1
Изобретение относится к машиностроению, преимущественно к производству сборных зубчатых венцов большого диаметра.
Известен способ обработки отдельно взятых секторов сборных зубчатых венцов копированием, при котором заготовку поворачивают на угол окружного шага.
Указанный центр впадины лежит в точкг пересечения делительной окружности и оси симметрии впадины.
К недостаткам известного способа можно отнести- то, что все три составляюш,ие делительного движения осуществляются обрабатываемой заготовкой, в результате чего группа стола станка, предназначенного для реализации способа, имеет три подвижных стыка. Кроме того, пути корректирующих движений при делении весьма велики и несимметричны относительно оси симм-етрии заготовки, а расположение оси поворота заготовки сектора на его делительной окружности, т. е. непосредственно под режущим инструментом, не дает возможности создать круговые направляющие поворотного круга и его радиальную опору сколько-нибудь приемлемых размеров.
С целью обеспечения возможности обработки зубчатых колес неограеиченното диаметра на малогабаритных станках поворот заготовки осуществляют вокруг оси, расположенной между геометрическим центром сектора и его
делительной окружностью, а инструменту сообщают два корректирующих взаимноперпендикулярных поступательных движения. С целью сокращения пути корректирующих перемещений ось поворота сектора располагают на его линии симметрии.
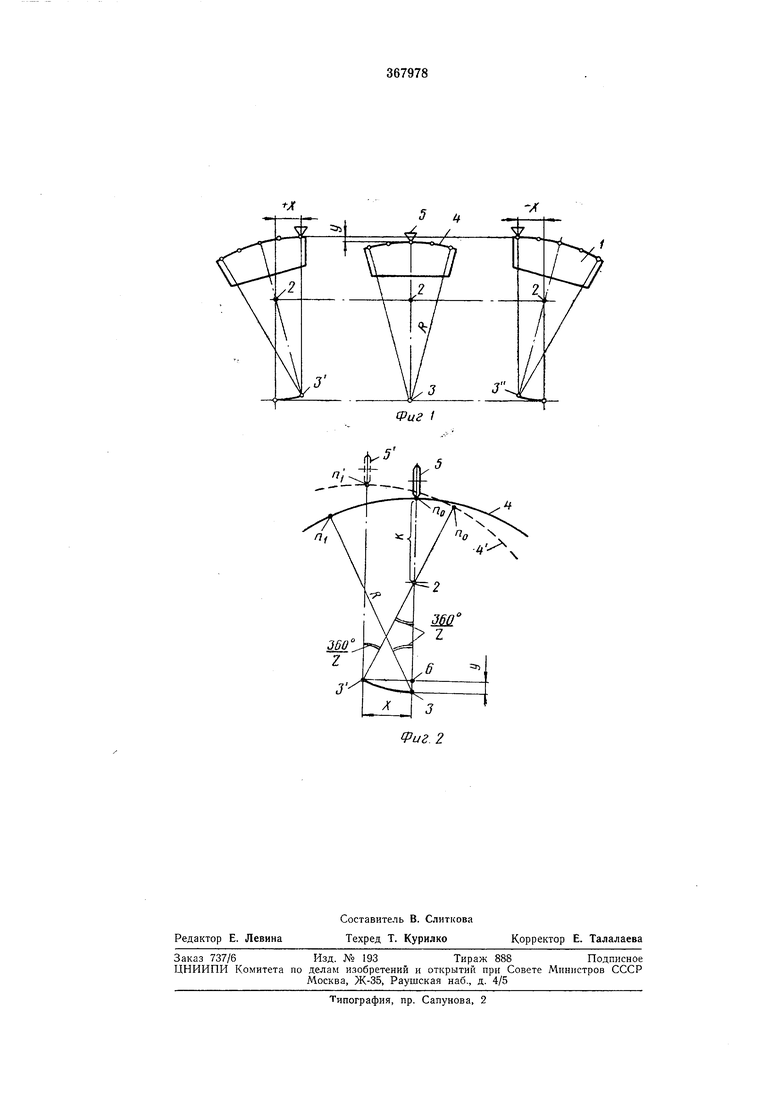
На фиг. 1-схема, иллюстрирующая среднее и крайнее положения сектора и инструмента и наибольший путь корректирующих перемещений инструмента по предлагаемому способу; на фиг. 2 - схема, иллюстрирующая процесс сложного единичного деления по предлагаемому способу, которое осуществляется сложением вращательного движения обрабатываемого сектора и двух корректирующих взаимноперпендикулярных поступательных перемещений инструмента.
Для осуществления делительного процесса, т. е. деления делительной окружности сектора на заданные равные окружные шаги, сектор / поворачивают на угол окружного шага вокруг постоянной оси 2, располагаемой между геометрическим центром 3 сектора / и его делительной окружности 4, а инструмент 5 двумя корректирующими взаимноперпендикулярными поступательными движениями перемещают на расчетные координаты X Y, соответствующие положению последующей делительной точки (впадины зубчатого сектора)
после поворота сектора вокруг оси 2 на угол окружного шага.
Для упрощения расчета координат и настройки устройств по предлагаемому способу, а также для уменьшения пути координатных пе-р мещений, выгоднее ось поворота сектора размещать на линии симметрии сектора. В этом случае координаты X и У также становятся симметричными относительно среднего положения сектора, а их абсолютная величина уменьшается.
Если делительная точка не совпадает с линией симметрии сектора, то ось поворота размещается на линии радиуса, проходящего через делительную точку, ближайшую к линии симметрии сектора.
