,1
Изобретение предназначено для установки в термических агрегатах машиностроительных заводов с печами, как с окислительной, так и защитной атмосферами.
Известно устройство для закалки деталей, содержащее бак, промежуточную .платформу с приводными роликами и (приводом покачивания и разгрузочное устройство. Однако оно требует цикличной Подачи обрабатываемых деталей, определенной укладки па затрузке в закалочную печь и сложную систему автоматики, так как механизмы загрузки и выгрузки работают в определенной последавательности.
В предложенном устройстве часть роликов платформы со стороны за;грузки выполнена с ребордами, устройство снабжено вильчатыми лотками, одип из которых неподвижен, а другой соединен с промежуточной платформой с возможностью перемещения относительно неподвижного лотка.
Кроме того, часть лотков снабжена .прутками, установленными вдоль лотков. Для ллавпой -передачи с покачивающейся платформы на конвейер предусмотрен прямой лотсж, одним концом щарнирно соединенный с платформой, а вторым опирающийся роликами на закрытые направляющие. Это обеспечивает непрерывную закалку деталей.
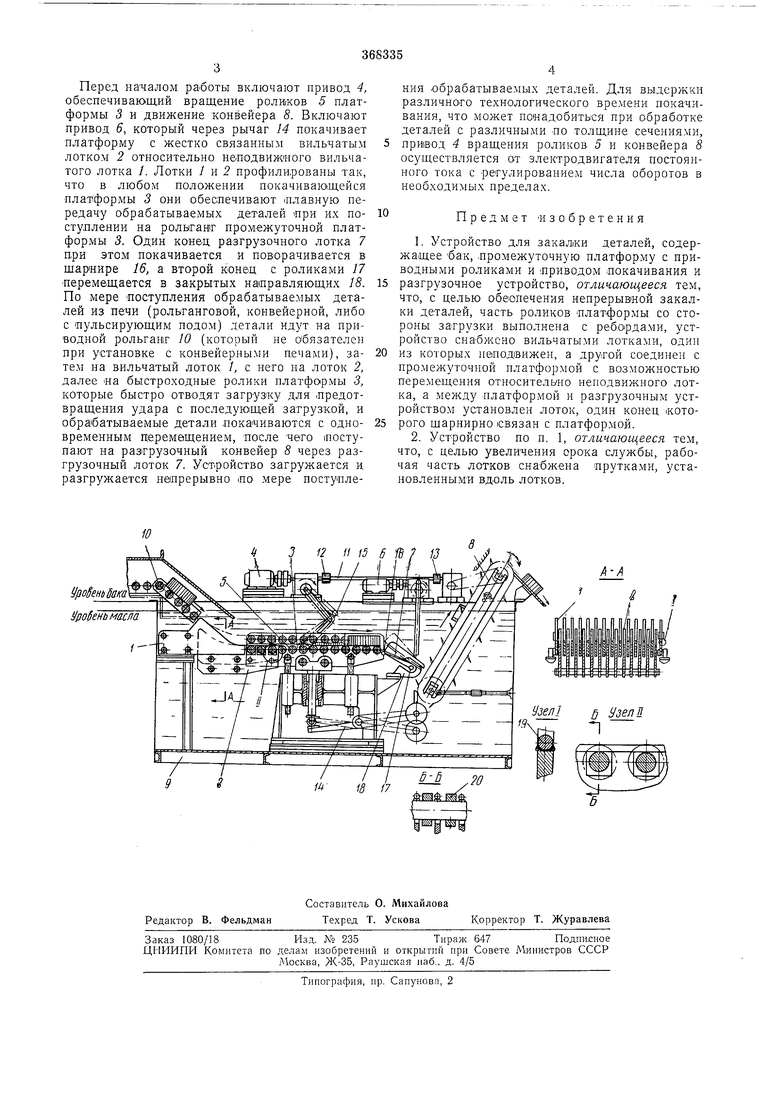
На чертеже показана профильная проекция
устройства со стороны загрузки; разрезы по А-А и по Б-Б; I и II - конструкции рабочей части вильчатых лотков.
Устройство состоит из неподвижного вильчатого лотка / и подвижного вильчатого лотка 2, платформы 5 с приводом 4 для вращения ее роликов 5 и приводом покачивания 6, разгрузочного лотка 7, конвейера 8 и бакаванны 9. Перед вильчатым лотком / установлен загрузочный приводной нак.тонный рольганг 10. Привод конвейера 8 осуществляется от привода 4 через промежзточный вал // и компенсационные муфты 2 и 13. Платформа 3 покачивается через промежуточ}1ый рычат
14, а ее ролики 5 вращаются через турасный вал 15 (т. е. подвижный). Лоток 7 одним концом щарниром 16 связан с платформой 3, а вторьш - через ролшчИ 17 опирается на замкнутые направляющие 18. На верхней части
лотков 1 и 2 приварены прутки 19. Вильчатый подвижной лоток 2 жестко связан с платформой 3. Часть приводных роликов 5 промежуточной платформы о со стороны заарузки выполнена быстро.ходной и с ребордами 20,
остальная его часть имеет скорость ту же, что и скорость движения обрабатываемых деталей в печи. Разгрузочная часть лотка 2 совпадает по уровню с роликами 5 платформы 3, а прутки 19 проходят между ребордами 20.
Устройство работает следующим образом
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАКАЛКИ ИЗДЕЛИЙ | 1971 |
|
SU305194A1 |
| Устройство для закалки деталей | 1977 |
|
SU734299A1 |
| БИБЛИОТЕКА 'А. В. Лагутин | 1972 |
|
SU326229A1 |
| Агрегат для термообработки изделий | 1981 |
|
SU1006511A1 |
| УСТРОЙСТВО для ЗАКАЛКИ ДЕТАЛЕЙ | 1973 |
|
SU367158A1 |
| Устройство для закалки деталей | 1974 |
|
SU509651A1 |
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
| Установка для закалки цилиндрических изделий | 1987 |
|
SU1514805A1 |
| Устройство для комплектации лотков и загрузки их в контейнер | 1972 |
|
SU524752A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
