1
Изобретение предназначено для последовательной обработки за один установ нескольких сферических поверхностей, равномерно расположенных на одном радиусе, и может быть использовано в металлообрабатывающей промышленности.
Известны многопозиционные алмазно-расточные станки с расположенными на рабочем столе головкой изделия, поворот шпинделя которой осуществляется посредством делительного механизма, и двумя мостиками, один из которых несет инструментальную головку, устаяовлевную под углам к продольной оси станка.
Предлагаемый станок отличается от известных тем, что шпиндель головки изделия размещен в эксцентричном отверстии вала, который установлен в корпусе головки с возможностью поворота относительно его оси симметрии, совпадающей с осью одной из обрабатываемых сферических поверхностей.
Кроме того, делительный механизм смонтирован на мостике, расиоложенном со стороны головки изделия.
Это позволяет последовательно обработать за один установ несколько вогнутых сферических поверхностей, расположенных на одном радиусе, а также повысить точность деления.
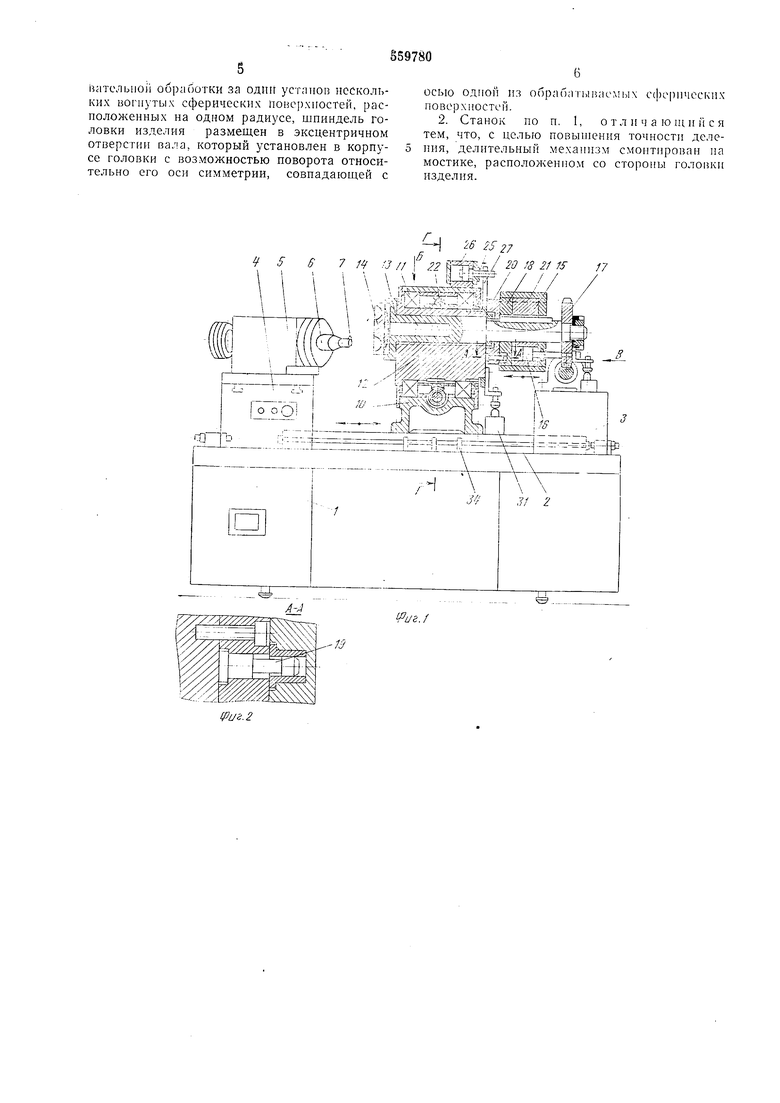
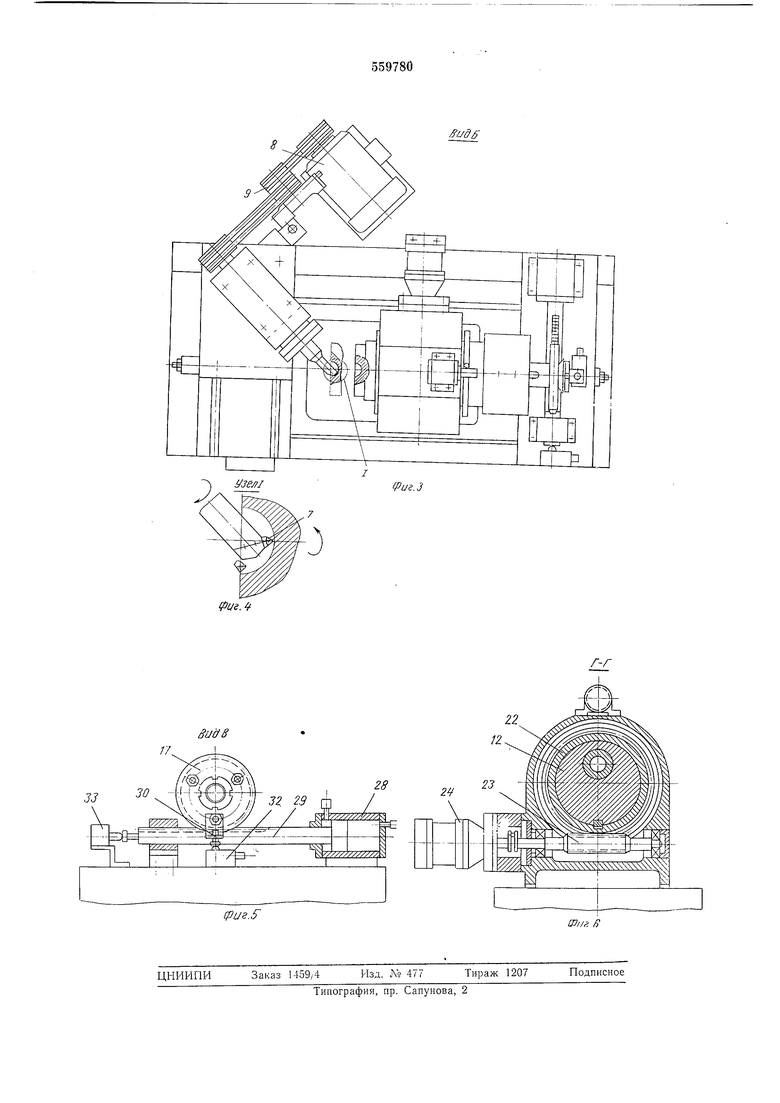
На фиг. 1 изображен предлагаемый станок, продольный разрез головки изделия; на фиг.
2 - разрез по А-А на фиг. 1; на фиг. 3 вид по стрелке Б на фиг. 1; на фиг. 4 - ззел I на фиг. 3; на фиг. 5 - вид по стрелке В на фиг. 1; на фиг. 6 - разрез по Г-Г на фиг. 1.
На верхней плоскости станины 1 на направляющих смонтироваи свободно лежащий рабочий стол 2, связанный с гидроцилиндром, и два мостика: правый 3 и левый 4. На левом мостике 4 установлена щпиндельная инструментальная головка 5, на фланце шпинделя которой закреплена расточная оправка 6 с резцом 7.
Инструментальная головка установлена под углом 45° к направлению перемещения стола станка и получает вращение от электродвигателя 8, расположенного на фундаменте, посредством клиноременной передачи 9.
На зеркале рабочего стола смонтирована головка изделия 10, в корпусе которой на двух подшипниках 11 поворотно смонтирован эксцентриковый вал 12, в эксцентрично расположенном отверстии которого в подшипниках скольження поворотно смонтирован шпиндель 13. Фланец шпинделя несет устройство для крепления обрабатываемой детали 14. С правой стороны на шпинделе подвил но установлен блок цилиндров 15, в трех равномерно расположенных по окружности отверстиях которого находятся поршни 16, штоки которых закреплены соответственно в отверййях шестерни 17. Левая крышка 18 блока цилиндров одновременно является и делительным диском, в отверстия которого помеш,аются штыри 10 ири фиксации ноложения шпинделя. Фиксирующие штыри 19 закреплены в диске 20, неподвижно скрепленном с эксцентриковым валом 12. Давление в цолости блока цилиндров подается через сепаратор 21. На эксцентриковом валу по шпонке установлено червячное колесо 