При стыковой электросварке частей цилиндрического изделия, например, двух цилиндрических кусков стали для получения заготовки спирального сверла (один кусок быстрорежущей стали, а второй - поделочной), благодаря разному диаметру этих кусков и вследствие недоброкачественности прокатки их, а также погрешностей, допускаемых сварочным аппаратом и сварщиком, геометрические оси сваренных кусков стали весьма часто не составляют продолжения одна другой. Обычно при этом имеют место: 1) "смещение осей", т.е. геометрические оси сваренных изделий (кусков стали) параллельны, или же 2) "кривизна", т.е. геометрические оси составляют некоторый угол с вершиной в месте сварки. Весьма часто имеют место оба эти недостатка одновременно. Обнаружить их на глаз, как это и практикуется в большинстве случаев до сих пор, весьма трудно и недостатки эти выявляются лишь при последующей обработке, например, на токарном станке. В последнем случае приходится изделие направлять в брак. Однако сваренные заготовки спиральных сверл предварительно проходят ряд операций: отжиг, заточка, подрезка по шаблону, черновая проточка хвостовой части и т.д., и лишь после этого подвергаются токарной обработке, во время которой и выявляется один из указанных недостатков сварки или оба вместе. Посколько при этом заготовку приходится браковать, постолько все указанные операции оказываются проделанными впустую.
Настоящее изобретение дает возможность проверить сваренное изделие тотчас же после сварки. Достигается это при помощи предлагаемого прибора, снабженного индикаторным устройством, состоящим из поворотной на центрах рамки, несущей поворотную же на центрах планку. Последняя при наличии "смещения осей" воздействует на указательную стрелку, а при наличии "кривизны" наклоняет указанную рамку.
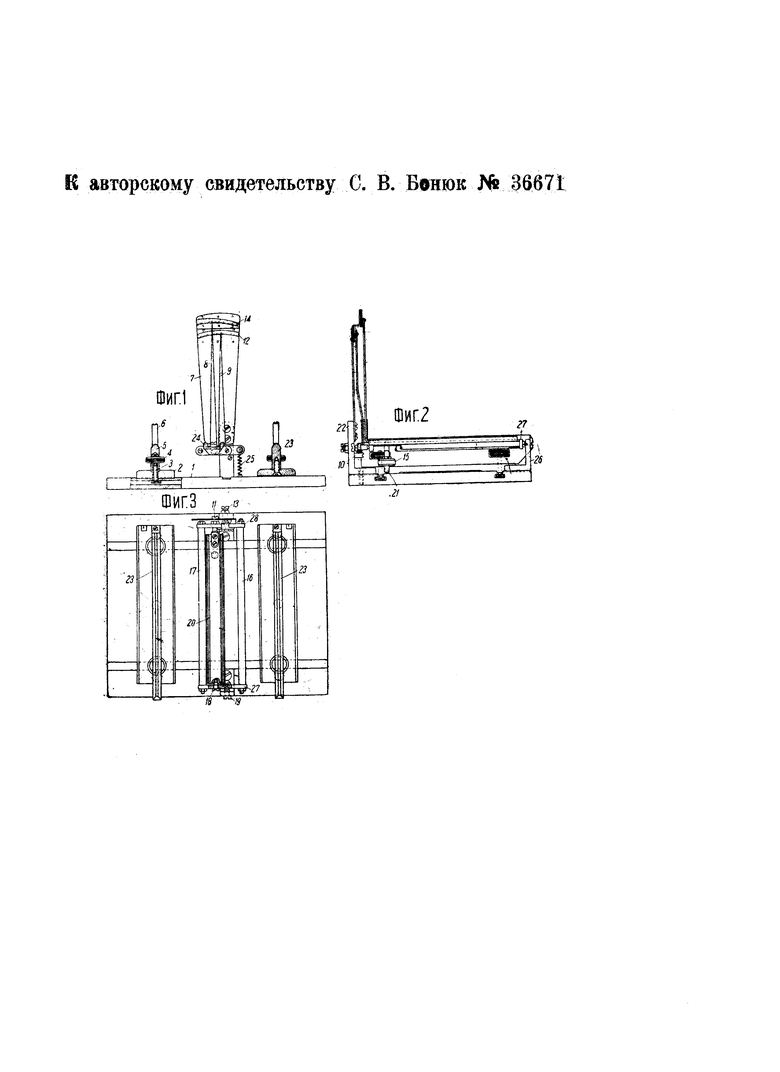
На чертеже фиг. 1 изображает предлагаемый прибор спереди с частичным разрезом; фиг. 2 - сбоку, а фиг. 3 - сверху.
