1
Изобретение относится к кон-вейеростроению и может найти применение в поточных лиииях по механической обработке деталей.
Известны штанговые конвейеры для поточного перемепдения заготовок к обрабатывающим станкам, содержащие ряд раздаточных кассет, подающих транспортируемые заготовки к станка.м, размещенную под кассетами направляющую с окнами, снабженными заслонками для раздаточных кассет, перемещаемую по ней .возвратно-лоступательно и омоитирова-нную на щтоке пневмоцилиндра приходную щтангу с клиновидными выступами на поверхности, и загрузочную кассету.
Целью изобретения является создание многоручьбвого потока заготовок и пощтучная одновременная подача их на рабочие позиции ряда ставков.
Для этого щтанга конвейера в месте установки загрузочной кассеты снабжена захватом для заготовок, выполненным в виде гребенки с равновысокими наклонными зубьями и с окном в последней межзубой впадине, а щтаига выполнена с окнами, расположепнымсИ перед каждым клиновидным выступом с щагом, ра-вным щагу окон в направляющей, причем напротив клиновидных выступов щтанги на направляющей щарнирно закреплены собачки, отсекающие подаваемые захватом заготовки при возвратном движении щтанги.
Для надежного удержания и пощтучной выдачи заготовок в межзубые впадины гребейки захвата в основании загрузочной кассеты установлены выступающие из противоположных стенок направляющей упоры.
Кроме того, для прохода зубьев гребенки захвата первая взаимодействующая с гребенкой захвата собачка выполнена с П-образньгм вырезом.
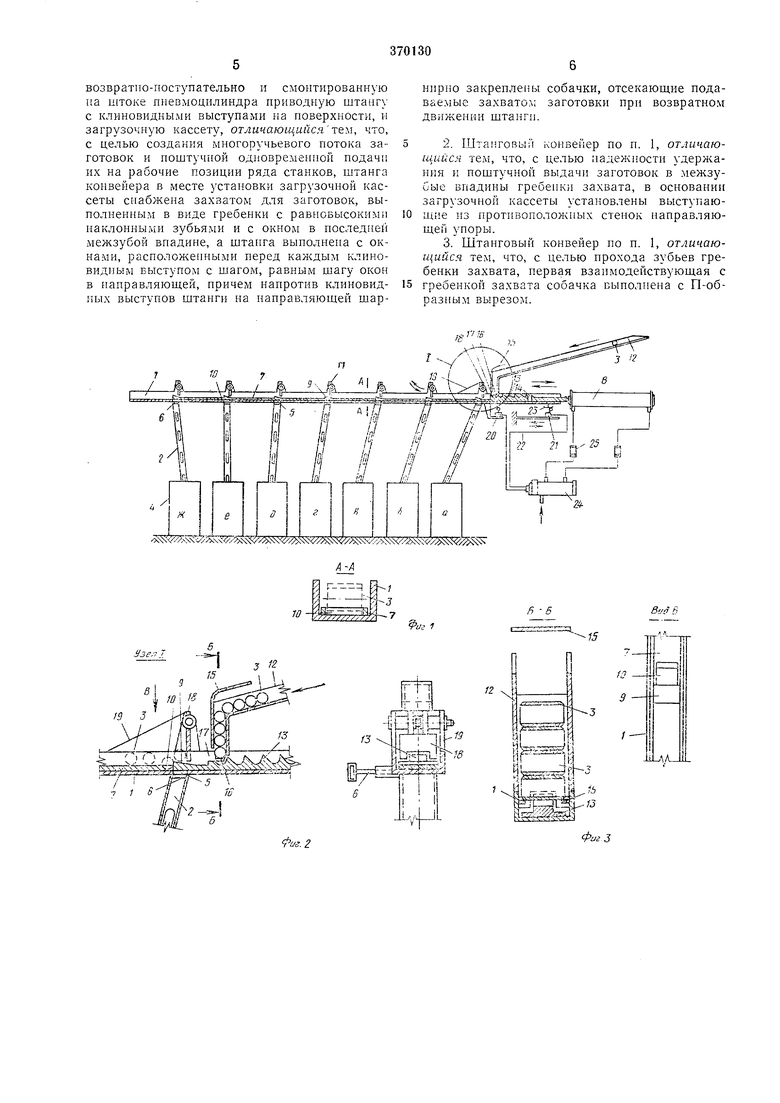
На фиг. 1 схематично изображен предлагаемый штанговый конвейер и сечение по Л-Л; на фиг. 2 - узел I на фи.г. 1 в двух проекциях; на фиг. 3 - разрез по Б-Б и вид по стрелке В на фиг. 2; на фиг. 4 - схема работы щтантового конвейера.
