I
Изобретение относится к технике упаковки продуктов в гмягкую тару.
Известно устройство для изготовления, наполнения и запечатывания пакетов из ленточного материала, содержащее расположенные один -под другим бункер с подающей трубой для продукта и пару протяжных роторов с радиальными нагревательными прижимами для образования поперечных швов на рукаве и отрезаиия готовых пакетов.
Цель изобретения - повышение качества и чистоты поперечного шва на рукаве.
Для этого нижний конец подающей трубы выполнен с возможностью плоского складывания. Каждый нагревательный прижим снабжен парой связанных с ним и между собой зажимов для рукава, один из которых представляет собой ролик, установленный на поворотном относительно прижима, по меньшей мере, одном рычаге, а другой - ролик, установленный на ползуне, подвижном в радиальном направлении ротора.
Нижний конец подающей трубы целесообразно выполнять из эластичного материала.
Нижний конец подающей трубы может быть таКже выполнен из пары жестких качающихся створок, сходящихся и расходящихся нижними концами под действием зажимов.
Для использования клея с целью образования поперечных швов в нижнем конце подающей трубы желательно образовывать канавы, выходящие к наружной поверхности и предназначенные для подачи клея к рукаву.
Ролик, установленный на ползуне, может иметь фор.му сегмента, а ползун предлагается снабдить упорами для него.
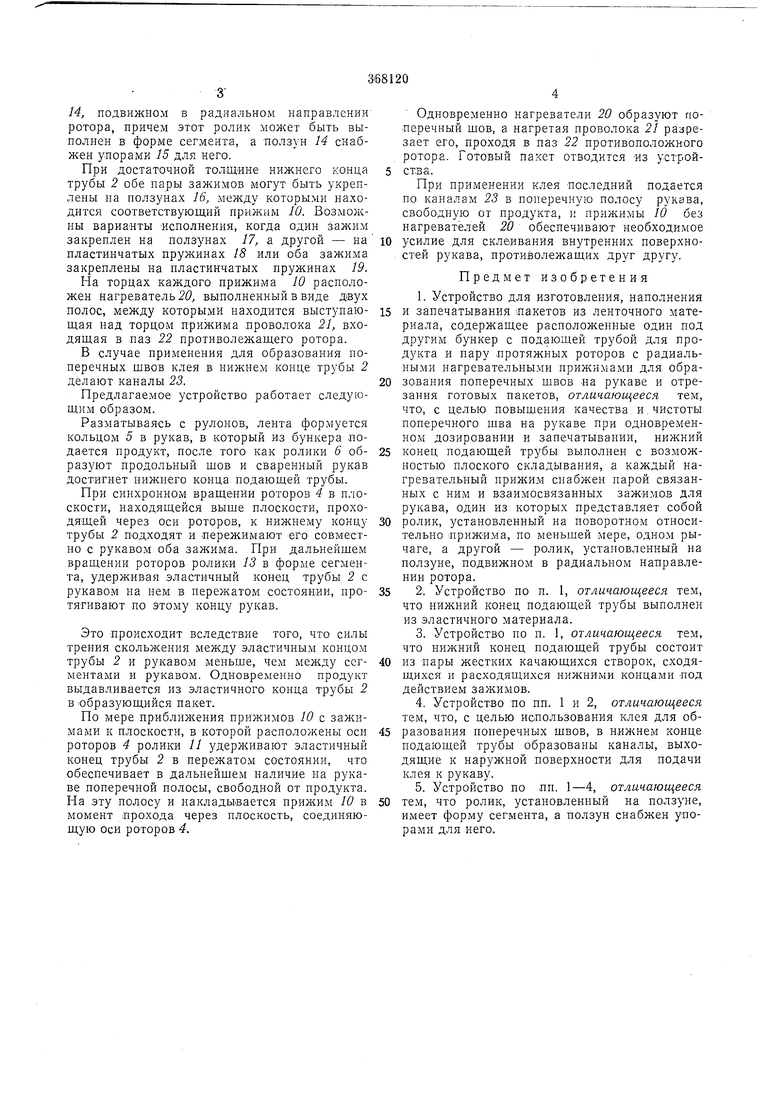
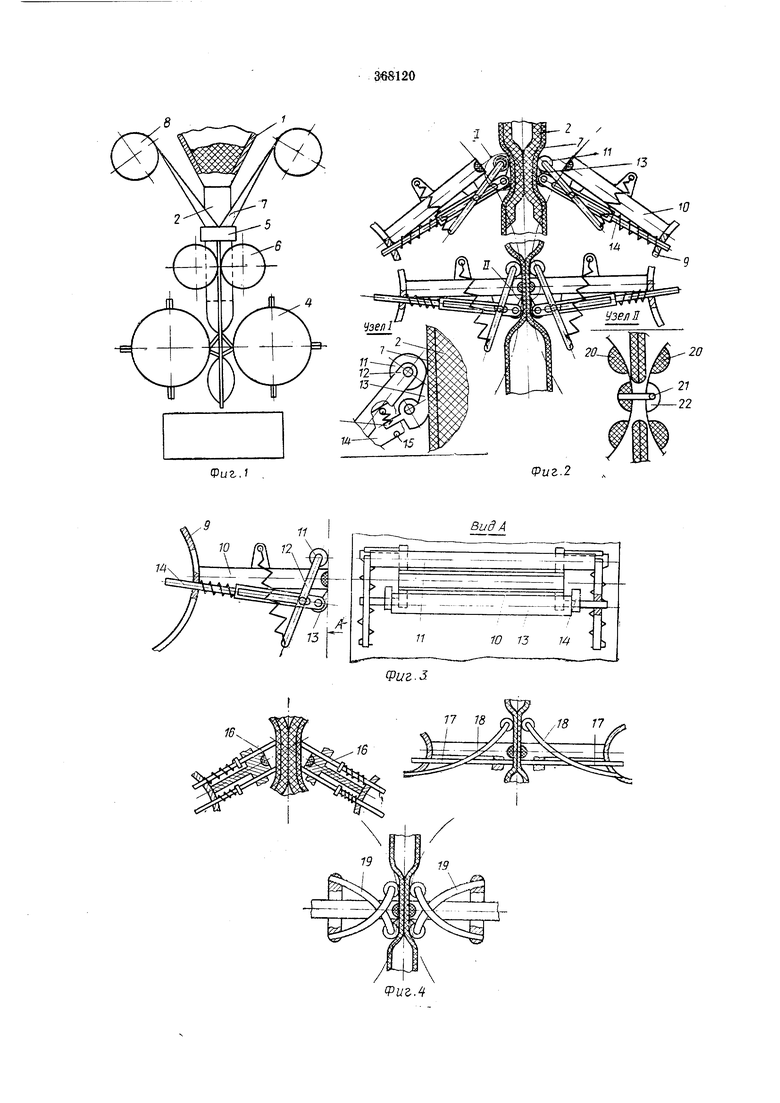
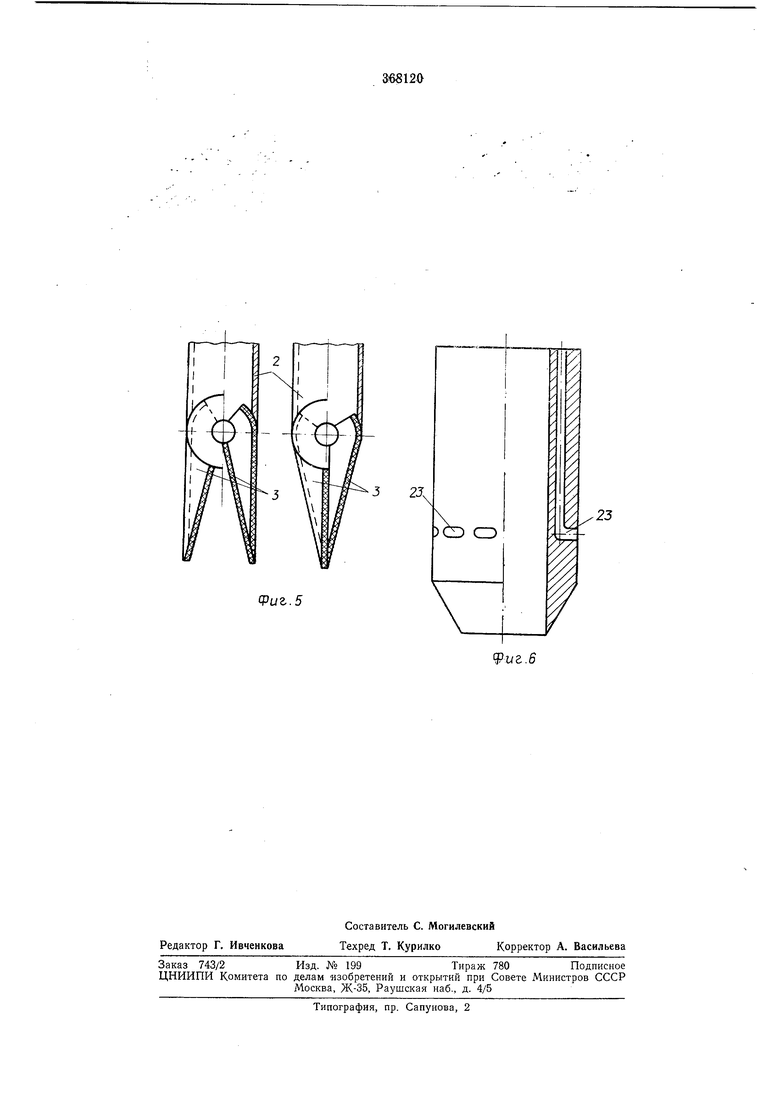
На фиг. 1 схематически представлено предлагаемое устройство; на фиг. 2 - схема образования поперечного шва, узлы / и //; на фиг. 3 - лрижим, вид сбоку и вид по стрелке А; на фиг. 4 - варианты выполнения заЖИмов; на фиг. 5 - жесткие створки нижнего конца подающей трубы в конечных положениях; на фиг. 6 - нижний конец подающей трубы с каналами для прохода клея.
Устройство состоит из бункера / с подающей трубой 2, нижний конец которой может быть выполнен либо из эластичного материала, например тефлона, либо из пары жестких качающихся створок 3; протяжных роторов 4, формующего кольца 5 и роликов 6 для сварки продельного шва. Лента 7 разматывается с двух рулонов 8.
Протяжные роторы имеют обод 9 с радиально закрепленными на нем нагревательными прижимами 10, каждый из которых снабжен парой зажимов. Один из зажимов представляет собой ролик //, установленный на
рычаге 12. Ролик 13 установлен на ползуне
3
14, подвижном в радиальном направлении ротора, причем этот ролик может быть выполнен в форме сегмента, а ползун 14 снабжен упорами 15 для него.
При достаточной толщине нижнего конца трубы 2 обе пары зажимов могут быть укреплены на ползунах 16, между которыми находится соответствующий прижим 10. Возмолсны варианты исполнения, когда один зажим закреплен на ползунах 17, а другой - на пластинчатых пружинах /5 или оба зажима закреплены на пластинчатых пружинах 19.
На торцах каждого прижима 10 расположен нагреватель 20, выполненный в виде двух полос, между которыми находится выступающая над торцом прижима проволока 21, входящая в паз 22 противолежащего ротора.
В случае применения для образования поперечных швов клея в нижнем конце трубы 2 делают каналы 23.
Предлагаемое устройство работает следующим образом.
Разматываясь с рулонов, лента формуется кольцом 5 в рукав, в который из бункера подается продукт, после того как ролики 6 образуют продольный шов и сваренный рукав достигнет нижнего конца подающей трубы.
