; Изобретение относится к термической обработке деталей, например к закалке д& талей путем перемещения их в оклаждаю; шей жидкости с нагревом в защитной атмоо фере в печах, оснащенных на выходе гндрозатвором. Известно , устройство для закалки деталей, содержащее печь, закалочный .бак, механизм для перемещения деталей в1ох71ажда ющей жидкости и механизм переноса деталей из печи в бак. Оба механизма смонтированы на обшей каретке, .переменяемой; над закалочным баком по горизонтальным направляющим для вывода устройства из-по гидрозатвора без разгерметизации лечи. Однако в таком устройстве возможна за калка либо методом покачивания, либо вра- . - ,г щением. ; Переход от одного метода закалки к другому требует замены всего закалочное го устройства, что ограничивает возмол ность выбора оптимального метода для деталей разной номенклатуры. Кроме того, для этого устройства требуется закалочный бак повышенной глубины, что делает невоз- можным его применение в сочетании с серцйными закалочньп ш баками. С целью расширения области применени: в предлагаемом устройстве механизм jnepe-, носа деталей из печи в бак выполнен в виы де поворотных консольных Г-юбразных ры чагов, несущих стол и упоры для удержаний деталей, причем ось вращения рычагов рао положена .относительно гидрозатвора со стороны печи, стол и упоры выполнены . ротными относительно рычагов, а каретку, установленная на горизонтальных направля1ф« ших, выпоттена подъемной,в вертикально направлении -для вывода ее из закалочного : бака. Для подъема каретки в вертикальном направлении ее горизонтальные направляю ише выполнены подъемными и снабжены по i концам подъемниками. При этом механизм I перемещения может быть выполнен в виде j , взаимозаменяемого блока, включающего гфЦ« вод, приспособление для удержания деталей и рабочий орган - валки для врашенвя пи-ч бо стол для покачивания. | С целью передачи деталей на стол для t покачивания стол и упор механизма перенсЦi.ca могут быть снабжены приводом повороута в виде двук соосных кулачков, соединенj ных с обц.1им цилиндром и поворачивающих СТОЛ и упоры на углы, необкодимые дпя не- редачи деталей,
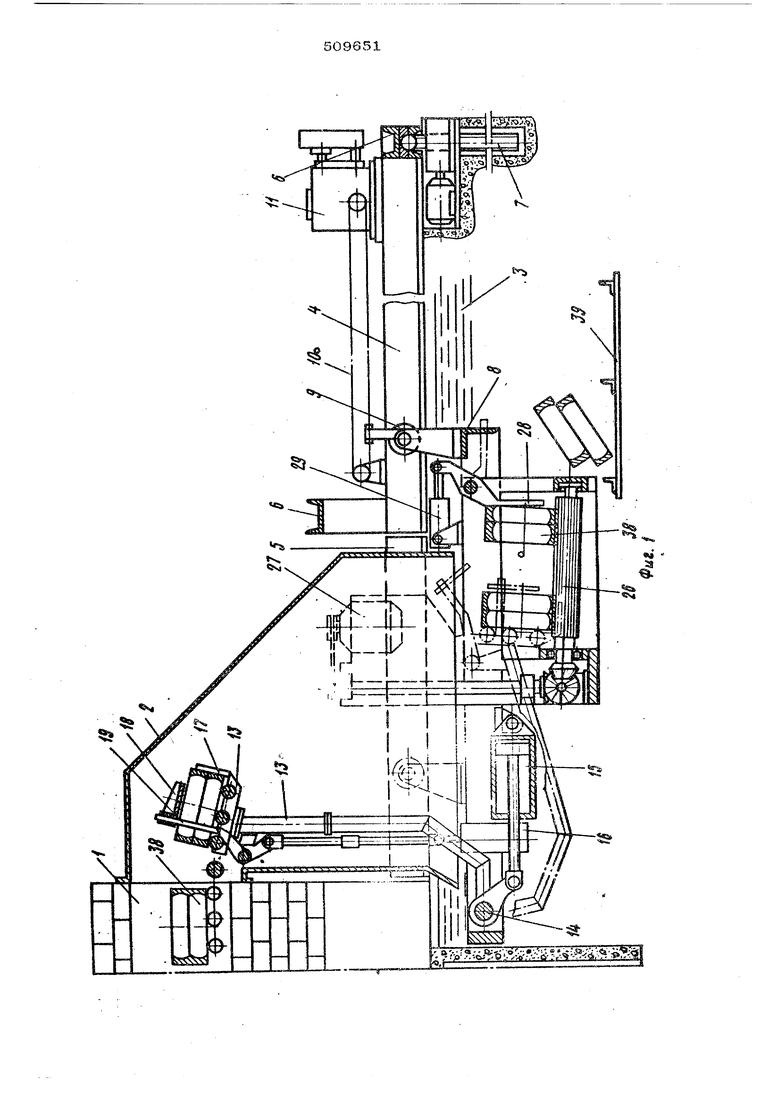
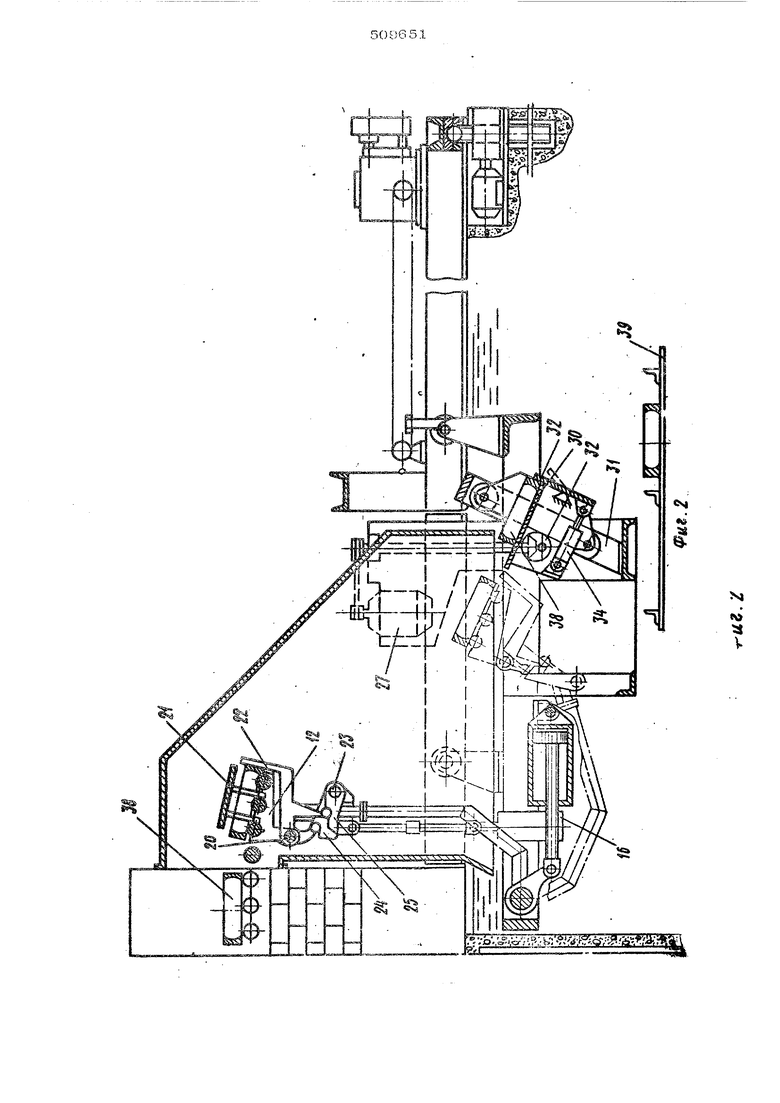
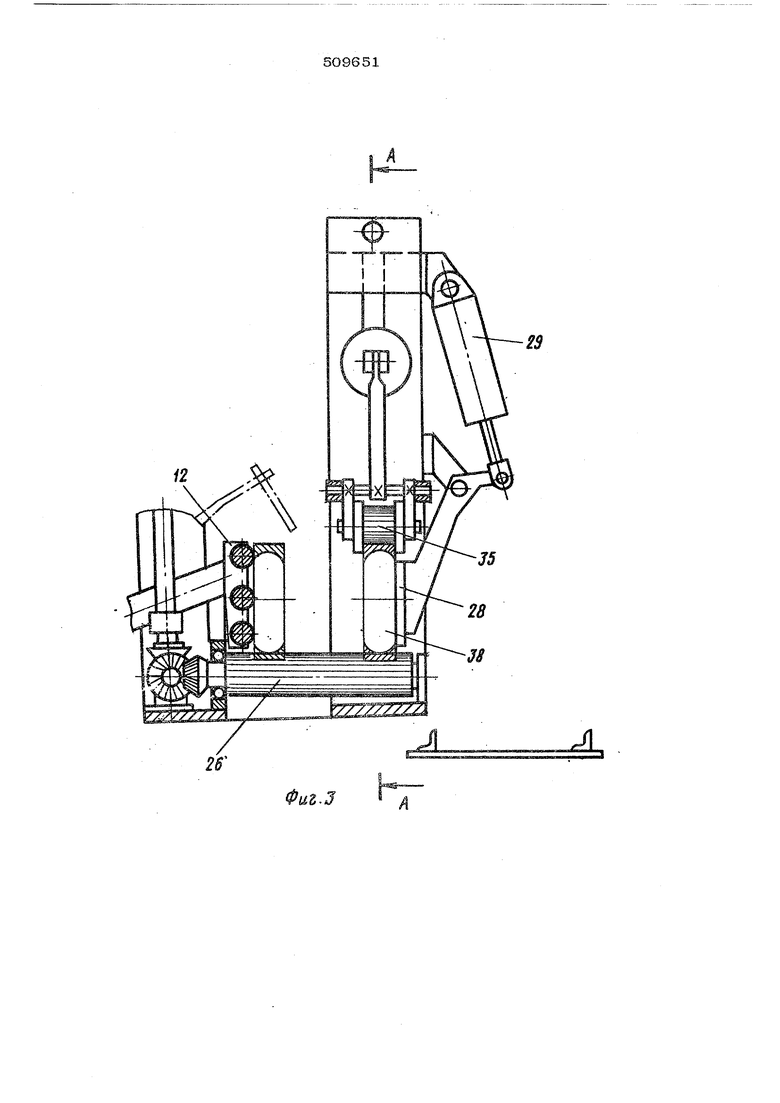
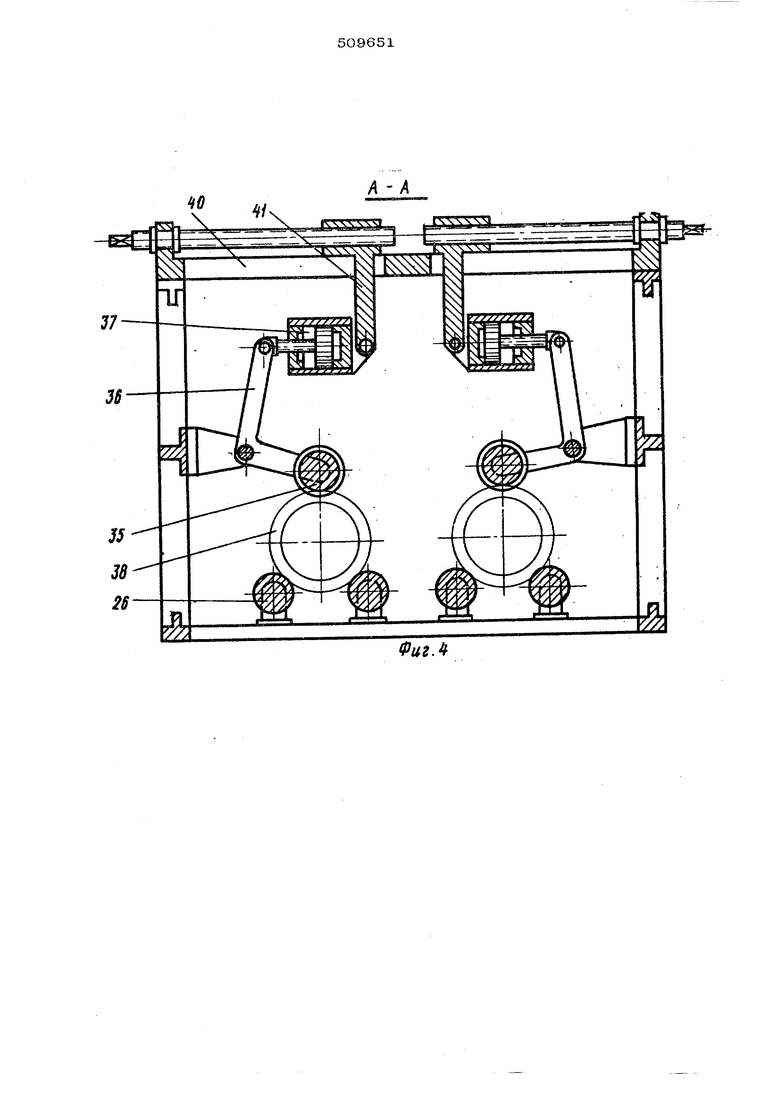
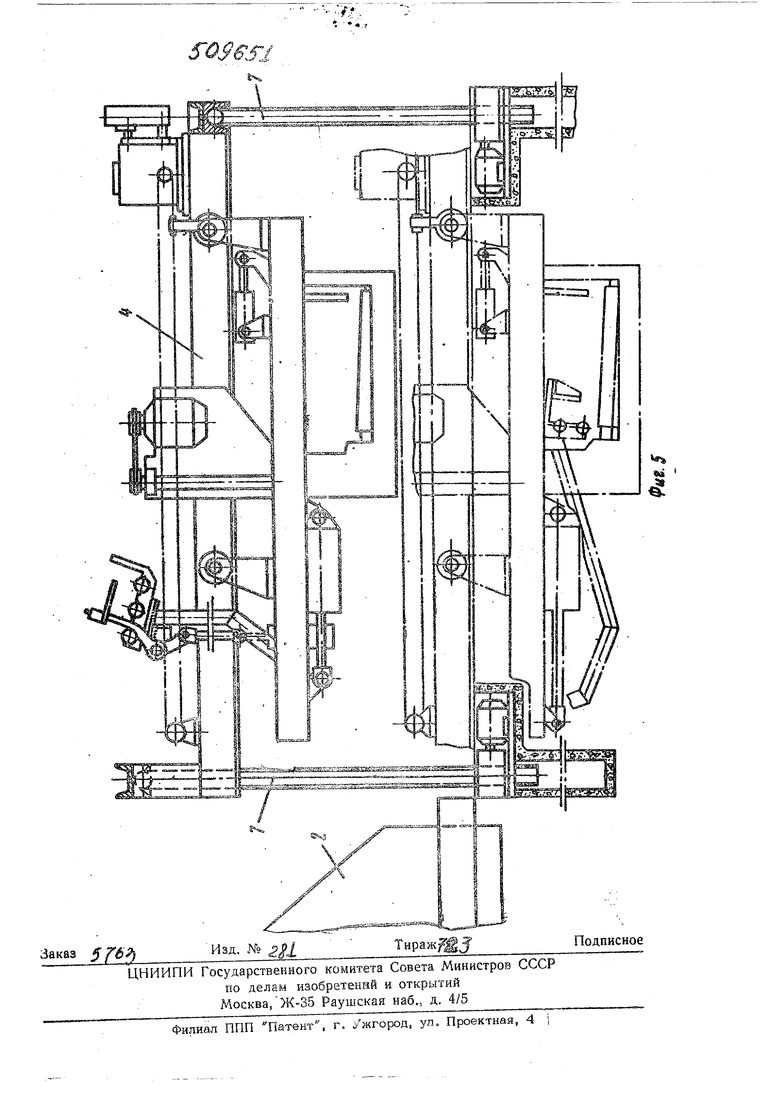