22, взаимодействующее с червяком 23, получающим вращение от гидромотора 24. Вращение эксцентрикового вала ограничивается щтоком 25 гидроцилиндра 26, установленного на корпусе головки. Шток 25 взаимодействует с упорным штырем 27, закрепленном на эксцентриковом валу. На правом мостике 3 станка установлен привод деления, состоящий из гидроцилиндра 28 и шток-рейки 29, взаимодействующей с шестерней 17. Эксцентриковый вал 12, шестерня 17 и шток-рейка 29 несут регулируемые упоры 30, воздействующие соответственно на конечные выключатели 31, 32, 33. Управление перемещениями рабочего стола и вращением инструмента осуществляется кулачками 34, воздействующими на конечные выключатели цикла работы стола. Все движения в станке автоматически обеспечиваются работой электропривода и гидропривода. При включении гидропривода и нажиме кнопки «Цикл осуществляется рабочий цикл станка. При этом стол с головкой изделия (обрабатываемая деталь 14 ориентирована таким образом, что ось одной сферической поверхности находится на оси эксцентрикового вала 12 и инструментальной головки 5) быстро перемещается к расточному инструменту. В конце быстрого хода влево стол одним из кулачков 34 нажимает на конечный выключатель цикла движения стола, который подает команду па включение рабочей подачи стола и круговой подачи эксцентрикового вала 12, осуществляющейся после вывода штока 25 цилиндра 26 из-под упорного штыря 27. Вращение эксцентрикового вала 12 осуществляется от гидромотора 24 через червячную нередачу 23-22 вокруг оси одной из сферических поверхностей, совпадающей с осью эксцентрикового вала. Одновременно с включением рабочей подачи стола и круговой подачи включается вращение шпинделя инструментальной головки 5. На рабочей подаче стола происходит врезание резца 7 в обрабатываемую поверхность на необходимую глубину. Дальнейшая обработка сферической поверхности осуществляется за счет относительного вращения шпинделя инструментальной головки и эксцентрикового вала головки изделия. Для обработки сферической поверхности достаточно 1/2 оборота эксцептрпкового вала. В предлагаемом примере обработка одной по510 15 20 25 30 35 40 45 50 55 (5Q 65 верхности производится за один оборот эксцентрикового вала, что контролирует выключатель 31 и ограничивается штоком 25 гидроцилиндра 26, в который упирается упорный шытырь 27 после полного оборота эксцентрикового вала. Выключатель 31 носле обработкн одной поверхности дает команду на быстрый ход стола вправо. При подходе в исходное положение стол переключается на рабочую подачу и движется до тех пор, пока шестерня 17 войдет в зацепление со штоком-рейкой 29 гидроцилиндра 28, штоковая полость которого находится под давлением. При этом, подходя к жесткому упору в правом положении, стол через конечный выключатель дает команду на подачу давления в штоковые полости блока цилиндров 