Изобретение относится к производству асбестотехничеоких изделий, в частности к оборудованию для изготовления спирально навитых асбестометаллических прокладок.
Известные установки такого рода имеют сложную кинематику для профилирующих роликов металлической и асбестовой полосок, в связи с чем происходят частые обрывы; кроме того необходима переналадка направляющего желоба в зависимости от диаметра прохладки.
Предлагаемая установка обеспечивает надежность работы, простоту и удобство обслуживания, а также устраняет необходимость переналадки .направляющего желоба.
Для этого профилирующие ролики для подачи металлической полоски кинем-атически связаны посредством подаваемой полоски с приводной оправкой, а профилирующий ролик для подачи асбестовой полоски соединен п,ри помощи, например, цепной передачи с роликом для подачи металлической полоски. Кро-ме этого, установка снабжена сигнализатором, выполненным в виде подпружиненного рычага, установленного по ходу движения ленты перед профилирующими роликами, а под ней расположен датчик, электрически связанный с приводной оправкой. При этом направляющий желоб для асбестовой полоски шарнирно смонтирован на корпусе и подпрулсинен.
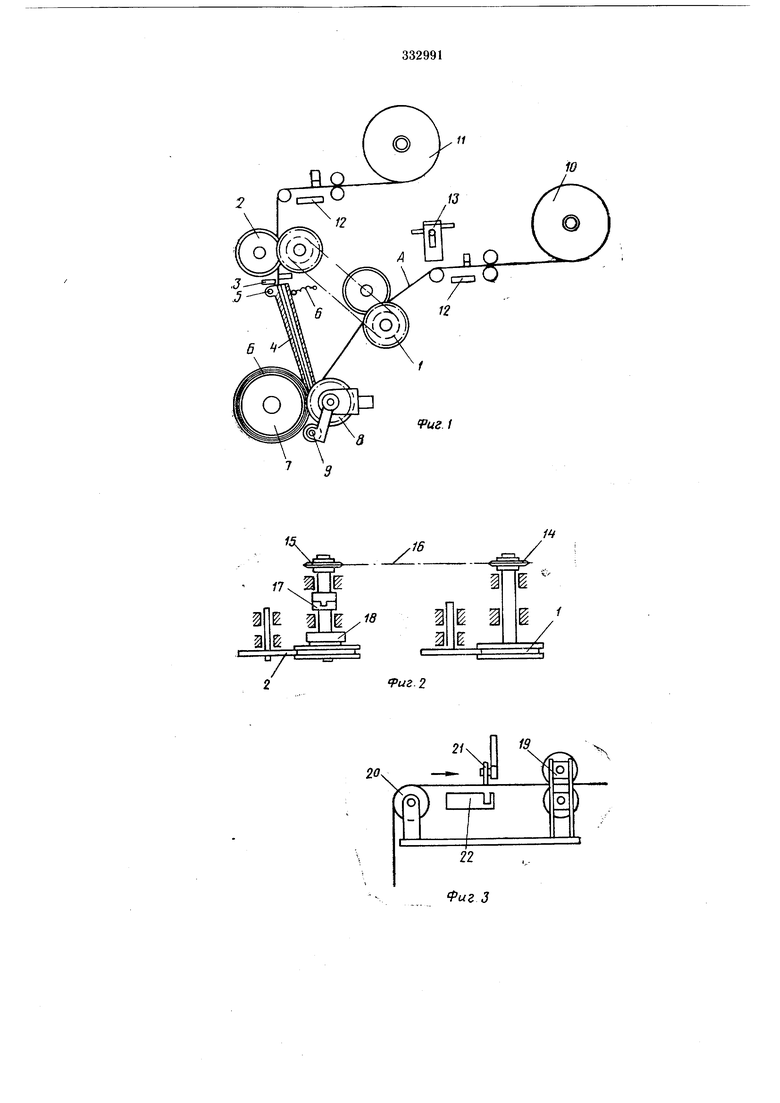