На фиг. 1 изображено предложенное уст. ройство с механизмом для вращения дета лей; на фиг. 2 то ж,е, с механизмом для локачивания деталей; иа фиг„ 3 - механизк вращения деталей с прижимными роликами для правки деталей; на фиг, 4 - разрез по А-А на фиг 3; на фиг. 5 устройство , в положении вывода из закалочного бака. Устройство для закалки установлено у ;вьгхода из прокодной закалочной печи 1. . .непрерывного действия, снабженной на ыходе гидрозатвором 2, нижняя кромка кот(з рого погружена в охлаждающую жвдкость .конвейерного закалочного бака 3, Печь ра ботает с защитной атмосферой и снабжена. ;механизмом автоматической вьщачи дета-н лей, например рольганговым механизмом,
; Устройство для закалки содержит две горизоктальньш подъемные направляющие 4 и две горизонтальные неподвижные направляющие 5. Направляющие 4 соединены друг ;с другом поперечинами 6, В каждом углу подъемной рамы, образованной направляю щимн.4 и поперечинами 6, Т1рмещен заглубленный винтовой подъемник 7. Электродви ,гатели всех.четырех подъемниковдействуют синхронно. На направляюышх 4 и 5 мешена каретка, состоящая из рамы 8 и несущих роликов 9.-. Каретка .соединена це. пями 10 с приводомперемещения 1.1. На. каретке смонтггрован мехбии ,переноса , деталей из печи в бак, Механизм содержит. рольганговый стол 12, установленный на поворотных консояьных Г.образных рычагах 13. Рычаги смонтированы на валу 14, соединенном с силовым цилиндром 15. Вал ,14 и цилиндр 15 закреплены на раме 8 , каретки. Иа рычагах 13 с монтирован силовой цилиндр 16.