Вдоль плиты 1 могут передвигаться две горизонтальные линейки 23, состоящие из подошвы 2 и направляющего ребра 5. Линейки закрепляются в любом месте плиты при помощи болтов 3, входящих головками в пазы плиты, и гаек 4. На направляющие ребра 5 в дальнейшем кладется проверяемое изделие. Упоры 6 служат для того, чтобы при прокатывании по направляющим ребрам изделие не достигало стрелок 8 и 9. Посредине плиты 1 на двух стойках 22 и 26 в центрах 13 и 19 качается рамка, составленная из планок 27, 28 и распорок 16 и 17. К планке 28 винтами прикреплена стрелка 9, которая на шкале 12 циферблата 7 указывает в увеличенном масштабе, наклон рамки или вернее планок 27 и 28. В планках 27 и 28 также на центрах 11 и 18 качается планка 20, имеющая выступающие к верху направляющие ребра 24. Планка 20 несет стрелку 8, показывающую на шкале 14 наклон этой планки. Балансир 15, прикрепленный при помощи шпильки 21 снизу планки 20, стремится придать стрелке 8 вертикальное положение, а легкая пружинка 25 стремится поднять вверх левую половину рамки, а значит и планку 20. Упорный винт 10 не дает пружинке наклонить рамку (планку 28) слишком сильно. В нерабочем положении направляющие ребра 24 планки 20 находятся в одной горизонтальной плоскости, выше направляющих ребер 5 линеек 23, находящихся в другой горизонтальной плоскости.
Пользуются предлагаемым прибором следующим образом. Горизонтальные линейки 23 отодвигают на равное расстояние от линии, соединяющей центра 11 и. 18 планки 20, и закрепляют гайками 4 неподвижно. Проверяемое изделие кладут концами на направляющие ребра 5 так, чтобы сварной шов попал между направляющими ребрами планки 20. Натяжение пружины 25 будет прижимать направляющие ребра 24 планки 20 к изделию по бокам сварного шва. Нажимая на изделие пальцами, прокатывают его на один оборот по направляющим ребрам.
Если имеется только "смещение осей", то эксцентричность окружностей изделия в месте сварки заставит планку 20 наклониться вправо и влево, причем в данном случае рамка 27, 28, 16 и 17 стоит неподвижно, так как планка 20 поворачивается в центрах по своей оси. Расстояние между крайними точками отклонения стрелки 8 по шкале 14 дает в увеличенном масштабе величину смещения осей в месте сварки.
Если имеется только кривизна, а окружности изделия в месте сварки концентричны, то при прокатывании сваренного изделия центральная часть его (шов) описывает некоторую окружность ("бьет") и, надавливая на планку 20, заставляет наклоняться в ту и другую сторону рамку 27, 28, 16, 17. Наклон рамки в увеличенном масштабе определяется по расстоянию между крайними отклонениями стрелки 9 по шкале 12. Так как в данном случае окружности заготовок сварены концентрично, то рамка 20 не наклоняется и стрелка 8 не изменяет положения. При наличии и "смещения осей" и "кривизны" происходят движения обеих стрелок.
Зная, во-первых, кратность увеличения показаний стрелками действительных отклонений, и, во-вторых, выполнив предельно допустимые действительные отклонения ("кривизну" и "смещение осей"), составляют таблицу предельных отклонений стрелок для различных диаметров свариваемых изделий, пользуясь которой (таблицей) и ведут разбраковку.
Настоящее изобретение осуществлено на Государственном московском инструментальном заводе "МИЗ" и применяется для проверки сваренных заготовок спиральных сверл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вычислительный прибор для определения установочных геометрических параметров | 1980 |
|
SU935974A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Устройство для изготовления изделий из термопластов методом сварки токами высокой частоты | 1981 |
|
SU979137A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| Сборочно-сварочный горизонтально-замкнутый конвейер | 1990 |
|
SU1770108A1 |
| Установка для вварки фланцев в сферические днища | 1977 |
|
SU721303A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ИСКРИВЛЕНИЙ КОСТНО-МЫШЕЧНОГО АППАРАТА | 1989 |
|
RU2023420C1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| УСТРОЙСТВО ДЛЯ ВСКАПЫВАНИЯ И РЫХЛЕНИЯ ПОЧВЫ | 2019 |
|
RU2721735C1 |
| Установка для сварки листовых изделий | 1980 |
|
SU941121A1 |
Прибор для проверки относительного расположения частей сваренных в стык цилиндрических изделий, отличающийся применением индикаторного устройства, состоящего из поворотной на центрах 13 и 19 рамки 16, 17, 27, 28, несущей паворотную же на центрах 11, 18 планку 20, служащую, с одной стороны, для воздействия на стрелку 8 при наличии смещения осей свариваемых изделий и, с другой стороны, для воздействия на указанную рамку в целях ее наклона при наличии кривизны в сваренном изделии, в каковом индикаторе для подвода изделия путем перекатывания применены две переставные линейки 23, снабженные направляющими ребрами 5.