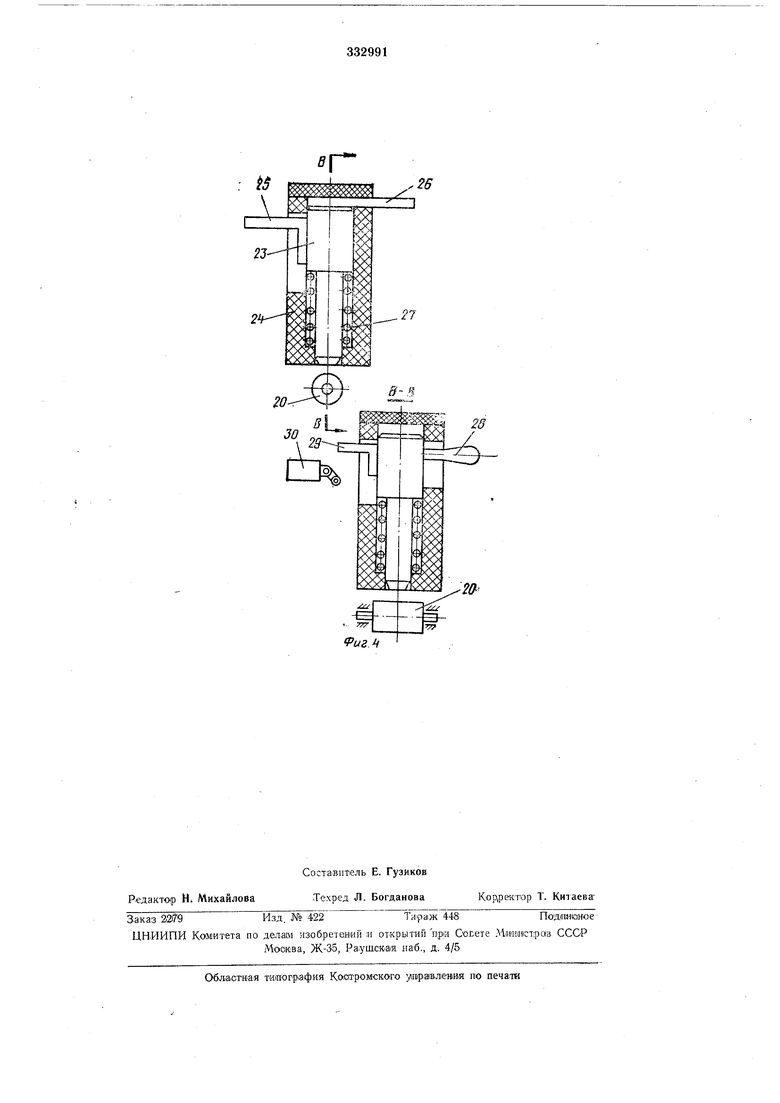
На фиг. 1 представлена принципиальная схема установки; на фиг. 2 - устройство для профилирования; на фиг. 3 - сигнализатор; на фиг. 4 - устройство для сварки.
Установка состоит из роликов / для профилирования металлической полоски А, роликов 2 для профилирования и подачи наполнительной полоски Б, ножа 3 для отрезки полоски Б и направляющего желоба 4 для нее, который укреплен на щарнире 5. К желобу крепится пружииа 6 растяжения, второй конец которой закреплен на неподвижной части установки. Установка имеет оправку 7, прижимной ролик 8, сварочный ролик 9, кассеты W
для металлической и 11 наполиительной полосок, сигнализатор 12, сигнализирующий о прекращении подачи полоски, и сварочное устройство 13 для стыковки металлической полоски. Ролики 2 приводятся во вращение от роликов
1 при помощи звездочек 14 и /5, -цепи 16 - через муфту 17 включения и обгонную муфту 18. Сигнализатор 12 состоит из прижимных роликов 19, отклоняющего ролика 20, рычага 21 и датчика 22.
Сварочное устройство состоит из электрода 23, корпуса 24, изготовленного из электроизоляционного материала, контактов 25 и 26, пружины 27, рукоятки 28, упора 29 и датчика 30.