15, осуществляя неремещение его но шнинделю вправо, выводя делительный диск 18 из контакта со штырями 19, которые расположены в диске 20, закрепленном на эксцентриковом валу, с шагом, равным шагу деления. От того же сигнала через выдержку времени давление подается в порпшевую полость гидроцилиндра 28, сообщая иеремещение HJTOK-рейка 29, которая через шестерню 17 поворачивает шпиндель 13 с деталью 14 относительно эксцентрикового вала 12 на требуемый угол, осуществляя деление. Величина угла поворота регулируется упором, изменяющим величину перемещения штока-рейки. Конец деления контролируется конечным выключателем 33, который дает команду на подачу давления в поршневые полости блока цнлиндров 15, вследствие чего он перемещается влево по шпинделю, и делительный диск 18 своими отверстиями насаживается на штыри 19 до упора в диск 20, что обеспечивает высокую точность деления и надежную фиксацию положения пшинделя с изделием. Тот же конечный выключатель 33 через выдержку времени дает команду на быстрое неремещение стола влево и в описанной выше последовательности производится обработка следующей сферической поверхности. Возврат штока-рейки 29 в исходное положение происходит одновременно с включением рабочей подачи. После обработки последней сферической поверхности и осуществления деления регулируемый унор, находящийся на шестерне 17, нажимает на конечный выключатель 32, который дает команду на останов станка. Формула изобретения Многопозиционный алмазно-расточный станок с расположенными на рабочем столе головкой изделия, поворот ншинделя который осуществляется носредством делнтельного механизма, и двумя мостиками, один из которых несет инструментальную головку, установленную под углом к продольной оси станка, о тличающийся тем, что, с целью последоi aTc.nbiioii обработки за одшг устаиоп нескольких вогнутых сферических поверхностей, расположенных на одном радиусе, шпиндель головки изделия размещен в эксцентричном отверстии вала, который установлен в корпусе головки с возможностью поворота относительно его оси симметрии, совиадающей с осью одной из обрабатываемых ccpoiiiinccKiix поверхностен. 2. Станок по п. 1, о т л и ч а ю nui н с я тем, что, с целью повьпнения точноети делеиия, делительный механизм смонтирован на мостике, расиоложеином со стороны гол01 ки изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Многопозиционный алмазно-расточной станок | 1977 |
|
SU689786A2 |
| Алмазно-расточный станок | 1973 |
|
SU477789A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Алмазно-расточной станок | 1982 |
|
SU1016085A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Станок для заточки многолезвийного инструмента с прямыми канавками | 1986 |
|
SU1395462A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
f 5 е 7/4- /J // 22 ,/ 8 2 /7
Г
-Н 2 27
fj eEr|l fc S
1ШШ
Г
1
Риг./
ffud&
