I
Изобретение относится к обработке металлов давлением, в частности к уст- . ройствам для отрезки заготовок с узким допуском по объему под точную безоблой ную штамповку в закрытых штампах. Иаестно устройство для автоматического определения и установки длины нарубаемых заготовок, содержащее смонтированные на станине механизмы подачи материала, отрезной механизм, устройство отсчета мерных длин заготовок, управляющее отрезным механизмом, включающее измерительные датчики диаметра материала, соединенные с электронным блоком усреднения диаметра заготовки, блок корректировки длины заготовки, выход которого соединен с лучеобразно расположенными пластинами, смонтированными на изоляционной пластине, перемещаемой электродвигателем, неподвижно установленный на станине предварительный упор для грубой уста- , новки длины отрезаемой заготовки, при Ьод перемещения корректирующего упора.
выполненный в виде апектродвигагвпя, соединенного при помощи муфты с чер- . вячным редуктором, один яз выходных валов которого выполнен с винтовой нарезкой, на которую навинчена гайка, жестко связанная с корректирующим упором, а другой выхопной вал через муфту связан с винтом, гайка несет линейку с передвижным контактом, взаи модействующим с лучеобразными полостя10ми и замыкающим цепь управления электродвигателя при установке упора на длину заготовки, соответствующую заданному объему заготовки при замеренном ее диаметре i.
15
Известное устройство обладает тем недостатком, что в нем на обеспечено безлюфтового перемещения корректирующего упора эа счет большого числа сочленений в приводе перемещения коррек20тирующего упора в замыкающего контакта. Кроме того, кс ректирующий упор в известном устройстве установлен в силовой цепи, а контактное замыкание цепи
управления электродвигателя приводиг к быстрому износу контакта и радиальных пластин, что вносит дополнительные погрешности в перемещении корректирую- щего упора. Все это в цедом значйтелы но снижает точность отрезанных заготовок по объему.
Известно устройство для точной по объему отрезки заготовок, содержаще© механизм отрезки, механизм подачи
прутка со следящим приводом в виде силового цилиндра со штоком, блок уп равления следящего привода, блок изме- рения диаметра прутка, блок корректировки длины заготовки, соединенный с ним пневматический преобразователь, выполненный в виде камер, разделенных жестким звеном, и связанный с блоком корректировки, корректирующий упор, установленный с возможностью перемеще- НИН и имеющий конечный выключатель, выполненный в виде пневматического измерительного сопла, который соединен с блоком управления 2}.
Недостаток этого устройства заключается в низкой точности объема отрб 1заемых заготовок. Конечный выключазгель корректирующего упора взаимодействует с торцом прутка, который не Бседа перпендикулярен к продольной оси, В результате износа режущих кромок ноже отрезного механизма величина косины : торцов увеличивается. Изменение этой величины трудно учитывать. Наличие в этом устройстве блока усреднения диа метров, связанного с блоками измерения и корректировки, вносит дополнительную погрешность в перемещение корректирующего упора.
Цель изобретений - повышение точное ти объема отрезаемых заготовок.
Это достигается тем, что предлагав™ мое устройство снабжа«о заслонкой, жестко установленной на штокэ следяще го привода, перпендикулярно к нему, и взаимодействующей с конечным, выключателем корректирующего упора, скрепленным с жестким звеном и размещенным соосно штоку следящего привода. Блок измерения диаметра прутка может быть выполнен в виде кольцевого измерительн го сотша.