С кассеты 10 металличбС ая полоска Л заправляется в ролики 19 под рычаг 21, на ролик 20, затем в ролики /ив паз оправки 7. Заправка производится при отведенном в правое краршее положение ролике 8. После заправки полоски А ролик 8 подводится к о;пра|Вке 7 и прижимает к ней полоску. Одновременно ребо.рдами ролика 8 желоб 4 приближается к оправке 7, поворачиваясь вокруг шарнира 5. Включается привод вала onpaiBKH, и начинается намотка на нее спрофилированной металлической полоски. Полоска протягивается через все ролики оправки 7. Через один оборот оправки подается напряжепие на ролик 9 и одновременно с намоткой проис.кодит точечная сварка витков металлической полоски, затем напряжение со сварочного ролика снимается. Включается муфта 77 и через муфту 18 вращение передается роликам 2, которыми по желобу 4 к оправке 7 подается -наполнительная полоска 5, поступающая с кассеты 11. Она поступает между витками- металлической полоски, и далее происходит намотка в прокладку металлической и наполнительной полосок совместно. НезадолгоДОтого, как прокладка достигнет заданного диаметра, отключается муфта 17 и одновременно включается нож 3. Напол.нительная полоска отрезается, дальнейщая ее подача к оправке прекращается и происходит окантовка прокладки несколькими витками металлической полоски. Конец последнего витка приваривается, для чего на ролик 9 подается напряжение.. По окончании окантовки сварка прекращается, и оправка 7 останавливается. Ролик 8 отводится в крайнее правое положение. При этом желоб 4 под действием пружины 6 также отвадится вправо, металлическая полоска отрезается у самой прокладки, готовая прокладка снимается с оправки.
Заправка металлической полоски в паз оправки и отрезка металлической полоски после намотки прокладки производятся вручную, остальные операции- автоматически.
Если металличес1 ая или наполнительная полоски на кассетах 10 и // кончились, а прокладка еще не намотана, полоски, наматываясь на оправку, сходят с роликов 19, минуют рычаг 2/, и тот, не поддерживаемый больше полосками, своим весом опускается вниз, воздей-ствуя «а датчик 22. Установка выключается, одновременно включается звуковой сигнал. Для стыковки металлической полоски имеется устройство, работающее следующим образом. Свариваемые концы металлической полоски накладываются на ролик 20, затем рукояткой 28 электрод 23, преодолевая сопротивление пружины 27, опускается вниз. В начале движения размыкается цепь электродом 23, постоянно соединенным через контакт 25 со свароч-ным аппаратом, и контактом 26, соединенным со сварочным ролико м. Затем нри дальнейшем опускании упор 29 воздействует на датчик 30 - нодается напряжение на
электрод 23 от сварочного апнарата. В конце хода электрод 23 прижимает концы стальных лент к ролику 20, являющемуся вторым электродом - происходит точечная сварка. После сварки концов лент в трех-четырех точках рукоятка 28 освобождается, и электрод 23 под действием пружины 27 занимает исходное положение, замыкая контакты 25 и 26.
Предмет изобретения
1.Установка для изготовления спирально навитых асбестометаллических прокладок, содержащая корпус, приводную оправку, профилирующие ролики для металлической и асбестовой (наполнительной) полосок и направля ощий желоб для наполнительной полоски, отличающийся тем, что, с целью повышения надежности работы и удобства обслуживания установки, профилирующий ролик для подачи
металлической полоски кинематически связан посредством подаваемой полоски с приводной оправкой, при этом указанный ролик соединен нри помощи, например, цепной передачи с профилирующим роликом для подачи асбестовой полоски.
2.Установка по п. 1, отличающаяся тем, что она оснащена сигнализатором, выполненным р виде подпружиненного рычага, установленного по ходу движения ленты иад ней перед
профилирующими роликами, а под ней расположен датчик, электрически связанный с приводной онравкой.
3.Установка по пп. 1 и 2, отличающаяся тем, что направляющий желоб для асбестовой
нолоски выполнен подпружиненным и шарнирно закрепленным на корпусе.
10
Vuz 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления асбестометаллических прокладок | 1980 |
|
SU963871A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АСБОМЕТАЛЛИЧЕСКИХ ПРОКЛАДОК | 1970 |
|
SU259356A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-НАВИТЫХ АСБЕСТОМЕТАЛЛИЧЕСКИХ ПРОКЛАДОК | 1967 |
|
SU190010A1 |
| Установка для изготовления проволочных датчиков виткового типа | 1960 |
|
SU131956A1 |
| Способ изготовления прокладки | 1976 |
|
SU711730A1 |
| СВАРОЧНОЕ УСТРОЙСТВО | 1969 |
|
SU252508A1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| Устройство для изготовления прокладок | 1979 |
|
SU934603A1 |
| Способ изготовления прокладки | 1979 |
|
SU932035A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
14
,18
Ti
17
NB
fflix-
1 I У-У
П :.jL
19
«
X
Риг 3
.26
fuz.ti
