1
Изобретение относится к области обработки металлов давлением, а именно к ковке слитков из специальных сталей и сплавов.
Известен способ протяжки слитков специальных сталей и сплавов с развитой дендридной структурой (например, сплава ЭИ-437-Б) на плоских бойках путем периодической подачи и ковки его с каптовкой между обжатиями на 90°. Подачу слитка осуществляют перпендикулярно к передней кромке бойков.
Такой способ ковки приводит к образованию внутренних разрывов в металле и последующему раскалыванию слитков на части в результате действия растягивающих напряжений в осевой зоне слитков, направление которых совпадает с направлением подачи при протяжке. При этом растягивающие напряжения действуют почти перпендикулярно к осям дендридов (под углом 7°), что приводит к разрывам по границам зерен.
В предлагаемом способе для улучшения структуры металла и его механических свойств подачу слитка производят под острым углом но отношению к передней кромке бойков, угол этот может быть не более 45°, преимущественно 20-45°.
Угол выбирают опытным путем в зависимости от марки металла и конфигурации слитков.
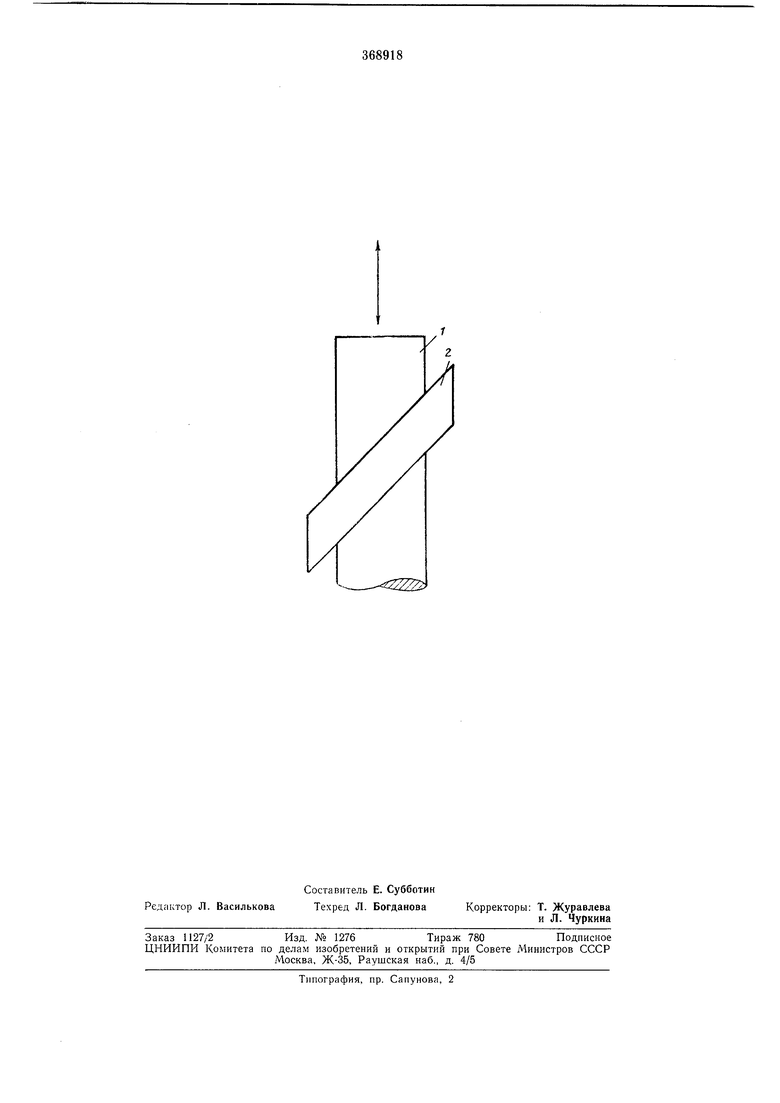
На чертеже изображено взаимное расположение слитка / бойков 2 в плане (стрелкой показано направление подачп слитка при ковке). При таком расположении бойков растягивающие напряжения в процессе ковки направлены под определенным углом к направлению осей дендридов, в результате чего уменьшается склонность металла к образованию внутренних разрывов.
При этом способе ковки с каждой кантовкой протягиваемого слитка меняется основное направление течения металла, что обеспечивает большее, чем при обычной протяжке дробление литой структуры, уменьшает анизотропность кованого металла, а также создает благоприятные условия для устранения в процессе ковки структурной и карбидной неоднородности (например, в инструментальных, шарикоподшипниковых и др. сталях).
Предмет изобретения
1.Способ протяжки слитка на плоских бойках путем периодической под,ачи и ковки его с кантовкой между обжатиями на 90°, отличающийся тем, что, с целью улучшения структуры металла и его механических свойств, подачу слитка производят под острым углом по отношению к передней кромке бойков.
2.Способ по п. 1, отличающийся тем, что подачу слитка производят под углом не более
45°, преимущественно 20-45°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки слитков | 1977 |
|
SU733826A1 |
| Способ получения поковок | 1982 |
|
SU1088856A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Способ изготовления ступенчатой цилиндрической поковки | 1990 |
|
SU1791070A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| Способ ковки | 1980 |
|
SU847585A1 |
| Способ получения заготовок | 1988 |
|
SU1724411A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНЫХ ПОКОВОК ИЗ СЛИТКОВ ФЛОКЕНОЧУВСТВИТЕЛЬНЫХ СТАЛЕЙ | 2024 |
|
RU2830165C1 |
| Способ протяжки заготовок из труднодеформируемых металлов и сплавов | 1979 |
|
SU863116A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