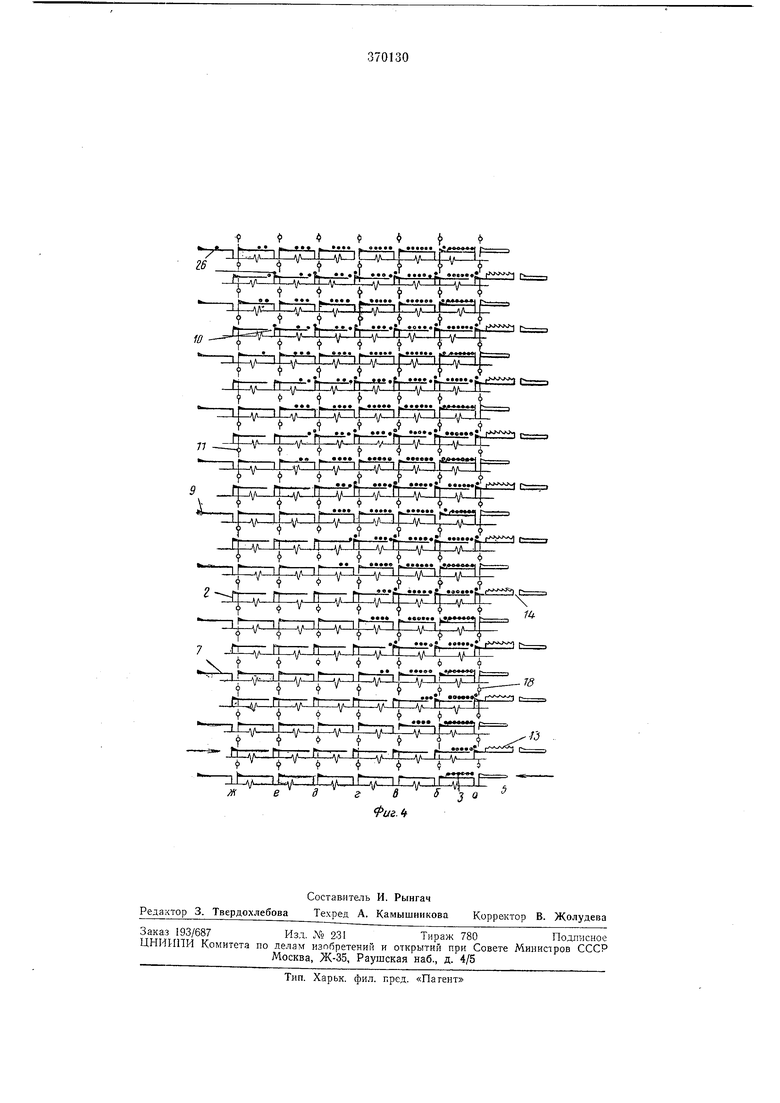
Направляющая / щтангового конвейера размещена над рядам раздаточных кассет 2, подающих транспортируемые заготовки 3 к станкам 4. Направляющая 1 выполнена с окнами 5, снабженными заслонками 6 для раздаточных кассет 2. По направляющей / перемещается возвратно-поступательно приводная щтанга 7, смонтированная на щтоке пневмоцилиндра 8 и снабженная клиновидными выступамн 9 на поверхности. Перед каждым выступо.м 9 в штанге выполнены окна 10, расположенные с щагом, равным щагу окон 5 в направляющей /, а на направляющей / шарнирно закреплены собачки //, отсекающие подаваемые в кассеты 2 заготовки 3 при возвратном движении штанги 7. В иачале конвейера установлена загрузочиая кассета 12, а штанга 7 в этом месте снабжена захватом 13 для заготовок 3, вылолненны.м в виде гребенки с равиовысокими на.клонными зубья,м.и и с окном 14 в последне межзубой впадине. Кассета 12 закреплена на направляюш,ей /, сна.бжена козырьком 15, выполненным из пружинной стали, и двумя упора мн 16, удерживающими заготовки 3 от лопадайия на гребенку захвата 13 и установленны1ми в основании загрузочной кассеты рядом с окном 17, служащим для свободного выхода заготовок 3 из кассеты 12 при движении захвата 13 в сторону раздаточных кассет 2. Для осуществления возвратного движения штанги 7 с захватом 13 собачка 18, расположенная первой у за.грузочной кассеты, выполнена с П-образны,м вырезом. Для того, чтобы заготовки 3 не выпадали из направляющей 1, около собачки на боковых стенках направляющей установлены щеки 19. Управление работой конвейера осуществляется через электрические конечные выключатели 20 и 21. Выключатель 20 установлен стационарно на направляющей /, а выключатель 21 - с возможностью передвижения по направляющей 22 влево ,и вправо. Срабатывание конечных выключателей 20 и 21 происходит от воздействия на них линейки 23, закрепленной на гребенке захвата и перемещающейся вместе с ней. По команде выключателей 20 ц 2Т воздухораспределитель 24 включается в работу и регулирует подачу воздуха в ту .или другую полость пневмоцилиндра 8. Скорость перемещения щтанги 7, а следовательно, и цикл подачи заготовок 3 в кассеты 2 станков 4 можно увеличить или уменьшить при помощи двух регуляторов 25. Заготовки 3 по наклонному желобу кассеты 12 вручную подаются в вертикальную часть кассеты 12, где удерживаются упорами 16, на некотором расстоянии от межзубой впадины гребенки захвата. При первом движении гребенки захвата и жестко с ней связанной щтанги 7 от пнев,мод,илиндра 8 влево в сторону .