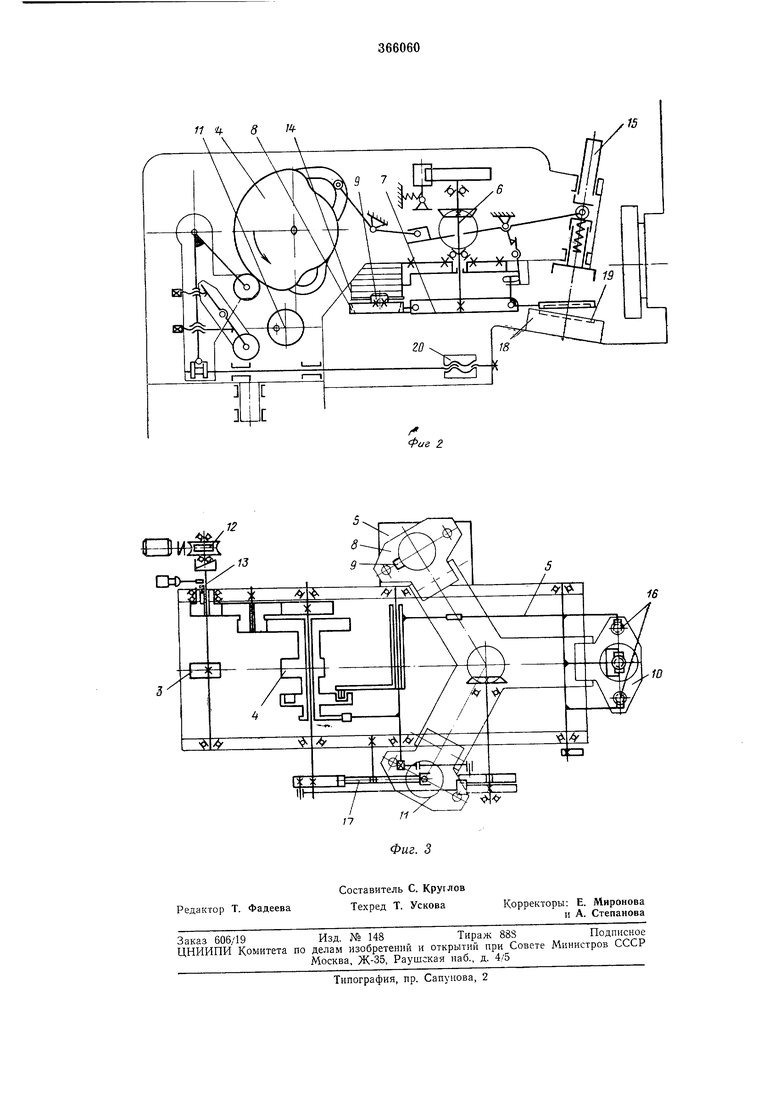
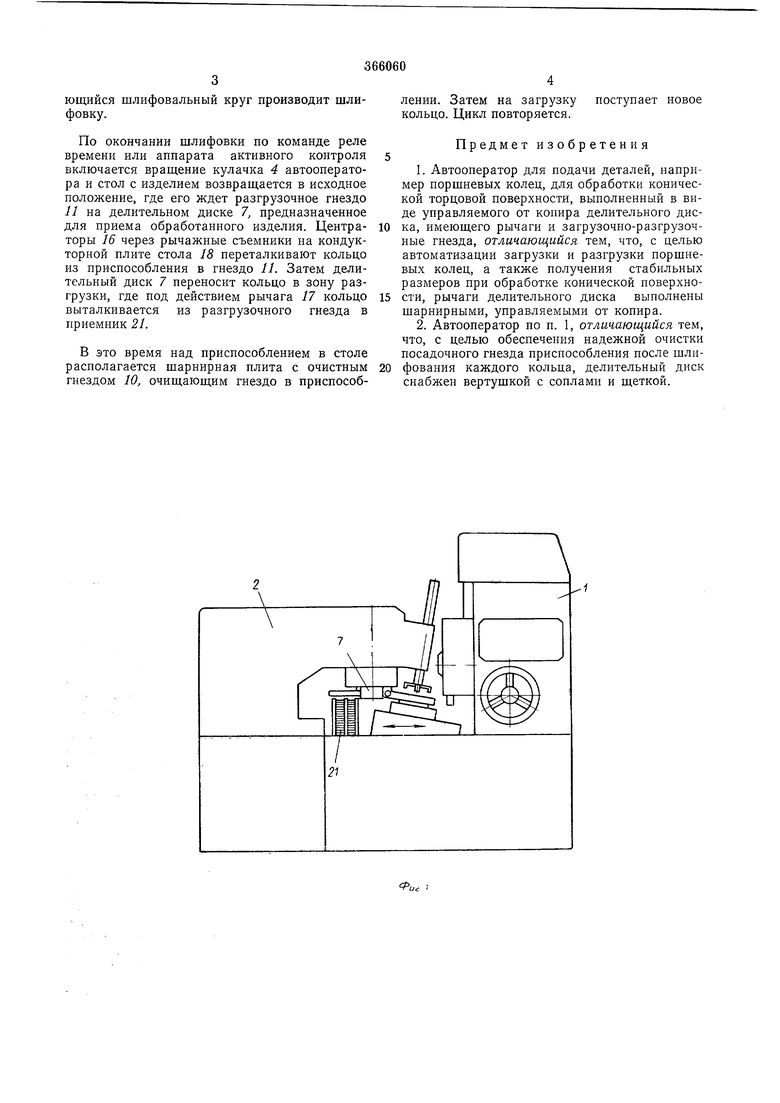
На фнг. 1 изображен предлагаемый автооператор, обш,ий вид; па фиг. 2 - кинематическая схема автооператора, вертикальный разрез; на фиг. 3 - то же, развертка.