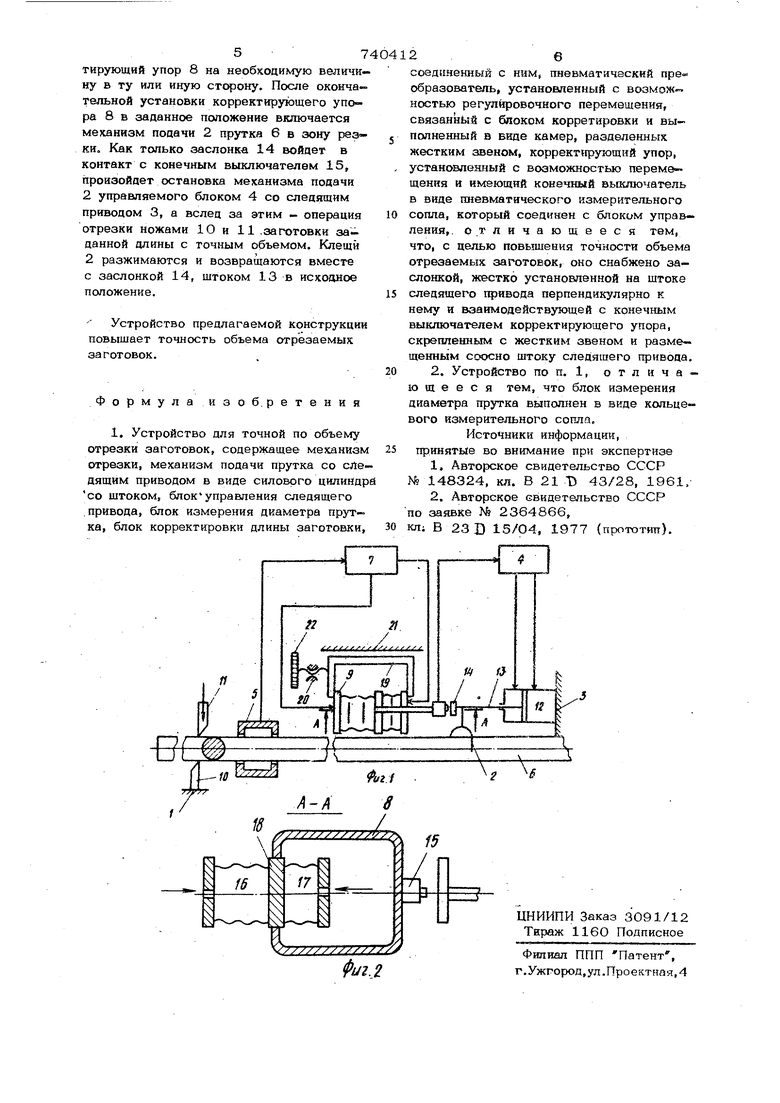
На фиг. 1. изображено описываемое устройство для точной по объему отрезк заготовок, плащ на фиг. 2 - разрез
А-А на фиг. 1.
Устройство содержит смонтированные на станине механизм отрезки Ij мэкани
подачи 2 со следящим приводом 3, блок управления 4, соединенный со следящим приводом 3, механизмом подачи 2 и механизмом отрезки 4, блок измерения 5 диаметра прутка 6, блок корректировки 7 длины заготовки, связанный с блоком измерения 5 корректирующий упор 8, имеющий связь с блоком корректировки 7 пневматический преобразователь 9, жестк связанный с корректирующим упором 8 и соединенный с блоком корретировки 7.
Механизм отрезки 1 выполнен в виде неподвижного ножа 1О и подвижного ножа 11с приводом перемещения. Механизм подачи 2 в виде клещей, следящий привод 3 которого выполнен в виде пнев- могидравличес сого .силового цилиндра 12 штока 13 с жестко установленной на нем и перпендикулярной к нему заслонкой 14,
Блок измерения 5 диаметра прутка 6 выполнен в виде кольцевого измерительного сопла.
Корректирующий упор 8 выполнен в йиде ярма с жестко установленным на нем конечным выключателем 15 в вид пневматического измерительного сопла, .взаимодействующего с заслонкой 14.
Пневматический преобразователь 9 состоит из камер 16 и 17, разделенных жестким звеном 18, который жестко связан с ярмом.
Пневматический преобразователь 9 охватывает корпус 19, перемещающийся винтом 2О параллельно оси штока 13 по направляющей 21. Винт 20 имеет лимб 22,
Устройство работает следующим образом,
В исходнсял положении пруток 6 накоаится в зоне кольцевого измерительного Coima 5 и зажат клещами 2. Перед.. началом заготовок конечный выключатель 15 корректирующего упора 8 перемещением корпуса 19 по направляющей 21 при помощи винта 20 устанавливается на заданную длину заготовки. Номинальная длина заготовки соответствует расстоянию между конечным выключателем 15 и заслонкой 14. После этого измеряется фактическая площадь заготовки кольцевым измерительным соплом 5. Пневматический сигнал, соответствующий фактической площади,.поступает в блок корректировки 7 длины заготовки и оттуда в виде разности давления подается в камеры 16, 17 пневматического преобразователя 9, перемещающего коррек-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отрезки заготовок | 1981 |
|
SU1013133A1 |
| Устройство для точной отрезки заготовок | 1976 |
|
SU591273A1 |
| Устройство для обработки длинномерного материала | 1989 |
|
SU1712038A1 |
| Электроэрозионный отрезной станок | 1968 |
|
SU270158A1 |
| Способ дозирования заготовок для холодной объемной штамповки | 1976 |
|
SU619301A1 |
| УСТРОЙСТВО для РЕЗКИ ПРУТКОВ | 1968 |
|
SU207666A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| Устройство для отрезки мерных заготовок | 1983 |
|
SU1097457A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