раздаточных кассет заготовки 3 через окно 17 зубьями гребенки захвата 13 снимаются поочередно с упоров 16 и подаются за первую собачку 18, а захваченная последним зубом гребенки заготовка 3 попадает сразу в окно 14. При совмещении с окном 5 заготовка 5 подает в кассету 2 ставка 4а. Первая собачка 18 позволяет свободно подать заготовки 3, расположенные в межзубых впадинах гребенки захвата 13, влево, а при обратно.м движении захвата 13 стопорит их на месте, вынимая поочередно из впадкн гре1бевки. В крайнем нравом положении щтанга 7 закрывает окно 5. В это время заготовки 3 располагаются перед собачкой 18 в следующем порядке: балластная заготовка 26, заготовка попавщая в окно 10, остальные заготовки. На клиновидном выступе 9 перед собачками 18 и 11 при повторных движениях щтанги 7 вправо обязательно располагается балластная заготовка 26. Находящ,аяся за пей заготовка неизбежно попадает в окно 10, а при совмещении окон 10 .и 5 (движение штанги 7. влево) заготовка 3 из окна 10 проваливается в кассету 2. При движении гребенки захвата 13 вправо от раздаточных кассет заготовки 3, находящиеся на упорах 16 в вертикальной части кассеты 12, несколько приподнимаются каждым зубом гребенки захвата 13, давая возможность занять ей исходное положе)1ие. При этом загот0 вки могут упереться в пружинящий козырек 15, способствующий возвращению заготовок 3 на упоры 16. При втором движении щтанги 7 влево, а с ней и гребенки захвата следующая партия заготовок 3 снимается зубьями гребенки захвата с упоров 16 и через окно 17 подается за первую собачку 18. Заготовка 5, находивщаяся в окне 10, под собственным весам падает в кассету 2, так как окно /6 и 5 в это время сов.мещены с кассетой 2 станка 46. При .втором движении вправо перед первой собачкой 18 находятся балластная заготовка 26, заготовка, расположенная в окне 10, остальные заготовки. Всего заготовок семь (при одновременной загрузке семи станков). Перед второй собачкой 11 располагаются: балластная заготовка 26; заготовка, расположенная в окне 10, две остальные. Всего заготовок четыре. При третьем движении щтанги 7 и гребенки захвата влево цикл аналогичен описанному выше. Роль балластных заготовок 26 заготовки 3 выполняют попеременно, т. е. при каждом цикле перед собачкой 18 и каждой собачкой 11 оказываются новые заготовки. Принцип работы шагового щтангового транспортера представлен на фиг. 4 от загрузки первого станка 4а до загрузки последнего станка 4ок. Из схемы видно, что на одиннадцатом ходу влево заготовка попадает в последний станок 4ж и при последующих ходах штанги 7 влево прп работе семи станков семь заготовок 5 попадают в кассеты 2 одновременно. Станок, находящийся в ремонте или наладке, отключается от щтангового конвейера при помощи заслопки 6, а крайнее правое положение гребенки захвата 13 регулируется на определенное количество требуемых для подачи заготовок 3 при помощи электрического конечного выключателя 21, Перемещаемого по направляющей Предмет изобретения 1. Штанговый конвейер для поточного перемеп1.ения загбтовок к обрабатывающим станкам, содержащий ряд раздаточных кассет, подающих транспортируемые заготовки к станкам, размещенную над кассетами направляющую с окнами, снабженными заслонками для раздаточных кассет, перемещаемую по ней
возвратно-поступательно и смонтированную на штоке пневмоцилиндра приводную mTaiiry с клиновидными выступами на поверхности, и загрузочную кассету, отличающийсяте,1, что, с целью создания многоручьевого потока заготовок и поштуч 10Й одновременной подачи их на рабочие позиции ряда станков, штанга конвейера в месте установки загрузочной кассеты снабжена захватом для заготовок, выполненным в виде гребенки с равновысокими наклонными зубьями и с окном в последней межзубой впадине, а штанга выполнена с окнами, расположенными перед каждым клиновидным выступом с шагом, равным шагу окон в направляющей, причем напротив клиновидных выступов штанги па направляющей шар - -Xx V/ -4 j:SR /X / i % /
нпрно закреплены собачки, отсекающие подаваемые захватом заготовки при возвратном движении штангп.
2. Шта говыГ1 конвейер по п. 1, отличающийся тем, что, с целью надежности удержания и поштучной выдачи заготовок в межзуСые впадины гребеики захвата, в основании загрузочной кассеты установлены выступающ е из противоположных степок паправляющей упоры.
3. Штанговый конвейер по п. 1, отличающийся тем, что, с целью прохода зубьев гребепки захвата, первая взаимодействующая с
гребенкой захвата собачка выполнена с П-образным вырезом.
уг.2
Bt-y д
5 -5
иг 1
-15
J
/2 t
{ WiSSilii
jr-j«
i i
г
3
т , , t ««.еГ --.-« -„...«Т „....ijg
,.
10
v --4Mr n-AA-M I . ...1 .... .««.« ь--,
-|-V 1; V -;J V « V
,
77
.Ф
{
jp/.,..fi ATfr i -В-ДА П V -I iA-4- / V-H-АЛ--4- j 99 9V
- -- -л/- - - л -t- - .J. J««.«Г 4...«t| .«...
AA-JplHP M - H
7
/W
1U
ir
18
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для окончательной обработки, сборки и контроля блок-картеров двух типоразмеров двигателей внутреннего сгорания | 1973 |
|
SU443745A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Загрузочное устройство | 1982 |
|
SU1085754A1 |
| Штанговый конвейер | 1982 |
|
SU1121200A1 |
| Станок для гибки змеевиков | 1986 |
|
SU1400714A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 1973 |
|
SU426795A1 |
| УСТРОЙСТВО для ПЕРЕДАЧИ ГРУЗОВ С ОДНОГО ПОДВЕСНОГО КОНВЕЙЕРА НА ДРУГОЙ:;.. г;тьх":-/чEf^MHv; | 1967 |
|
SU190264A1 |
| Станок для прецизионной прорезки заготовок | 1978 |
|
SU747730A1 |
| Кантователь | 1976 |
|
SU599873A2 |
| Штанговый подаватель | 1983 |
|
SU1097536A1 |