Изобретение относится к области индукционного нагрева, в частности к контурной закалке зубчатых венцов большого диаметра, и преимущественно может быть использовано при закалке отдельно взятых секторов сборных зубчатых колес.
Известен способ контурной закалки зубчатых венцов наружного и внутреннего зацепления включающий установку индуктора относительно закаливаемых поверхностей зубьев с заданными технологическими-зазорами путем углового разворота эенца на угол мезвду обрабатываемыми зубьями и перемещения индуктора к оси вращения зубчатого венца и поочередный нагрев зубьев с последущим охлаждением. Станок для осуществления известного способа контурной закалки зубчатых венцов содержит станину с горизонтальными направляющими, несущими поворотный стол для установки венца и колонну с вертикальной кареткой, несущей горизонтальные салазки с трансформатором и индуктором .ЗСтанок дня осуществления известного способа требует большой производственной площади при закалке вецов секторов сборных зубчатых колес больших диаметров.
Наиболее близким к изобретению по технической сущности является способ контурной закалки секторов зубчатых венцов, включающий установку индуктора относительно закаливаемых поверхностей зубьев венца с заданными технологическими зазорами путем углового разворота индуктора на угол между обрабатываемыми зубьями и радиального перемещения его к -оси вращения зубчатого венца и поочередный нагрев зубьев с последую1цим охлаждением. Станок для осуществлений указанного способа колонну с вертикальными направляющими, расположенную на направляющих колонны каретку, несущую горизонтальные салазки с трансформатором, установленным с возможностью разворота на вертикальном валу, и индуктор, закрепленные на трансформаторе. Станок и ет также опорные самоустанавливающиеся катки и привод перемещения е по окружности сектора t2j.
Однако данный станок требует бо ших производственных площадей под
9245 .2
. зону его перемещения и расположения подводящего высокочастотного кабеля. Большая дпина кабеля, обусловленная большой зоной перемещения станка/ J приводит к непроизводительным потерям электроэнергий.
Цель изобретения - экономия злек. троэнергии и производственной площади.
10 Поставленная цель достигается тем, чтосогласно способу контурной закалки секторов зубчатых венцов, включающему установку индуктора относительно закаливаемых поверхностей
15 зубьев венца с заданными технологическими зазорйми посредством углового разворота индуктора на угол между обрабатьшаемымй зубьями и .радиа,.ьного перемещения его к оси вращения .
20 зубчатого венца и поочередный нагрев зубьев с последующим охлаждением, разворот индуктора осуществляют вокруг оси, расположенной вне окружности выступов зубьев венца и
25 параллельной оси вращения его, после чего производят перемещение сектора в направлении, перпендикулярном плоскости расположения осей вращения венцд и разворота индуктора на величи0 ну
X А tg оС,
где А - расстояние от оси поворота
индуктора до плоскости перемещения оси вращения зубчатого венца;
oi - центральный угол между плоскостями симметрии закаливаемой и средней впадин зубчатого венца.
Станок для осуществления способа, содержащий колонну с вертикальньми направляющими, расположенную на направлякяцих колонны каретку, несущую горизонтальные салазки с трансформатором, установленным с возможностью разворота на вертикальном валу и индуктор, закрепленный на трансформаторе, снабжен станиной с направляющими и расположенньм на них столом для установки сектора, при этом станина .размещена по длине симметрично относительно вертикального вала трансформатора, а вал закреплен на каретке.
