1
Изобретение относится к способам металлообработки.
Из основного авторского свидетельства № 201873 известны способы обработки тел вращения резцовой головкой, эксцентрично расположенной относительно оси детали, вращаемой со скоростью резания.
Предлагаемый способ позволяет нарезать кольцевые канавки на торце детали.
Для этого заготовку вращают со скоростью резания, резцовой головке сообщают подачу на врезание в торец, соответствующим образом устанавливают режущие лезвия резцов, причем геометрию резцов, например, кривизну перьев и вспомогательный задний угол, выбирают в зависимости от щирины канавки, а с целью изменения щирины канавки при неизменной геометрии резцов, изменяют установочный эксцентриситет головки.
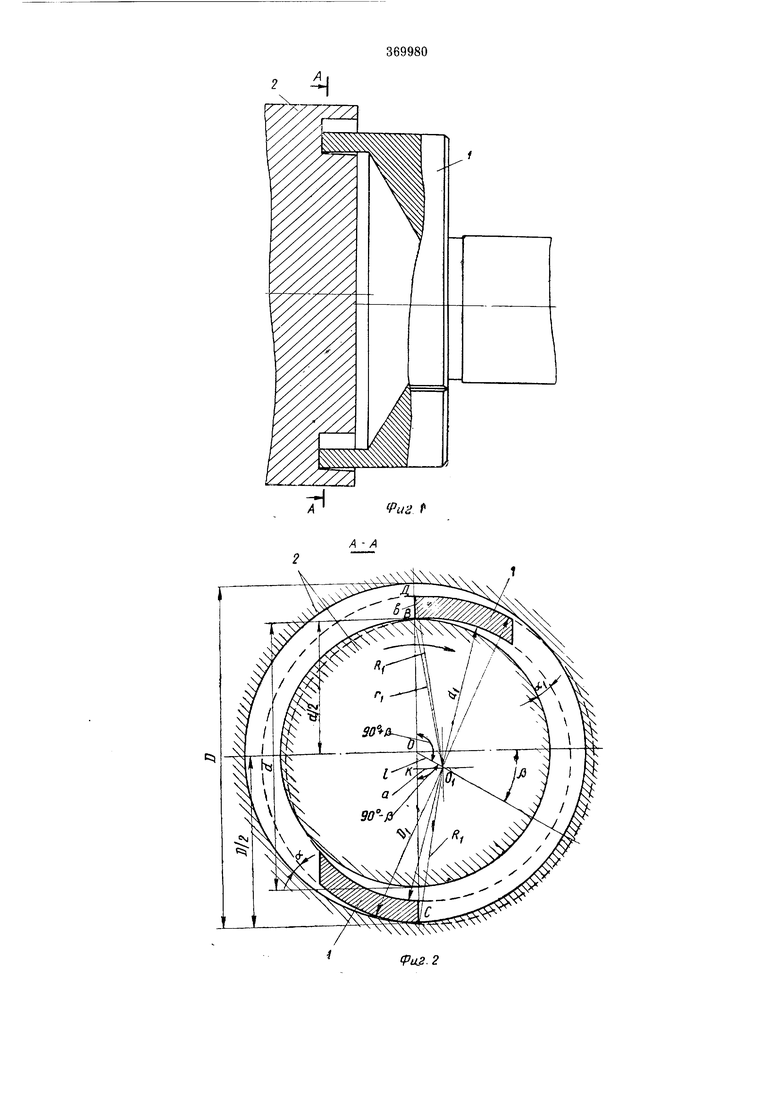
Па фиг. 1 изображены изделие с торцовой канавкой и инструмент, установленный для обработки канавки, вид сбоку; на фиг. 2 - разрез по А-А на фиг. 1.
Головка / с режущими перьями эксцентрично установлена относительно обрабатываемой детали 2 (см. фиг. 2).
В - верщина режущих кромок пера, обрабатывающего внутренний диаметр кольцевой канавки, С - верщина режущих кромок другого пера, обрабатывающего наружный
диамe p кольцевой канавки.
При эксцентричном установе головки относнтельно вращающейся заготовки одно перо резца обрабатывает внутренний диаметр кольцевой канавки, а другое перо - наружный диаметр кольцевой канавки, благодаря чему ширина b (см. фиг. 2) режущих перьев инструмента меньше щирины кольцевой канавки. На режущих перьях образуются вспомогательные задние углы од. При повороте центра Oi головки вокруг центра О обрабатываемой детали изменяют направление эксцентриситета е (угол р), что приводит к изменению полол ения режущих кромок головки (точки В и С) относительно центра О обрабатываемой детали и позволяет регулировать щирину кольцевой канавки обрабатываемой детали.
Для расчета кривизны режущих перьев и эксцентриситета резцовой головки определяют наружный DI и внутренний di диаметры и эксцентриситет е, исходными данными для которого являются наружный D и внутренний d
диаметры кольцевой канавки. Для определения этих величин рассматривают три косоугольных треугольника AOOiC; AOiOD и АО,OB (см. фиг. 2).
По теореме косинусов для трех указанных
треугольников составляют три уравнения; из А ОО,С 1 е + f-f )- 2е - cos (90° - Р), (1) / из А 0,00 - + (Y + J -2(Т+)Х X COS (90 + Р),(2) из О,ОВ i е+(--) cos ( Р). (3) Решая совместно уравнения (1) и (2), определяют величину эксцентриситета D f d ,xikii (D + d - 26) sin 3 где b вычисляют приближенно по формуле + (0,25-f-l). Зная величину эксцентриситета, определяют из уравнения (3) внутренний радиус режущих перьев головки л, / е + - + ed sin р . 10 15 20 25 30 Из уравнения (1) определяют наружный радиус режущих перьев головки R, -eDsinp . По приведенному эксцентриситету е определяют величину смещения а режущих кромок с центра инструмента по формуле a e-Cosp. Переточку инструмента осуществляют только по задней грани. Для изменения ширины расточки обрабатываемой кольцевой канавки инструмент поворачивают вокруг своей оси в эксцентричной втулке (на чертеже не показано) на некоторый угол до получения требуемой щирины канавки. Предмет изобретения 1. Способ обработки тел вращения резцовой головкой по авт. св. № 201873, отличающийся тем, что, с целью нарезания канавок на торцах, заготовку врап1,ают со скоростью резания, резцовой головке сообщают подачу на врезание в торец заготовки, а геометрию резцов, например кривизну перьев и вспомогательный задний угол, выбирают в зависимости от щирины канавки. 2. Способ по п. 1, отличающийся тем, что, с целью изменения щирины канавки при неизменной геометрии резцов, изменяют установочный эксцентриситет головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ обработки эллипсных поверхностей и устройство для его осуществления | 1991 |
|
SU1816533A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| Способ обработки профильных торцовых поверхностей | 1990 |
|
SU1743703A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ точения некруглых в попереч-HOM СЕчЕНии ТЕл | 1977 |
|
SU818752A1 |
| Способ получения заготовок трубчатых радиаторов | 1986 |
|
SU1761428A1 |
| Способ нарезания обкаткой дуговых зубьев конических колес | 1971 |
|
SU550247A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |