Изобретение относится к обработке металлов давлением и может быть использовано в инструментальной промышленности при производстве спиральных сверл.
Целью изобретения является расширение технологических возможностей за счет расширения диапазонов диаметров и углов наклона спирали прокатываемых сверл.
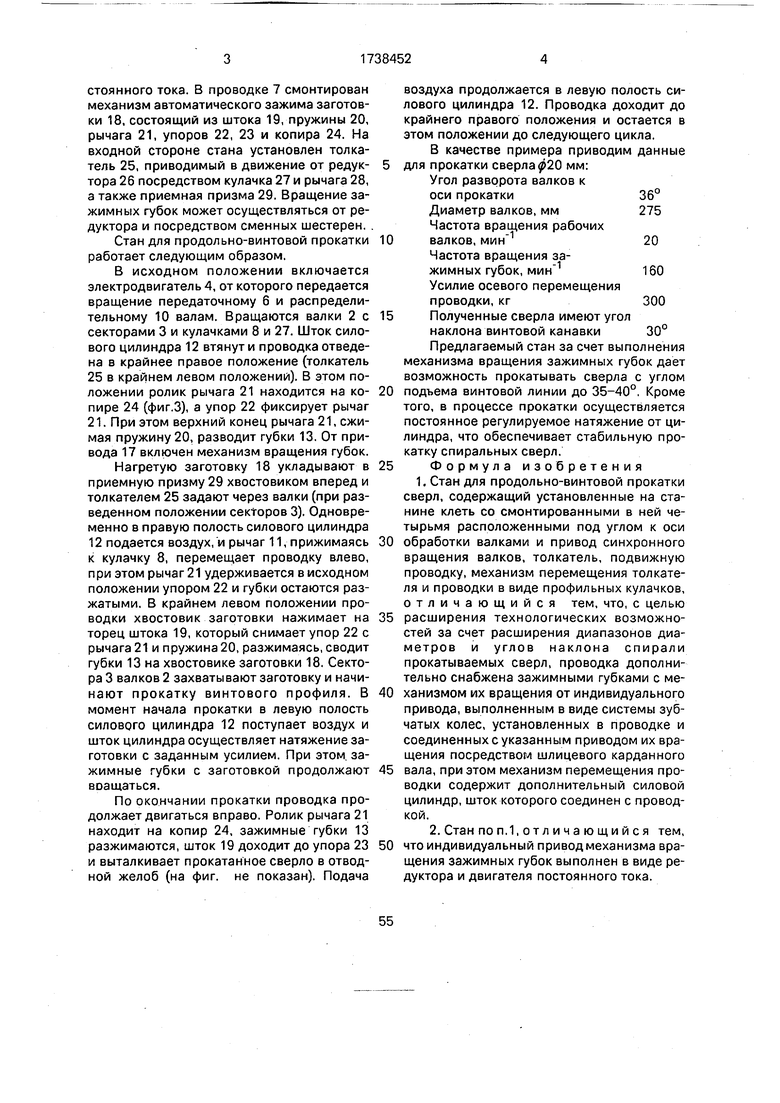
На фиг.1 приведена схема предлагаемого стана; на фиг.2 - узел проводки; на фиг.З - узел I на фиг.2 (механизм автоматического зажима заготовки в исходном положении), губки разведены.
Стан для продольно-винтовой прокатки содержит рабочую клеть 1 с установленными в ней четырьмя валками 2 с закрепленными на них секторами 3 и привод синхронного вращения, состоящий из электродвигателя 4, редуктора 5, передаточных валов 6. В рабочей клети установлена проводка 7. Механизм осевого перемещения проводки состоит из кулачка 8, смонтированного на червячном редукторе 9, связанном с редуктором 5 распределительным валом 10, а также рычага 11, связанного с проводкой 7, и силового цилиндра 12. Проводка имеет зажимные губки 13. Механизм вращения зажимных губок является индивидуальным и состоит из системы зубчатых колес 14, которая посредством карданно-шлицевого соединения 15 связана с редуктором 16, приводимым во вращение двигателем 17 со
|00
Јь
ел
ю
стоянного тока. В проводке 7 смонтирован механизм автоматического зажима заготовки 18, состоящий из штока 19, пружины 20, рычага 21, упоров 22, 23 и копира 24. На входной стороне стана установлен толкатель 25, приводимый в движение от редуктора 26 посредством кулачка 27 и рычага 28, а также приемная призма 29. Вращение зажимных губок может осуществляться от редуктора и посредством сменных шестерен. .
Стан для продольно-винтовой прокатки работает следующим образом.
В исходном положении включается электродвигатель 4, от которого передается вращение передаточному 6 и распределительному 10 валам. Вращаются валки 2 с секторами 3 и кулачками 8 и 27. Шток силового цилиндра 12 втянут и проводка отведена в крайнее правое положение (толкатель 25 в крайнем левом положении). В этом положении ролик рычага 21 находится на копире 24 (фиг.З), а упор 22 фиксирует рычаг 21. При этом верхний конец рычага 21, сжимая пружину 20, разводит губки 13. От привода 17 включен механизм вращения губок.