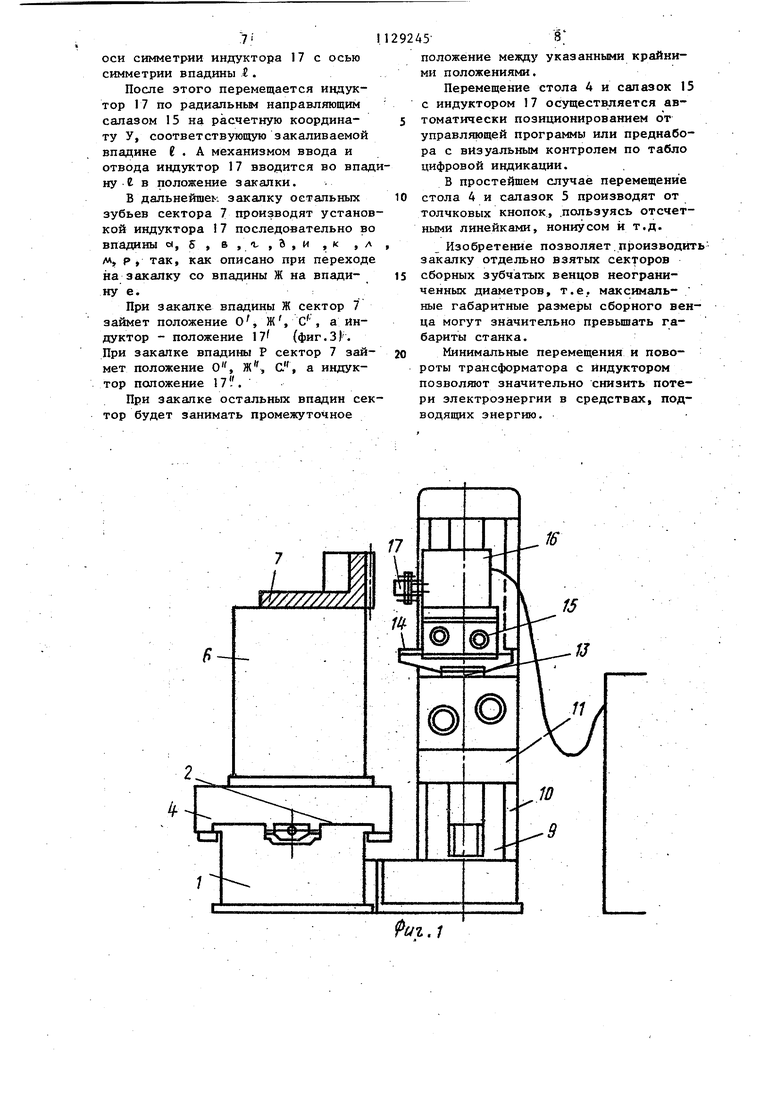
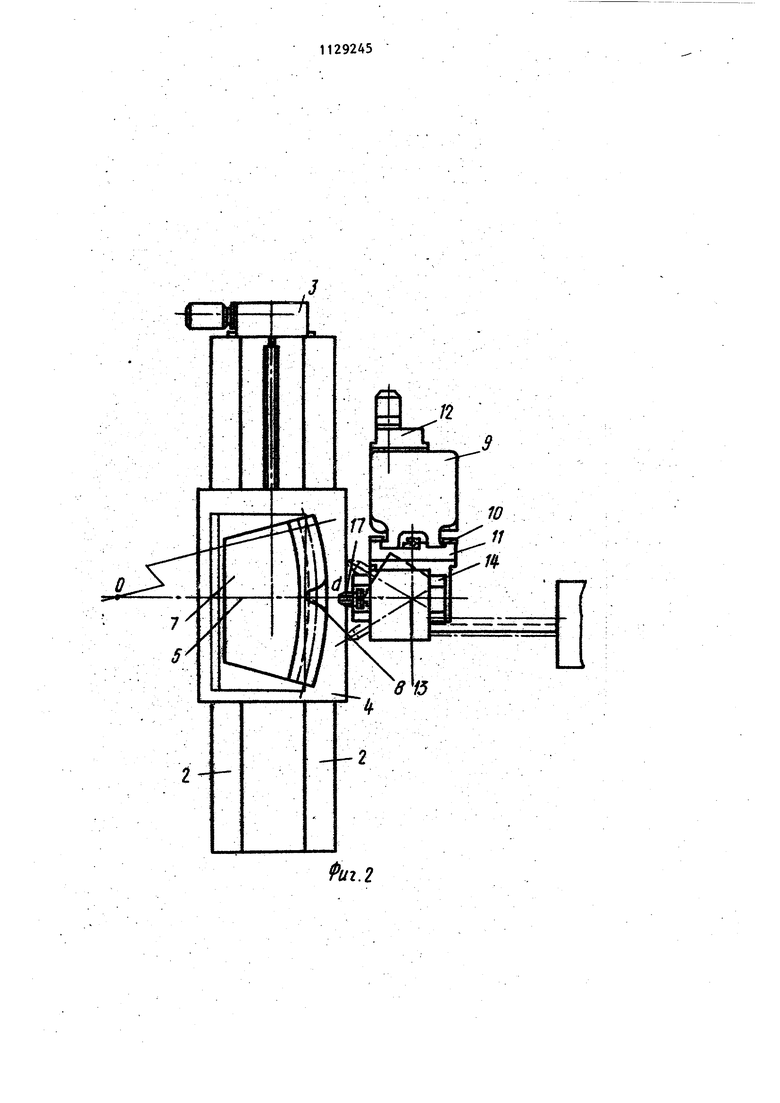
55 На фиг.1 представлен станок для осуществления способа контурной закалки секторов зубчатых венцов; на фиг. 2 - то же, вид сверху; на 3 фиг.. 3 - схема, иллюстрирующая сред нее и крайнее положения сектора и индуктора и наибольший путь перемещений сектора и индуктора по предла гаемому способу. Способ контурной закалки секторов зубчатьк венцов осуществляется следующим образом. В исходном положении обрабатьюае мый сектор устанавливают относитель но индуктора так, чтобы в плоскости симметрии средней впадины я (фиг.З располагались ось Б разворота индук тора и ось О вращения сектора. Перед закалкой, начиная, например, с щестой впадины Ж сектора, осуществляют поворот индуктора вокруг оси Б, расположенной вне окруж ности . выступов зубчатого венца и параллельной оси О вращения, на рас четный угол ot. После этого перемещают сектор на расчетную величину X в горизонтальной плоскости, перпендшсулярно плос кости расположения осей вращения сектора и поворота индуктора. При зтом плоскость симметрии впадины Ж сектора расположится в плоскости ОБ осей вращения венца и разворота индуктора.. Величину перемещения X сектора определяккг из зависимости X - А tg ot, где А - расстояние от оси поворота индуктора до плоскости пере мещения оси вращения зубчатого венца сектора; et - центральньй угол между осям сшадетрии закаливаемой и средней вйадин зубчатого венца, рассчиГывае «ь}й по фо муле , 360 п , о(. , . где Z - число делительных точек (зу ев, впадин, граней и т.д.) в полной окружности, образу емой закаливаемыми секторам в сборе; п - порядковый цомер впадины се тора, считая от средней впадины его вправо или влево, при зтом средняя впадина является началом отсчета. .Так, при закалке шестой впадины Ж сектора, считая от средней 454 впадины, сектор займет крайнее нижнее положение (фиг.З), при котором ось Б поворота индуктора и ось вращения о сектора окажутся в плоскости симметрии индуктора. Затем перемещают индуктор в радиальном направлении к оси вращения сектора навеличину Y , определяемую по формуле (---- - 1). В зтом положении cosd производится закалка щестой впадины Ж сектора. После закалки шестой впадины Ж индуктор вьшодят из нее в обратном направлении в исходное положение. Для закалки пятой впадины Р производят разворот индуктора вокруг оси Б на величину окружного щага сектора. Сектор перемещают в горизонтальной плоскости на расчетную величину X и вводят индуктор в закаливаемую .