1
Изобретение относится к области обработки металла давлением, в частности к кузнечнопрессовому оборудованию.
Известен гидравлический пресс, содержащий станину, а также неподвижную верхнюю и подвижную нижнюю траверсы, рабочий цилиндр, размещенный на нижней траверсе, и стол, установленный на нижней траверсе с возможностью перемещения в направлении, перпендикулярном направлению перемещения подвижной траверсы от гидравлических цилиндров.
Однако в известном прессе размер щтамподержателя, а следовательно, и штампа, ограничен размером подвижной траверсы. Поэтому некоторые длинномерные детали не могут быть получены в одном штампе из-за возможности его опрокидывания при рабочем ходе плунжера.
Для улучшения условий работьГ при щтамповке длинномерных деталей в описываемом прессе подвижная траверса снабжена жестко закрепленными с ее торцов консольными направляющими, опирающимися на штоки дополнительных гидравлических цилиндров, смонтированных на неподвижном основании и работающих синхронно с рабочим цилиндром, при этом в направляющих выполнены сквозные отверстия, через которые пропущены
плунжеры гидравлических цилиндров перемещения стола.
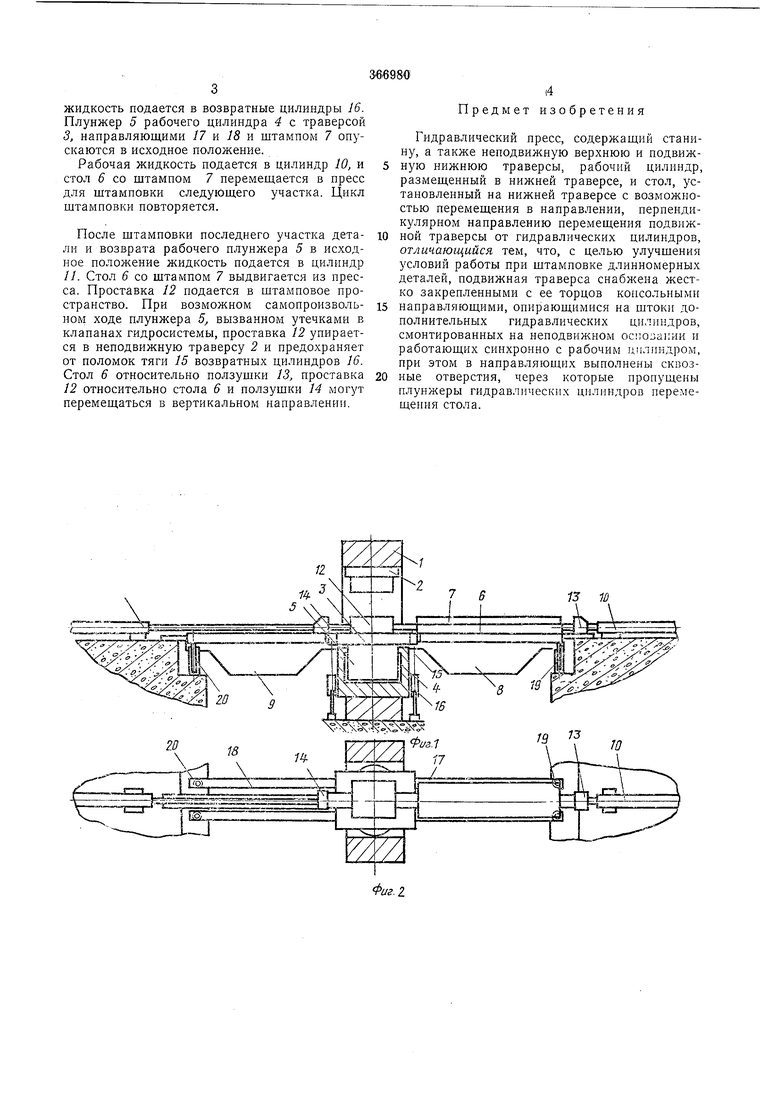
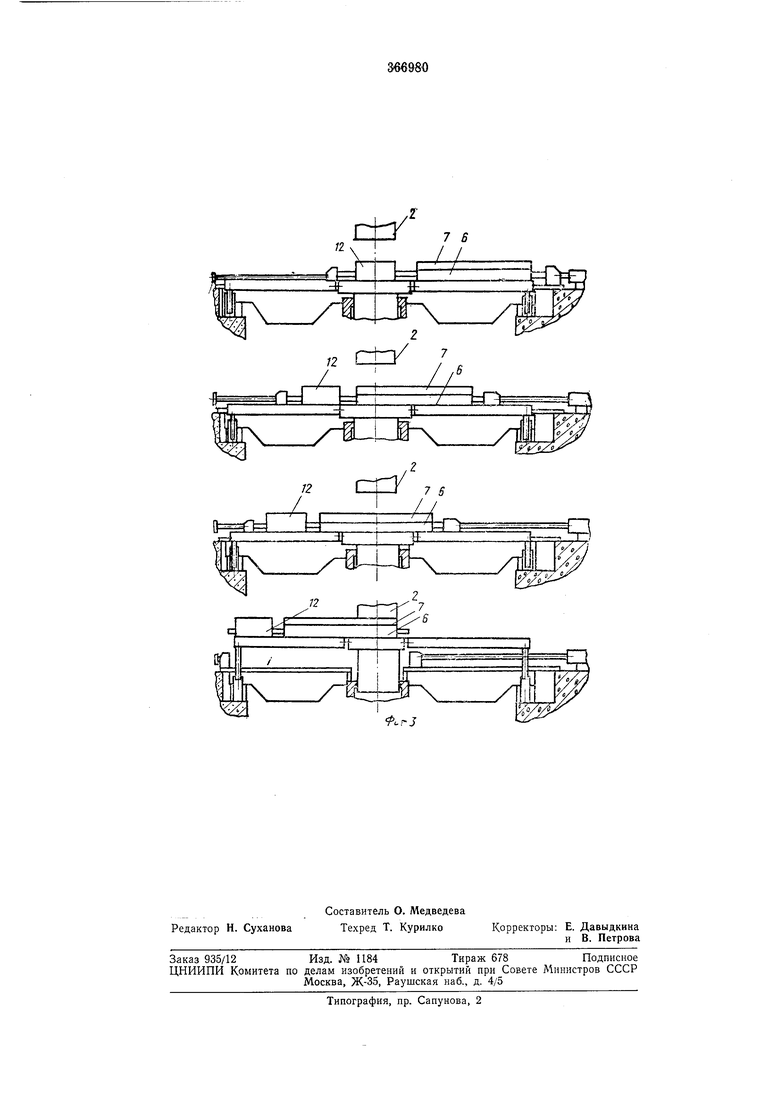
На фиг. 1 схематически изображен предлагаемый пресс; на фиг. 2 - то же, вид сверху; на фиг. 3 - положение стола со штампом при локальной штамповке детали в три перехода.
Пресс включает в себя станину 1 с неподвил ной траверсой 2, подвижную траверсу 3,
размещенный в ней рабочий цилиндр 4 с плунжером 5. Стол 6 со щтампом 7 лежит на опорном мосту 8 или 9 и перемещается гидроцилиндрами 10 и //, плунжеры которых связаны со столом 6 через проставку 12 и ползушки
13 и 14. С подвижной траверсой 3 соединены тяги 15 возвратных цилиндров 16. К боковым поверхностям траверсы 3 прикреплены жесткие направляющие 17 и 18, уравновешенные на концах цилиндрами 19 и 20.
Пресс работает следующим образом.
В исходном положении стол 6 вы/двинут из пресса. Проставка 12 находится в прессе. В штамп 7 укладывается заготовка. Стол 6 со штампом 7 подается в пресс цилиндром W
так, чтобы край щтампа совместился с краем неподвижной траверсы 2. Жидкость подается в рабочий цилиндр 4. Штампуется первый участок детали. При этом направляющие 17 и 18 перемещаются вверх вместе с плунжером 5 и
