Изобретение относится к о бласти трубного производства, а именно к механизмам подачи станов холодной прокатки труб.
Известны механизмы подачи станов холодной прокатки труб, включающие полуобоймы, соедИПапные с рычагами их сближения и перемещения в осевом направлении, взаичмолТ,ействующ|Ими с профилированными копирами.
В тамих механизмах осевое и радиальное перемещение полуобойм осуществляется от трех силОВых кулачков, вращающихся в двух взаилгно перпендикулярных плоскостях синxpoiiHO с перемен-,ением клети, что увеличивает габариты механизма и приводит к днHaMi i4eciKiHM нагрузка-м.
Для сокращения габаритов и уменьшения динамических нагрузок в предлагаемом механизме подачи профилированные копиры выполнены на боковой и торцовых поверхностях одного кулачка.
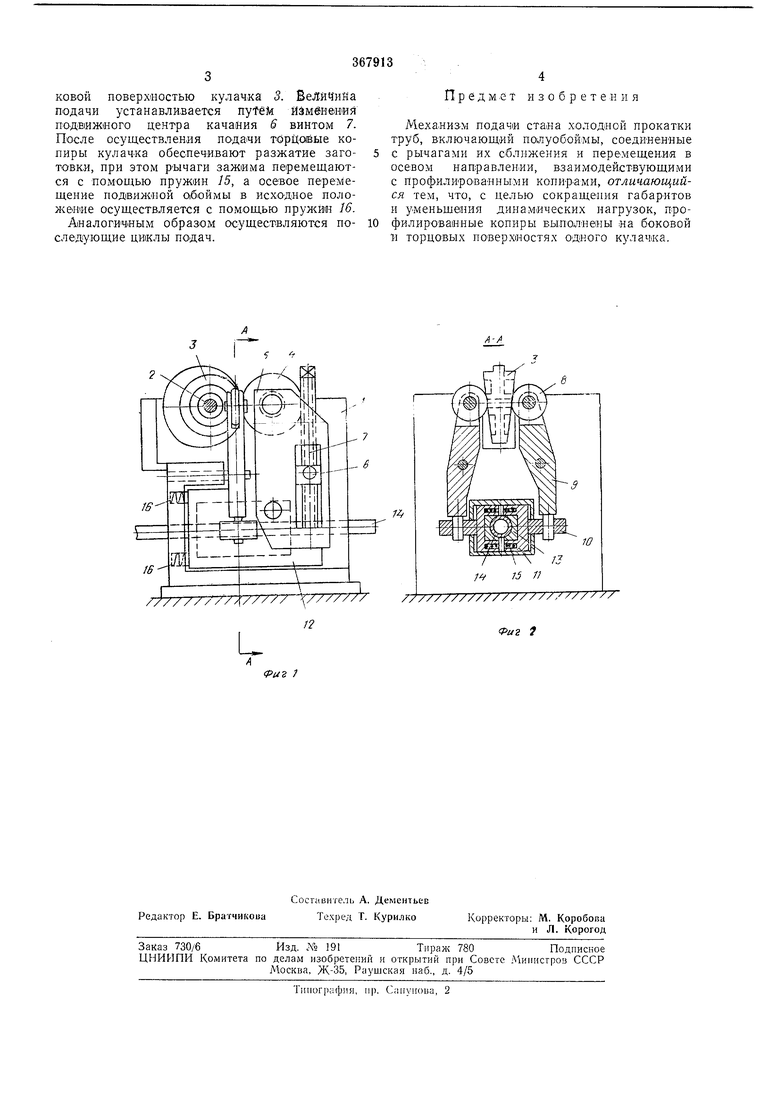
На фиг. 1 представлен обн1ий вид предлагаемого ыеханнзлга; на фиг. 2 - разрез по А-Л на фиг. 1.
Механиз:М подачи состоит из неподвижной рамы /, на кото-рой на валу 2 смонтирован кулачок 3, имеющий профилированные копиры па боковой и торцовых поверхностях.
С боковой поверхностью кулачка контактирует ролик 4, установленный на рычаге 5 подачи, имеющем подвижный центр качания 6 на винте 7. С торцовыми поверхностями кулачка контактируют ролики 8, установленные на рычагах зажима 9. На других концах рычагов зажима установлены ролики 10, которые взаимодействуют с полуобойма.ми /Л расположен 1ыми в подвижном корпусе 12. В полуобоймах заключены сменные губки 13 для зажатия заготовки 14.
Механизм подачи работает следующим образом.
От главного привода стана (па чертежах не показан) врандение передается валу 2 с расположенным на нем кулачком 3. С боковой поверхностью контактирует ролик , а с торцовыми поверхностямп - ролики 5. Профилировка кулачка выполнена таким образОМ, что в момент открытия зева подачи обеспечивается зажим заготовки 14 губками 13 по,яуобойм // посредством сведения рычагов 9, контактирующих через ролИ ки 8 с торцовыми поверхностями кулачка 3. С некоторым запаздыванием относительно времени зажатия заготовки обеспечивается осевое перемещение подвижного корпуса 12 на величину подачи посредством качания рычага 5, коптактирующего через ролик 4 с боКОБОЙ поверхиостью кулачка 5. ВеЯйЧиНа подачи устанавлизается nyfeM йзмШеиия подЕижеого центра качания 6 винтом 7. После осуществления подачи тбрЦо вые копиры кулаЧКа обеспечивают разжатие заготовки, при этом рЫчаги зажима перемещаются с помощью пружин 15, а осевое перемещение подеиЖНой обоймы в исходное положение осуществляется с помощью пружйи 16. Аналогичйым образом осуществляются последующие циклы подач.
Предмет изобретения
Механизм подачи стана холодной прокатки труб, включающий полуобоймы, соединенные с рычагами их сближения и перемещения в осевом направлении, взаимодействующими с профилированными копир ами, отличающийся тем, что, с целью сокращения габаритов и уменьщепия динамических нагрузок, профилированные копиры выполнены «а боковой н торцовых поверхностях одного кулачка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ • | 1973 |
|
SU373043A1 |
| Машина для формовки головок труб в холодном состоянии | 1977 |
|
SU663468A1 |
| Устройство для резки труб в линии стана холодной прокатки | 1990 |
|
SU1731472A1 |
| Механизм подачи стана холодной прокатки труб | 1983 |
|
SU1088822A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Патрон стана холодной прокатки труб | 1985 |
|
SU1338912A1 |
| Устройство для подачи и поворота трубы пилигримового стана | 1985 |
|
SU1315050A1 |
| Механизм подачи прокатного стана | 1986 |
|
SU1342553A1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2291005C2 |
| Стан для продольно-винтовой прокатки сверл | 1989 |
|
SU1738452A1 |
12
u
Фиг