К универсальному шлифовальному станку 1 с горизонтальным шпинделем и круглым столом приставлен автооператор, в корпусе 2 которого помеш,ен эксцентрик 3, днсковый кулак 4, кулачки и рычаги приводов центраторов 5. На вертикальном валу 6 закреплен делительный диск / с шарнирным нриемным гнездом 8 с ведущей планкой 9, гнездом чистки 10 и гнездом разгрузки //.
Привод механизмов автооператора содержит электродвигатель с редуктором 12, передающим вращение эксцентрику 3 и кулакам через однооборотную муфту 13. На корпусе автооператора укреплены загрузочный магазин 14, толкатель 15, центраторы 16 и рычаг выталкивания 17.
На столе 18 шлифовального станка 1 установлено нриспособлеппе 19. Стол связан с автооператором с помощью стяжки 20. Готовые кольца собираются в приемник 21.
Заготовки колец, подлежащие шлифовке, стопой загружаются в магазин 14 и укладываются на его дно, имеющее центральную прорезь. Прн повороте приемное гнездо 8 делительного диска / своей ведущей планкой 9, которая проходит через прорезь в дпе магазина, выталкивает из-нод стопы лежащую на дне
заготовку и протаскивает.ее аюд стопой до тех пор, пока она (заготовка) не сойдет с дна. Поскольку заготовка п приемное гнездо взаимно сцентнрованы, то заготовка западет в приемный конус гнезда 8. Приемное гнездо с заготовкой в центральной позиции центрнруется по кондукторной нлнте на столе 18 станка. Заготовка с помощью толкателя 15 заталкивается в приспособление 19 п нрижимается к магнитной плите. Прп этом кулак 4 автооператора
выключается однооборотной муфтой 13, продолжает вращаться лишь эксцентрик 3. Стол jo с изделием движется в зону шлнфованош, поджимаемый гидроцилнндром станка. Затем стол, приводимый в движение эксцентриком
3, совершает быстрые короткие хода. Опускающийся шлифовальный круг производит шлифовку.
По окончании шлифовки по команде реле времени или аппарата активного контроля включается врашение кулачка 4 автооператора и стол с изделием возвращается в исходное положение, где его ждет разгрузочное гнездо 11 на делительном диске 7, предназначенное для приема обработанного изделия. Центраторы 16 через рычажные съемники на кондукторной плите стола 18 переталкивают кольцо из приспособления в гнездо 11. Затем делительный диск 7 переносит кольцо в зону разгрузки, где под действием рычага 17 кольцо выталкивается из разгрузочного гнезда в приемник 21.
В это время над приспособлением в столе располагается шарнирная плита с очистным гнездом 10, очиш;ающим гнездо в приспособлении. Затем на загрузку
поступает новое кольцо. Цикл повторяется.
Предмет изобретения
1.Автооператор для подачи деталей, например поршневых колец, для обработки конической торцовой поверхности, выполненный в виде управляемого от копира делительного диска, имеющего рычаги и загрузочио-разгрузочные гнезда, отличающийся тем, что, с целью автоматизации загрузки и разгрузки поршневых колец, а также получения стабильных размеров при обработке конической поверхности, рычаги делительного диска выполнены шарнирными, управляемыми от копира.
2.Автооператор по п. 1, отличающийся тем, что, с целью обеспечения надежной очистки посадочного гнезда приспособления после шлифования каждого кольца, делительный диск снабжен вертушкой с соплами и щеткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЗАМКА ПОРШНЕВЫХ КОЛЕЦ | 1969 |
|
SU251404A1 |
| Автооператор к станку для шлифования буртиков внутренних колец роликоподшипников | 1959 |
|
SU128326A1 |
| Устройство для изготовления изделийС ВиНТОВыМи КАНАВКАМи | 1979 |
|
SU806307A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЗАГОТОВОК | 1991 |
|
RU2032519C1 |
| Автомат для шлифования сквозных цилиндрических отверстий подшипниковых колец | 1961 |
|
SU150029A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Загрузочно-разгрузочное устройство | 1983 |
|
SU1237372A1 |