траверсой 3. После окончания рабочего хода
жидкость подается в возвратные цилиндры 16. Плунжер 5 рабочего цилиндра 4 с траверсой 3, направляющими 17 и 18 и штампом 7 опускаются в исходное положение.
Рабочая жидкость подается в цилиндр 10, и стол 6 со штампом 7 перемещается в пресс для штамповки следующего участка. Цикл штамповки повторяется.
После штамповки последнего участка детали и возврата рабочего плунжера 5 в исходное положение жидкость подается в цилиндр 11. Стол 6 со штампом 7 выдвигается из пресса. Проставка 12 подается в штамповое пространство. При возможном самопроизвольном ходе плунжера 5 вызванном утечками в клапанах гидросистемы, проставка 12 упирается в неподвижную траверсу 2 и предохраняет от поломок тяги 15 возвратных цилиндров 16. Стол 6 относительно ползушки 13, проставка 12 относительно стола 6 и ползушки 14 могут перемещаться в вертикальном направлении.
(4 Предмет изобретения
Гидравлический пресс, содержащий станину, а также неподвижную верхнюю и подвижную нижнюю траверсы, рабочий цилиндр, размещенный в нижней траверсе, и стол, установленный на нижней траверсе с возможностью перемещения в направлении, перпендикулярном направлению перемещения подвижной траверсы от гидравлических цилиндров, отличающийся тем, что, с целью улучшения условий работы при штамповке длинномерных деталей, подвижная траверса снабжена жестко закрепленными с ее торцов копсольными
5 направляющими, опирающимися на штоки дополнительных гидравлических цилиндров, смонтированных на неподвижном оспозаиии и работающих синхронно с рабочим цилиндром, при этом в направляющих выполнены СКБОЗ0 ные отверстия, через которые пропущены плунжеры гидравлических цилиндров перемещения стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| Гидравллический пресс | 1977 |
|
SU701028A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС И СПОСОБ ШТАМПОВКИ С ОБКАТЫВАНИЕМ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2380231C2 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Вертикальный гидравлический пресс | 1981 |
|
SU963882A1 |
| Вертикальный гидравлический пресс | 1983 |
|
SU1098830A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
JF.rj
