1
Известно устройство для удаления отлитых трубных заготовок из центробежных литейных форм, включающее раму с направляющими, подвижную каретку, несущую подвеску с механизмом захвата, выполненным в виде приводной штанги с захватывающей головкой, и привод.
Однако в известных устройствах ие обеспечивается самоцентрирование захватывающей головки относительно трубной заготовки различного диаметра.
Предложенное устройство отличается от известного тем, что несущая подвеска со стороны литейной формы снабжена вертикальными пазами, в которых свободно установлен механизм захвата.
Такое выполнение позволяет обеспечить самоцентрирование захватывающей головки относительно трубных заготовок различного диаметра и повысить надежность захвата.
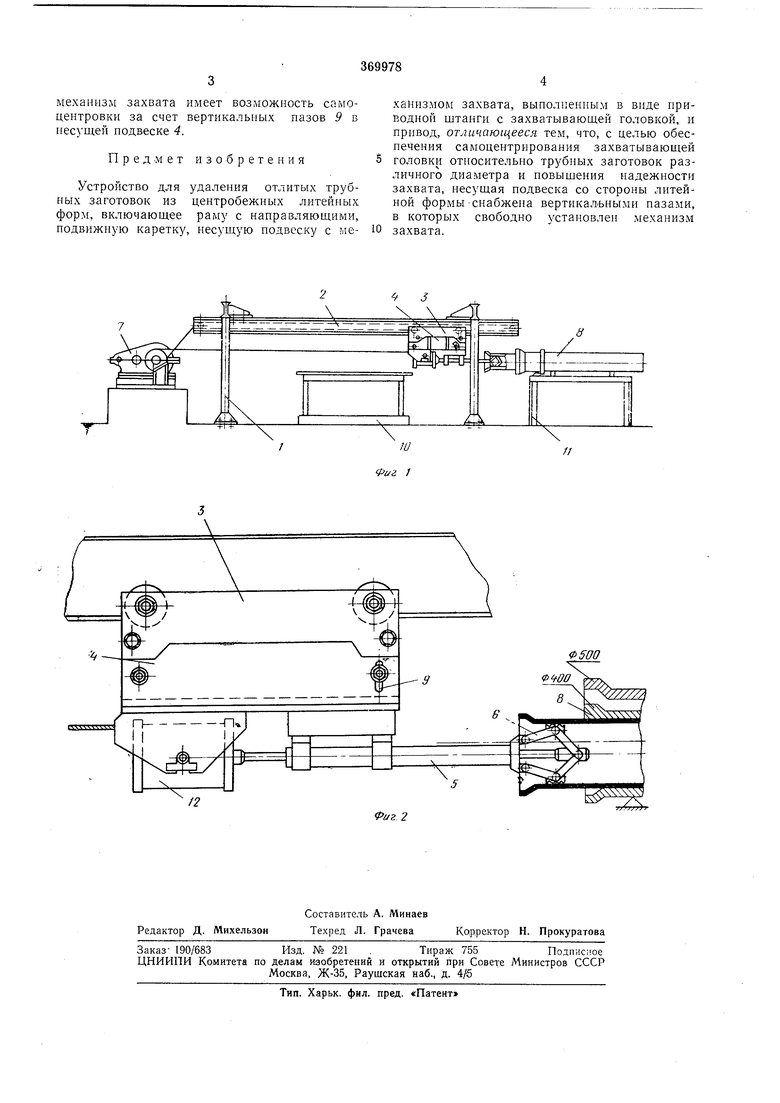
На фиг. 1 показано предложенное устройство, общий вид; на фиг. 2 - подвижная каретка с несущей подвеской.
Устройство включает раму 1 с направляющими 2, подвижную каретку 5 с несущей подвеской 4, на которой закреплен механизм захвата, выполненный в виде приводной 5 с захватывающей головкой 6, и привод 7. Несущая подвеска со стороны литейной формы 8 снабжена вертикальными пазами 9, в которых свободно закреплен механизм захвата. Под рамой установлен приемный стол JO II но оси направляющих - стеллаж //, на который краном укладываются лктепные фор.мы. Литейная форма с отлитой трубной заготовкой укладывается на стеллаж но оси удаления. Оператор включает привод 7 и каретка 3 с несущей подвеской 4 и механизмом захвата по направляющей 2 перемещается к литейной форме 8. Включением пневмоцилиндра 12 осуществляется захват трубной заготовки, иосле чего включается привод, и подвижная каретка возвращается с трубной заготовкой до укладки ее на приемный стол 10. Затем привод выключается, и трубная заготовка освобождается от захватываюндей головки 6.