впадину, переместив его на А(-™-О. расчетную величину Y При выводе формул для расчета координат перемещения закаливаемого сектора, перемещения и поворота индуктора для упрощения расчета, а также уменьшения величин координатных пербмещений выгоднее исходить из положения, что ось разворота индуктора размещается в плоскости симметрии закали ваемого сектора. В зтом случае координаты X, У и оС становятся симметричными относительно начального (среднего ) положения сектора, а их абсолютная величина уменьшается. Если плоскость симметрии сектора совпадает с плоскостью симметрии зуба закаливаемого сектора, то сектор устанавливают так, чтобы плоскость симметрии впадины, ближайшей к плоскости симметрии сектора, проходила через ось разворота индуктора и была перпендикулярна направлению горизонтального перемещения сектора. - Станок для осуществления способа контурной закалки секторов зубчатых венцов содержит станину 1 (фиг.1) с горизонтальньву1и направляющими 2, по которым от привода 3 {фиг«2)-, установленного на -торце станины I , перемещается прямоугольный стол 4. На столе 4 с помощью Т-образного паза обозначена ось симметрии 5. На столе 4 в приспособлении 6 .(фиг.}} устанавливается закаливаемый . сектор 7 (фиг,2) так, чтобы ось симметрии 8 средней впадины о сек тора 7 совпала с осью сг мметрии g стола 4. Со станиной i жестко соединена лрнна 9, на вертикальных направляю щих IО которой установлена каретка 11, привод перемещения 12 (фиг. которой смонтирован на задней стор не колонны 9. В корпусе каретки 1 К размещен в тикальный вал 13. Вал 13 получает вращательное движение от кинематических цепей механизма единичного деления и ускоренного поворота (не показано). Вал 13 неподвижен в горизонтально.м направлении. На торце вала 13 закреплены гор зонтальные направляющие 14, направ ленные в исходном положении к оси вращения О зубчатого венда закалив емого сектора 7. На горизонтальных направляющих 14 установлены салазки 15, несзт1ие трансформатор 16 с закрепленным на нем индуктором Вал 13, ОСЬ-вращения которого я ляется осью разворота трансформа.тора Гб с индуктором 17, постоянно расгюлагается вне окружности выступов зубчатого венца сектора 7 и параллельно оси О вращения его, . Салазки 15 снабжегш механизмом ввода и отвода индуктора в радиаль ном маправленик со своим приводом (не -показано ). Осуществление способа закалки отдельно взятых секторов (поштучная зака.лка) сборных зубчатЬгх венцов на предложенном станк1е происходит следушпщм образом. Стал 4 устанавливают на стани.