Нагретую заготовку 18 укладывают в приемную призму 29 хвостовиком вперед и толкателем 25 задают через валки (при разведенном положении секторов 3). Одновременно в правую полость силового цилиндра 12 подается воздух, и рычаг 11, прижимаясь к кулачку 8, перемещает проводку влево, при этом рычаг 21 удерживается в исходном положении упором 22 и губки остаются разжатыми. В крайнем левом положении проводки хвостовик заготовки нажимает на торец штока 19, который снимает упор 22 с рычага 21 и пружина 20, разжимаясь, сводит губки 13 на хвостовике заготовки 18. Сектора 3 валков 2 захватывают заготовку и начинают прокатку винтового профиля. В момент начала прокатки в левую полость силового цилиндра 12 поступает воздух и шток цилиндра осуществляет натяжение заготовки с заданным усилием. При этом зажимные губки с заготовкой продолжают воащаться.
По окончании прокатки проводка продолжает двигаться вправо. Ролик рычага 21 находит на копир 24, зажимные губки 13 разжимаются, шток 19 доходит до упора 23 и выталкивает прокатанное сверло в отводной желоб (на фиг. не показан). Подача
160
воздуха продолжается в левую полость силового цилиндра 12. Проводка доходит до крайнего правого положения и остается в этом положении до следующего цикла.
В качестве примера приводим данные для прокатки сверла ф20 мм: Угол разворота валков к оси прокатки36°
Диаметр валков, мм275
Частота вращения рабочих валков,
Частота вращения зажимных губок, Усилие осевого перемещения проводки, кг300
Полученные сверла имеют угол
наклона винтовой канавки30°
Предлагаемый стан за счет выполнения механизма вращения зажимных губок дает возможность прокатывать сверла с углом подъема винтовой линии до 35-40°, Кроме того, в процессе прокатки осуществляется постоянное регулируемое натяжение от цилиндра, что обеспечивает стабильную прокатку спиральных сверл. Формула изобретения
1. Стан для продольно-винтовой прокатки сверл, содержащий установленные на станине клеть со смонтированными в ней четырьмя расположенными под углом к оси обработки валками и привод синхронного вращения валков, толкатель, подвижную проводку, механизм перемещения толкателя и проводки в виде профильных кулачков, отличающийся тем, что, с целью расширения технологических возможностей за счет расширения диапазонов диаметров и углов наклона спирали прокатываемых сверл, проводка дополнительно снабжена зажимными губками с ме- ханизмом их вращения от индивидуального привода, выполненным в виде системы зубчатых колес, установленных в проводке и соединенных с указанным приводом их вращения посредством шлицевого карданного вала, при этом механизм перемещения проводки содержит дополнительный силовой цилиндр, шток которого соединен с проводкой.
2. Стан по п.1, от л и ч а ю щи и с я тем, что индивидуальный привод механизма вращения зажимных губок выполнен в виде редуктора и двигателя постоянного тока.
25 1& гэ г
222&
E-:EI3t±3 -1 W7777A
У/ //////
&J г гв
Уиг.
{8 /3 7 М i5 J€
/7 /
17
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-клиновой прокатки изделий типа ступенчатых валов | 1988 |
|
SU1574338A1 |
| Механизм подачи прокатного стана | 1986 |
|
SU1342553A1 |
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Стан поперечно-клиновой прокатки | 1988 |
|
SU1636101A1 |
| Стан для прокатки профильных из-дЕлий | 1979 |
|
SU795688A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
Использование: обработка металлов давлением. Сущность изобретения: стан содержит рабочую клеть, с установленными в ней четырьмя валками с закрепленными на них секторами и приводом их синхронного вращения, состоящим из электродвигателя, редуктора и передаточных валов. В клети установлена проводка. Механизм перемещения проводки состоит из кулачка, смонти- рованного на червячном редукторе, связанном с редуктором распределительным валом, а также рычага, связанного с проводкой и пневмоцилиндра. Проводка снабжена зажимными губками. Механизм вращения зажимных губок с остоит из системы зубчатых колес, которая посредством шлицевого вала связана с редуктором, приводимым во вращение двигателем постоянного тока. В проводке установлен механизм автоматического зажима заготовки, состоящий из штока, пружины, рычага, упоров и копира. На входной стороне стана установлены толкатель, приводимый в движение от редуктора посредством кулачка и рычага, а также приемная призма. Вращение зажимных губок осуществляется от редуктора посредством системы зубчатых колес. 3 ил. СО с
| Станы для прокатки точных заготовок машиностроительных деталей | |||
| Каталог- справочник | |||
| НИИинформтяжмаш: М., 1972, с.102-103. |