При переходе на удаление трубных заготовок другого диаметра, например 500 мм, очередность выполнения операций остается прежней. Это достигается тем, что литейная форма большего диаметра укладывается на постоянные направляющие ролики стеллажа //. Продольная осЬ литейной формы 8 с трубной заготовкой проходит выше продольной оси литейной формы меньшего диаметра, например 400 .мм. Однако перепад высот между продольными осями литейных форм с трубными заготовками различного диаметра не сказывается на работе устройства, так как
механизм захвата имеет возможность самоцентровки за счет вертикальных пазов 9 в несущей подвеске 4.
Предмет изобретения
Устройство для удаления отлитых трубных заготовок из центробежных литейных форм, включающее раму с направляющими, подвижную каретку, несущую подвеску с механизмом захвата, выполненным в виде приводной щтанги с захватывающей головкой, и привод, отличающееся тем, что, с целью обеспечения самоцентрирования захватывающей
головки относительно трубных заготовок различного диаметра и повышения надежности захвата, несущая подвеска со стороны литейной формы снабжена вертикальными пазами, в которых свободно установлен механизм
захвата.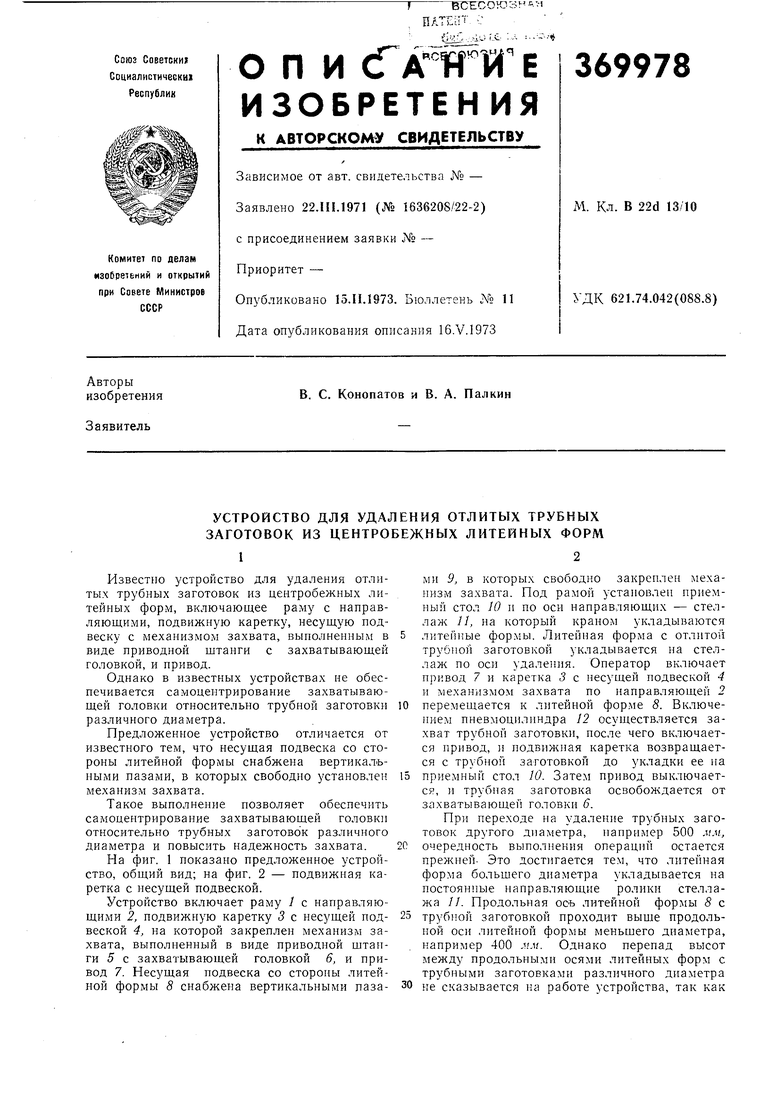
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для извлечения отлитыхТРуб | 1979 |
|
SU829329A1 |
| Устройство для извлечения отливок | 1980 |
|
SU933220A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для извлечения литников из центровых | 1974 |
|
SU483188A1 |
| Устройство для подачи и удаления заготовок | 1980 |
|
SU867514A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Трубогибочный комплекс | 1987 |
|
SU1524957A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Устройство для разборки пакета длинномерных изделий | 1989 |
|
SU1736874A1 |
| Устройство для центробежной отливки трубных заготовок | 1987 |
|
SU1526898A1 |
4
Ш
// Фиг 1 J