не 1 в среднее положение, т.е. в п ложение, когда обозначенная на столе 4 ось симметрии 5 проходит черэз неподвижную ось поворота ве кального вала 13. Затем в приспособлении 6 устанавливают закаливаемый сектор 7, при этом установку производят так чтобы ось симметрии 8 средней впа дины а сектора (или впадины, ближайшей к среднему зубу сектора в зависимости от четности числа вггадин сектора) совпала с осью си метрии 5 стола 4 и была перпендикулярна направляющим 2 станины 1. 1 ндуктор 17 на трансформаторе устанавливают так, чтобы его ось метрии проходила через ось поворота вала 13. Затем индуктор 17 устанавливают относительно средней впадины с( сектора 7 с требуемым технологическим зазором между боковыми сторонами зубьев и индуктора 17, Механизмом ввода и отвода устанавливают индуктор 17 в исходное положение (на постоянное расстояние .от изделия) . Такое положение узлов станка принимается за начальное. Салазки 15 и индуктор 17 при помощи механизма единичного деления разворачивают в крайнее положение на угол об (фиг.З), например, против часовой стрелки, т.е. в положение закалки крайней впадины Ж сектора 7. Затем стол 4 с сектором 7 перемещают по направляющим 2 на расчетную координату X индьтстор 17 с салазками 15 - на расчетнзпо координату Y. Координаты X и У соответствуют положению индуктора I7 в исходном положении. После этого механизмом ввода и отвода вводят индуктор во впадину Ж в положение закалки. В зтом положении производится закалка крайней впадины % , После закалки крайней впадины ж индуктор 17 с помощью механизма ввода и отвода, отводят з радиальном направлении от сектора 7 в исходное положение (на постоянное расстояние от вала 13) и осуществляют разворот индуктора 17 в положение для закалки соседней впадины . Для этого производят угловой разворот салазок 15 с трансформатором 16 и индуктором 17 вокруг постоянной неподвижной в горизонтальной плоскости оси 5 вала 13 на угол, равный центральному углу между обраба.тьшаемыми впадинами зубчатого венца сектора 7. В зтом случае прямая, проходящая по оси симметрии индуктора 17 и ось В поворота индуктора занимает положение, параллельное прямой лиюш, проходящей через ось симметрии впадины 8 , по которой проводится закалка, и ось О вращения сектора 7. Затем происходит перемещение стола 4 с закаливаемым сектором 7 на расчетную координату X, соответствующую положеник) закаливаемой впадины И при ее закалке. При зтом по окончании перемещения стола 4 произойдет совмещенне
оси симметрии индуктора 17 с осью симметрии впадины {.