Координаты корректирующих перемещений инструмента J и У расчитывают по формулам:
x(
Z
cos 360°-п
у(-/0- 1где Z - число делительных точек (зубьев, впадин, граней и пр.) в полной окружности, образуемой обрабатываемыми секторами;
R - радиус делительной окружности обрабатываемого сектора; /С - расстояние от оси поворота сектора (стола) до его делительной окружности;
п - порядковый номер делительной точки (например, впадины) сектора, считая от средней вправо или влево; при этом средняя делительная точка является началом отсчета. Формулы для подсчета X и У вытекают из решения треугольника 2-3-6 (фиг. 2). На этой фигуре По и «1 -средняя и первая делительные точки (впадины) в начальном положении, а По и П1 - положение тех же точек деления, т. е. после поворота вокруг оси 2, не
совпадающей с геометрическим центром 3 сектора 1. После каждого деления луч-радиус, проходящий через соответствующую делительную точку (например, п), занимает положение, параллельное начальному (%) лучу, а сама делительная точка (, смещается на координаты X и У.
Выбор постоянного конструктивного параметра К, зависит от наименьщего радиуса сектора, подлежащего обработке на станке (устройстве) с делением по предлагаемому способу. Выгоднее иметь этот параметр наибольшим, в пределе равным радиусу сектора, однако в пределах целесообразных габаритов станка (устройства). Чем ближе ось 2 поворота сектора к его центру 3, тем меньше пугь координатных перемещений.
В частных случаях, когда радиусы обрабатываемых секторов близки радиусу стола станка (устройства), учитывая допустимый свет заготовки относительно стола, сектор, устанавливают соосно столу, и деление ведут простым делительным поворотом стола на угол окружного шага без корректирующих перемещений стойки (инструмента).
Предмет изобретения
1.Способ обработки отдельно взятых секторов сборных зубчатых венцов, копированием., при котором заготовку поворачивают на угол окружного шага, отличающийся тем, что, с целью обеспечения возможности обработки зубчатых колес неограниченного диаметра на малогабаритных станках, поворото заготовки осуществляют вокруг оси, расположенной между геометрическим центром сектора и его делительной окружностью, а инструменту сообщают два корректирующих взаимноперпендикулярных поступательных движения.
2.Способ по п. 1, отличающийся тем, что, с целью сокращенния пути корректирующих перемещений, ось поворота сектора располагают на его линии симметрии.
n
JfPu8 t
Фиг. 2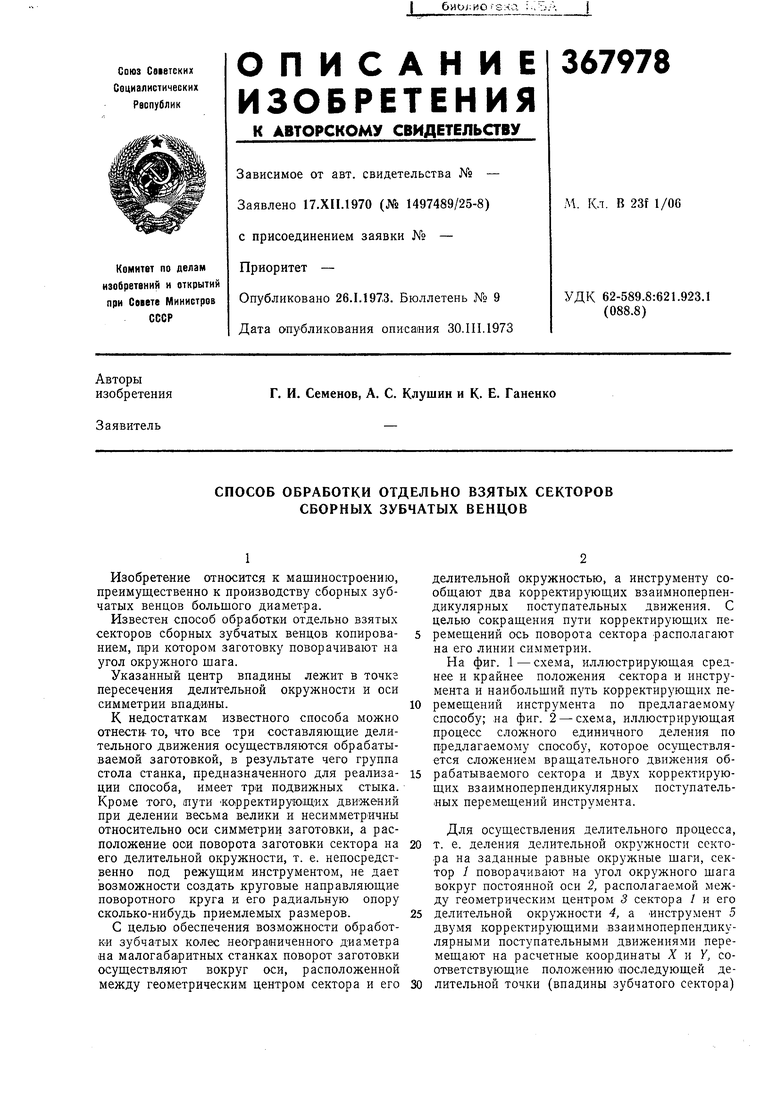
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МАТРИЦ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2147497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| Способ обработки бочкообразных зубьев | 1983 |
|
SU1161291A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Способ нарезания торцовых зубьев | 1988 |
|
SU1590229A1 |
| Станок для фрезерования червяков | 1980 |
|
SU984750A2 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КАБОШОНОВ СО СЛОЖНОПРОФИЛЬНОЙ ПОВЕРХНОСТЬЮ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2705828C1 |
| Способ контурной закалки секторов зубчатых венцов и станок для его осуществления | 1982 |
|
SU1129245A1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |