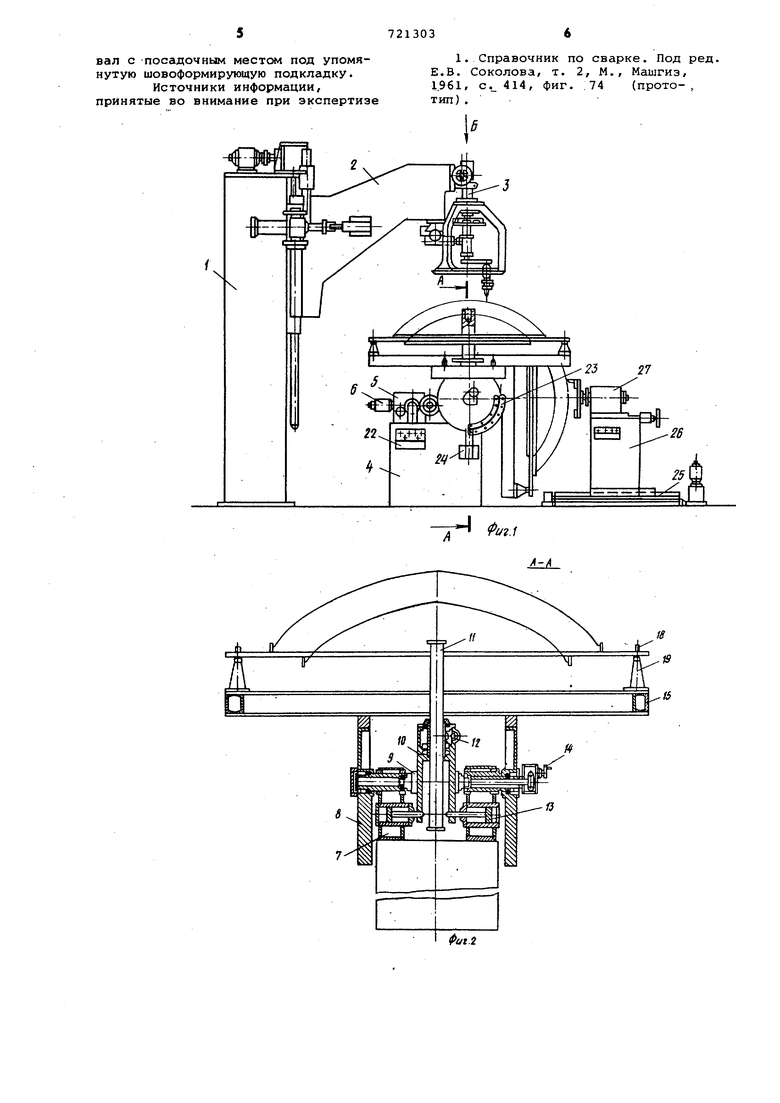
Известна установка для вварки фланцев в сферические днища, содержащая основание, на котором смон тирована колонна с откидной консолью и поворотной сварочной головкой, а также смонтированную на основании опору с несущей шовоформи щую подкладку поворотной плитой 1 Однако такая установка не обеспе чивает требуемого качества сварки, так как недостаточен контакт шовоформирующей подкладки с корнем свар ного шва. Целью изобретения является повы.шение качества сварки путем улучшения контакта шовоформирующей подкла ки с корнем сварного шва. Цель достигается тем, что в опор изменения угла наклона поворотной плиты установлен приводной выдвижной вал с посадочньци местом под упомянутую шовоформирующую подкладку. На фигЛ изобрежн общий вид пред лагаемой установки; на фиг. 2 - раз рез А-А на фиг. 1 с частичным вырезом; на фиг. 3 - вид по стрелке Б на ФИГ..1; на фиг. 4 - сечение В-В на фиг. 3; на фиг. 5 - шовоформирующая подкладка, установленная на приводной выдвижной вал. Предлагаемая установка для вварки фланцев в сферические днища содержит колонну 1 с откидной консолью 2 и закрепленной на ней сварочной головкой 3. В корпусе 4 смонтированы механизм 5 наклона с электродвигателем 6. На опорах 7 закреплены базовые шестерни 8, оси 9 вращения, опора 10 и вьщвижной вал 11, выдвигаемый червячной парой 12. Пневмоцилиндры 13 запирают выдвижной вал 11 в вертикальном и горизонтальном положениях. Червячная пара 12 приводится в движение от штурвала 14, на базовых шестернях-8 закреплен каркас 15 с опорными роликами 16, на которых закреплена поворотная плита 17, -являющаяся базовой для установки днищ. Плита 17 фиксируется штырями 18 через отверстия в ней. Штыри 18 входят в кронштейны 19. Опорные ролики 16 закреплены - на опорах 20 и на поддерживающих планках 21. Пульт 22 упр авления закреплен на корпусе 4. На базовой шестерне 8 закрепляют сменные пластины 23 с отверстиями, по которым через кронцциейн 24 производится фиксация необходимого угла наклона каркаса 15 с поворотной плитой 17 в рабочем положении для расточки отверстий под фланцы или под вварку фланцев в сферическое днище. Направляющие 25 служат для перемещения колонки 26 с .расточной головкой 27. .
Установка содержит шовоформирующую подкладку 28 с фиксатором фланца 29, которые устанавливаются и крепятся на выдвижном валу 11 от носительно свариваемого изделия, а также внутреннее прижимное кольцо 30 и наружное прижимное кольцо 31
Внутреннее прижимное кольцо 30 ,прижимает фланец к шовоформирующей псдкладке 28 центральным валом сварочной головки 3 через фиксатор фланца 29.,
Наружнее прижимное кольцо 31 крепится к корпусу сварочной головки 3 и прижимает кромки свариваемого изделия.
Работа предлагаемой установки осуществляется следующим образом.
Откидная консоль 2 со сварочной головкой 3, установленная на колонне 1, отводится в сторону, освобождая место над поворотной плитой 17. На поворотную плиту 17 устанавливается сферическое днище.
При установке днища на поворотную плиту 17 согласовывают условные оси .днища с осью поворотной плиты 17. Затем поворотная плита 17 с днищем разворачивается на опорных роликах 16 таким образом, что ось фланца встет в плоскость оси сварочной головки Зин плоскость оси расточной головки 27.
Точность разворота днища определяется и фиксируется по отверстиям на плите 17 штырем 18 в кронштейне 19, после этого механизм 5 наклона приводит в движение базовые шестер ни 8, на которых закреплены каркас :15 и поворотная плита 17 с днищем. Затем наклоняют сферическое днище в сторону расточной головки 27 до совпадения оси будущего отверстия под определенный фланец с осью вращения расточной головки 27. Точность установки определяется и фиксируется по отверстиям сменных пластин 23 через отверстие кронштейна 24.
Расточная головка 27,установленная на колонне 26, подается в сторону сфе15ического днища по направляющим 25, и производит разделку отверстия в днище под фланец, после чего расточная головка 27 отводится в исходное положение, а механизм 5 наклона возвращает в первоначальное положение сферическое днище. Штырь 18 выводится из отверстия поворотной плиты 17, и поворотная плита 17 поворачивается на 180°, переводят ось отверстия фланца влево от оси сварочной головки 3 и вновь осуществляется фиксация поворотной плиты 17 штырем 18 в опору 19. Механизм наклона 5 приводит во вращение базовые шестерни 8 и наклоняет сферическое днище до совмещения оси фланца с осью сварочной головки 3, точность установки и фиксация производится опять по сменным пластинам 23 через кронштейн 24.
На выдвижной вал 11 устанавливает;:я шовоформирующая подкладка 28 под сварочный шов фланца со сферическим, днищем и фиксатором фланца 29. Червячная пара 12 выдвигает вал 11 с фиксатором фланца 29 и шовоформирующей подкладкой в рабочее положение. В отверстие сферического днища вво,дят фланец и крепят посредством прижимного кольца 30. Консоль 2 со сварочной головкой 3 возвращается в рабочее положение. Сварочная головка 3 опускается к днищу, и производится сварка. По окончании сварки первого фланца по указанному порядку производится сварка всех последующих фланцев. Вьщвижной вал 11 может фиксироваться цилиндрами 13 как в вертикальном, так и в горизонтальном положении.
В горизонтальном положении вал может быть использован для подпора тонких обечаек днищ при вырезке отверсти Расточная головка 27 может быть использована для снятия технологических припусков с посадочных мест фланцев после сварки при повышенных требованиях к точности посадочных мест и к точности их взаимного расположения, при этом повторяются все операции, как и при вырезке отверстий под фланцы.
Использование предлагаемого устройства по.сравнению с известным позволит сократить количество оборудования и приспособлений для обработки, освободить производственные площади, сократить время на транспортировку изделия от станка к станку, повысить производительность труда и качества сварки изделий.
Формула изобретения
Установка для вварки фланцев 3 сферические днища, содержащая основание, на котором смонтирована колонна с откидной консолью и поворотной сварочной головкой, а также смонтированную на основании опору с несущей шовоформирующую подкладку поворотной плитой, отличающаяся тем, что с целью повышения качества сварки путем улучшения контакта шовоформирующей подкладки с корнем сварного шва, в указанной опоре установлен приводной выдвижной
вал с посадочным месте под упомянутую шовоформирующую подкладку.
Источники информации, принятые во внимание при экспертизе
1. Справочник по сварке. Под ред. Е.В. Соколова, т. 2, М., Машгиэ, 1.961, с.414, фиг. :74 (прото-, тип) .
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки кольцевых швов | 1981 |
|
SU979056A1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
| Стенд для сборки,сварки и рулонирования стальных сферических оболочек | 1976 |
|
SU647091A1 |
| УСТАНОВКА ДЛЯ СВАРКИ | 1973 |
|
SU407681A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Установка для сварки продольных швов многошовных цилиндрических обечаек | 1977 |
|
SU737178A2 |