При синхронном вращении роторов 4 в плоскости, находящейся выше плоскости, проходящей через оси роторов, к нижнему концу трубы 2 подходят и -пережимают его совместно с рукаво.м оба зажима. При дальнейшем вращении роторов ролики 13 в форме сегмента, удерживая эластичный конец трубы 2 с рукавом на нем в пережатом состоянии, протягивают по этому кОНцу рукав.
Это происходит вследствие того, что силы трения скольжения между эластичным концом трубы 2 и рукавом меньше, чем между сегментами и рукавом. Одновременно продукт выдавливается из эластичного конца трубы 2 в образующийся пакет.
По мере приближения прижимов 10 с зажимами к плоскости, в которой расположены оси роторов 4 ролики // удерл ивают эластичный конец трубы 2 в пережатом состоянии, что обеспечивает в дальнейшем наличие на рукаве поперечной полосы, свободной от продукта. Па эту полосу и накладывается 10 в момент прохода через плоскость, соединяющую оси роторов 4.
Одновременно нагреватели 20 образуют поперечный шов, а нагретая проволока 21 разрезает его, проходя в паз 22 противоположного ротора. Готовый пакет отводится яз устройства.
При применении кл-ея последний подается по каналам 23 в поперечную полосу рукава, свободную от продукта, и прижимы 10 без нагревателей 20 обеспечивают необходимое усилие для склеивания внутренних поверхностей рукава, противолежащих друг другу.
Предмет изобретения
1. Устройство для изготовления, наполнения
и запечатывания пакетов из ленточного материала, содержащее расположенные один под другим бункер с подающей трубой для продукта и пару протяжных роторов с радиальными нагревательными прижимами для образования поперечных швов па рукаве и отрезания готовых пакетов, отличающееся тем, что, с целью повышения качества и. чистоты поперечного шва на рукаве при одновременном дозировании и запечатывании, нижний
конец подающей трубы выполнен с возможностью плоского складывания, а каждый нагревательный прижи.м снабжен парой связанных с ним и взаимосвязанных зажимов для рукава, один из которых представляет собой
ролик, установленный на поворотном относительно прижима, по меньшей мере, одном рычаге, а другой - ролик, установленный на ползуне, подвижном в радиальном направлении ротора.
2. Устройство но п. 1, отличающееся тем, что нижний конец нодающей трубы выполнен из эластичного материала.
3.Устройство по п. 1, отличающееся тем, что конец подающей трубы состоит
из пары жестких качающихся створок, сходящихся и расходящихся нижними концами -под действием зажимов.
4.Устройство по пп. 1 и 2, отличающееся тем, что, с целью использования клея для образования поперечных швов, в нижнем конце подающей трубы образованы каналы, выходящие к нарзжной поверхности для подачи клея к рукаву.
5.Устройство по пн. 1-4, отличающееся тем, что ролик, установленный на ползуне,
имеет форму сегмента, а ползун снабжен упорами для него.
Фиг, .
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления ,наполнения и запечатывания пакетов из термопластичного материала | 1986 |
|
SU1330009A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1972 |
|
SU346183A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из ленточного термосклеивающегося материала | 1977 |
|
SU636134A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов | 1974 |
|
SU506546A1 |
| Устройство для изготовления,НАпОлНЕНия пРОдуКТОМ и зАпЕчАТыВАНияпАКЕТОВ из ТЕРМОСКлЕиВАющЕгОСяМАТЕРиАлА | 1979 |
|
SU806530A1 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| Устройство для изготовления наполнения и запечатывания пакетов из ленточного термопластичного материала | 1982 |
|
SU1041423A1 |
| УПАКОВОЧНАЯ МАШИНА | 1997 |
|
RU2114032C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И | 1972 |
|
SU328688A1 |
| Устройство для протягивания, наполнения и запечатывания мешков из рукавной термосклеивающейся пленки | 1973 |
|
SU476206A1 |
74
16
Уиг.з.
.4
Фиг.5
3 2Д
;ъ
сэ