После этого перемещается индуктор 17 по радиапьньм направляющим салазом 15 на расчетную координату У, соответствующую закаливаемой впадине . А механизмом ввода и отвода индуктор 17 вводится во впадну t в положение закалки.
В дапьнейшек закалку остальных зубьев сектора 7 производят установкой индуктора 17 последовательно во впадины d, 5,8,1,, а, и , к , л ЛА, р , так, как описано при переходе на закалку со впадины Ж на впадину е.
При закалке впадины Ж сектор 7 займет положение О, Ж, С, а индуктор - положение 17 (фиг.З). При закалке впадины Р сектор 7 займет положение О, Ж, С, а индуктор положение 17..
При закалке остальных впадин сектор будет занимать промежуточное
положение между указанными крайними положениями.
Перемещение стола 4 и салазок 15 с индуктором 17 осуществляется автоматически позиционированием от управляющей программы или преднабора с визуальным контролем по табло цифровой индикации.
В простейшем случае перемещение стола 4 и салазок 5 производят от толчковых кнопок, пользуясь отсчетными линейками, нониусом и т.д.
Изобретение позволяет.производит закалку отдельно взятых секторов сборных зубчатых венцов неограниченных диаметров, т.е. максимальные габаритные размеры сборного венца могут значительно превышать габариты станка.
Минимальные перемещения и повороты трансформатора с индуктором позволяют значительно снизить потери электроэнергии в средствах, подводящих энергию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| СТАНОК ДЛЯ КОНТУРНОЙ ЗАКАЛКИ ЗУБЧАТЫХ ВЕНЦОВ | 1971 |
|
SU293049A1 |
| Станок для закалки зубчатых венцов | 1978 |
|
SU732396A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
| Станок для закалки зубчатых изделий | 1987 |
|
SU1502637A1 |
| Станок для контурной закалки шестерен | 1976 |
|
SU633915A1 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 1969 |
|
SU247977A1 |
| Станок для закалки зубчатых изделий | 1989 |
|
SU1638181A1 |

1. Способ контурной закалки секторов зубчатых венцов, включающий установку индуктора относительно закаливаемых поверхностей зубьев венца с заданными технологическими зазорами путем углового разворота индуктора на угол между обрабатываемыми зубьями и радиального перемещения его к оси вращения зубчатого венца и поочередный нагрев зубьев с последующим охлаждением, отличающийся тем, что, с целью экономии электроэнергии, разворот индуктора осущест- ВЛЯ10Т вокруг оси, расположенной вне окружности выступов зубьев венца и параллельной оси вращения его, после чего производят перемещение сектора в направлении, перпендикулярном плоскости расположения осей вращения венца и разворота индуктора на величину , где А - расстояние от оси поворота индуктора до плоскости перемещения оси вращения зубчатого венца; с6 - центральный угол между плоскостями симметрии закаливаемой и средней впадин зубчатого венца. 2. Станок для контурной закалки секторов зубчатых венцов, содержащий колонну с вертикальными направляющими, расположенную на направляющих колонны каретку, несущую горизонтальные салазки с трансформатором, установленным с возможностью разворота на вертикальном валу, и индуктор, закрепленный на трансформаторе, отлич.ающийся тем, что, с целью экономии электроэнергии и производственной площади, станок снабжен станиной с направляющими и расположенным на них столом для установки сектора, при этом станина размещена симметрично относительно вертикального вала трансформатора, a вал,закреплен на карет- . к.е.
Фиг.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ЗУБЧАТЫХ ВЕНЦОВ | 0 |
|
SU207673A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОЙ ЗАКАЛКИ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС | 0 |
|
SU221724A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