Стол 12 выполнен в двух вариантах.
При закалке деталей методом вращения стол жестко крепится к рычагам 13 и снабжается неподвижными упорами, 17 и-,поворот ным упором 18. Упор посажен на рычаг 19 ось которого соедийена кривошипом и TSS / гой со штоком силового цишшдра 16, При закагисе деталей методом покачивания стоп . 12 выполнен поворотным, относительно рычагов 13 и посажен на ось 20. Стол жен неподвижным упором 21 и поворотным упорам 22, сидящим также на оси 2О. На рь чагах 13 установлейы на оси 23 поворотные кулачки 24 и 25, соединенные со штогсом силового з.пшиндра 16.,
Кулачок 24 взаимодействует с поворот 1 ным столом 12, а кулачок ;25 с поворотным упором 22. На раме 8 каретки смон тирован механизм перемещения деталей в | охлаждающей жидкости закалочного бак.а. Этот механизм выполнен в виде взаимозаменяемого-блока и имеет два основных исполнения: для вращения деталей и дпя их пока-, чивания. Механизм для вращения деталей содержит Несколько пар валков 26, соединенных через систему, передач с приводом 27, и поворотную / заслонку 28, соединенную с сйлЪвым цилиндром 29. Мвканрзм -для no-j качивавия деталей содержит fron 30, уста-. новленный в направляющих 31. Столу сообщается: возвратно-поступательное движение. от вращающегося кулачка 32, соединенного через систему передач с приводом 27. CTOJ снабжен поворотнь1м упором ЗЗ, .соеди|1енным с силовым цилиндром 34. .Механизм; для вращения деталей может быть снабжен приспособлением для правки деталей, кото-; рое содержит прижимные ролики 35 с ребордами;, сидящие на рычагах 36, соединен-
ных с силовыми цилиндрами ,37.
/ Устройство работает следующим образом.
Нагретые детали 38 поступают на стол 12. Для варианта закалки методом вращения, детали на стол поступать стопками. Рычаги 13 поворачиваются в нижнее поло- , жение, изображенное штрих-пунктиром. При | этом детали удерживаются на столе: с-по-j j мощью упоров 17 и 18 или 21 и 22. Упоры| 18 и 21 регулируются по высоте над столом. .. j
в конце поворота рычагов 13 вниз дета-j ли устанавливаются на вращающиеся валки ; 26 и начинают вращаться. При этом упор
; 17 проходят между валками.,Череззадан-ji ное время упор 18 поднимается, и детали
. 38 перемещаются вдоль валков ( заслонке 28, где продолжают вращаться. Перемещение деталей вдоль валков 26 обусловлено. тем, что валки наклонены на некоторый .
: угол к горизонтали. .,
Затем рычаги 13 поднимаются, стол 12 и .упор 18 прикодят в исходное положение, и на стол из печи поступают новые детали, которые затем опускаются на валки 26. .Через заданное время заслонка 28 подни-.
.:мается, детали скодят с валкоЬ и падают на конвейер 39 закалочного бака, после че го заслоика 28 опускается, затемподнимается упор 18, детали поступают по валкам к заслонке 28 и т.д,
При закалке методом вращения с правкой к деталям, после их.подхода к заслонке 28, подводятся прижимные ролики 35, после чего заслонка 28 поднимается и де«.
тали удерживаются ребордами роликов 35. Вращающиеся детали зажимаются между Ьал |ками 26 и роликами 35, за счет чего осушествляется правка деталей. После подъема роликов 35 детали сходят с валков- 26. I Регулировка положения роликов 35 на раз1ные диаметры закаливаемых деталей осуi шествляется путем перемещения по направ|ляющим 40 кронщтейнов 41. j При закалке методом покачивания в ко№|це поворота рычагов 13 вниз силовой ци i пиндр 16 поворачивается по часовой стре№;ке кулачки 24 и 25,. Вследствие этого поIворачивается против часовой стрелки стол 12 и упор 22. Поверхность стола 12 устанавпивается пара шельно поверхности стола I 30. Упор 22 поворачиватся на меньший угол, чем стол 12, вследствие чего упор оказывается утопленным ниже поверхности стола 12. Детали под действием своего ве- са сходят на стол 30 и покачиваются на. нем, удерживаемые упором 33. Через за- данное время упор 33 поворачивается, и ; детали сбрасываются на конвейер 39. Д&-. j лее цикл повторяется.
j. Вывод устройства из бака без разгврме тизации печи осуществляется следующим образом. Рычаги 13 опускаются в нижнее положение, после чего привод 11 перемещает каретку вправо. При это стол 12ч и упор il8 также занимают свои нижние положения. Затем подъемники 7 поднимают направ ляющие 4 вверх до полного выхода всех ме« ханизмов из бака.„,
Формула изобретения
V
Устройство для закалки деталей, выгружаемых из печи в бак через гидрозатвор, . содержашее каретку, установленную на ризонтальные направляющие и несущую механизм переноса деталей ий печи в бак и механизм перемещения деталей в баке,о т- личающееся тем, что, с целью расщирения области применения устройства; механизм переноса выполнен в виде поворог ных консольных Г-образных рычагов,, несущих стол и упоры для удержания деталей, причем ось вращения Г-образных рычагов ЕЙсположена .относительно гидррзатвора со CTOpOHbi Печи, стол и упоры вьшолнены поворотными относительно несущих рычагов, 1 а Каретка выполнена подъемной в вертикаль.ном направпе шци..-. J
|эдй
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки изделий | 1981 |
|
SU1014940A1 |
| Устройство для закалки колец | 1981 |
|
SU1006517A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1973 |
|
SU398642A1 |
| Устройство для закалки колец | 1978 |
|
SU789598A1 |
| УСТРОЙСТВО для ЗАКАЛКИ ПОДШИПНИКОВЫХ КОЛЕЦ | 1967 |
|
SU199180A1 |
| Устройство для закалки колец | 1983 |
|
SU1118699A1 |
| Устройство для закалки деталей | 1980 |
|
SU885299A1 |
| Установка для закалки деталей | 1978 |
|
SU789595A1 |
| УСТРОЙСТВО для ЗАКАЛКИ ДЕТАЛЕЙ | 1968 |
|
SU209514A1 |
| УСТРОЙСТВО для ЗАКАЛКИ ДЕТАЛЕЙ | 1967 |
|
SU191602A1 |
pa®-- I Л Л Д
