1
Изобретение относится к области приборостроения.
Известна полуавтоматическая линия для изготовления печатных плат, содержащая соединенные между собой межагрегатными транспортерами устройство зачистки заготовок, размещенное на основании подвижно относительно сушила, устройство для сеточной печати, устройства для травления, смывки защитной краски ретущи и контроля. Однако известное устройство недостаточно высокопроизводительно.
Цель изобретения - повышение поризводительности работы линии.
Это достигается тем, что транспортер на участке смывки защитной краски снабжен планками с вырезами для размещения печатных плат, одна из лланок закреплена неподвижно, а вторая установлена .подвижно в жестко прикрепленных к веткам транспортера направляющих. Межагрегатный транспортер на участке между устройствами для сеточной печати и травления совмещен с устройством для ретуши и контроля. Кроме того, устройство для сеточной печати выполнено в виде двух аналогичных блоков, расположенных подвижно относительно сушила на одной ста«ине.
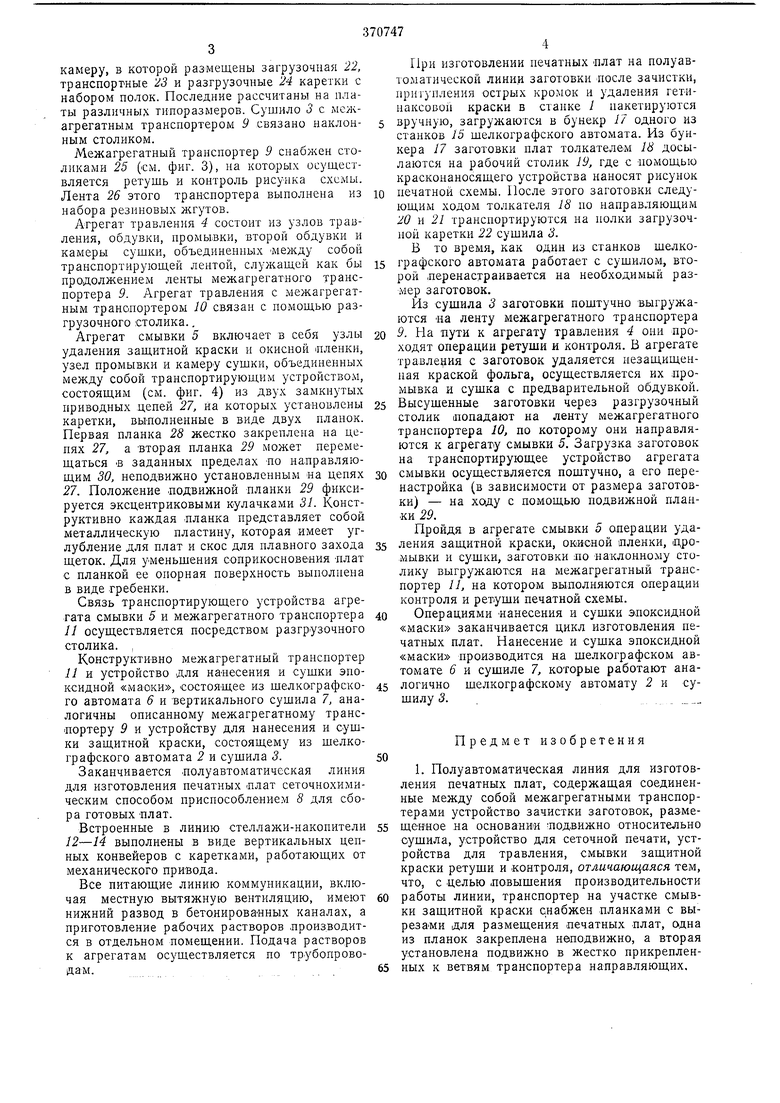
На фиг. 1 показана схема полуавтоматической линии для изготовления .печатных плат; на фиг. 2 - устройство для нанесения и сушки защитной краски и эпоксидной «маски ; на фиг. 3 - межагрегатный транспортер; на фиг. 4 - транспортирующее устройство агрегата смывки.
Полуавтоматическая линия (см. фиг. 1) состоит из станка 1 для зачистки заготовок, усгройства для нанесения и сущки защитной краски, включающего в себя щелкографский автомат 2 и вертикальное сущило 3, агрегатов травления 4 и смывки 5, устройства для нанесения и сушки защитной «маски, состоящего из шелкографского автомата 6 и вертикального сушила 7, приспособления 8 для сбора готовых плат, межагрегатных транспортеров 9-11 и подвесных стеллажей-накопителей 12-14.
Устройство для нанесения и сушки защитной краски (см. фиг. 2) состоит из щелкографского автомата 2 и вертикального сушила 3. Шелкографский автомат выполнен в виде двух независимых по управлению станков 15, смонтированных на одной станине, имеющей возможность перемещаться относительно сушила 5 по налравляющим 16, жестко за крепленных на фундаменте. Каждый станок /5 «меет загрузочный бункер 17, толкатель 18, рабочий столик 19, красконаносящий механизм и направляющие 20. Связь автомата 2 с сушилом 3 осуществляется посредством направляющих 21. Сущило 3 представляет собой
камеру, в которой размещены загрузочная 22, транспортные 23 и разгрузочные 24 каретки с набором полок. Последние рассчитаны на платы различны ;, типоразмеров. Сушило 3 с межагрегатным транспортером связано наклонным столиком.
Межагрегатный транспортер 9 снабжен столиками 25 (см. фиг. 3), иа осуществляется ретущь и контроль рисунка схемы. Лента 26 этого транспортера выполнена из набора резиновых жгутов.
Агрегат травления 4 состоит из узлов травления, обдувкп, промывки, второй обдувки и камеры сушки, объединенных между собой транспортирующей лентой, слул.ащей как бы продолжением ленты межагрегатного транспортера 9. Агрегат травления с межагрегатным транспортером 10 связан с помощью разгрузочного столика.,
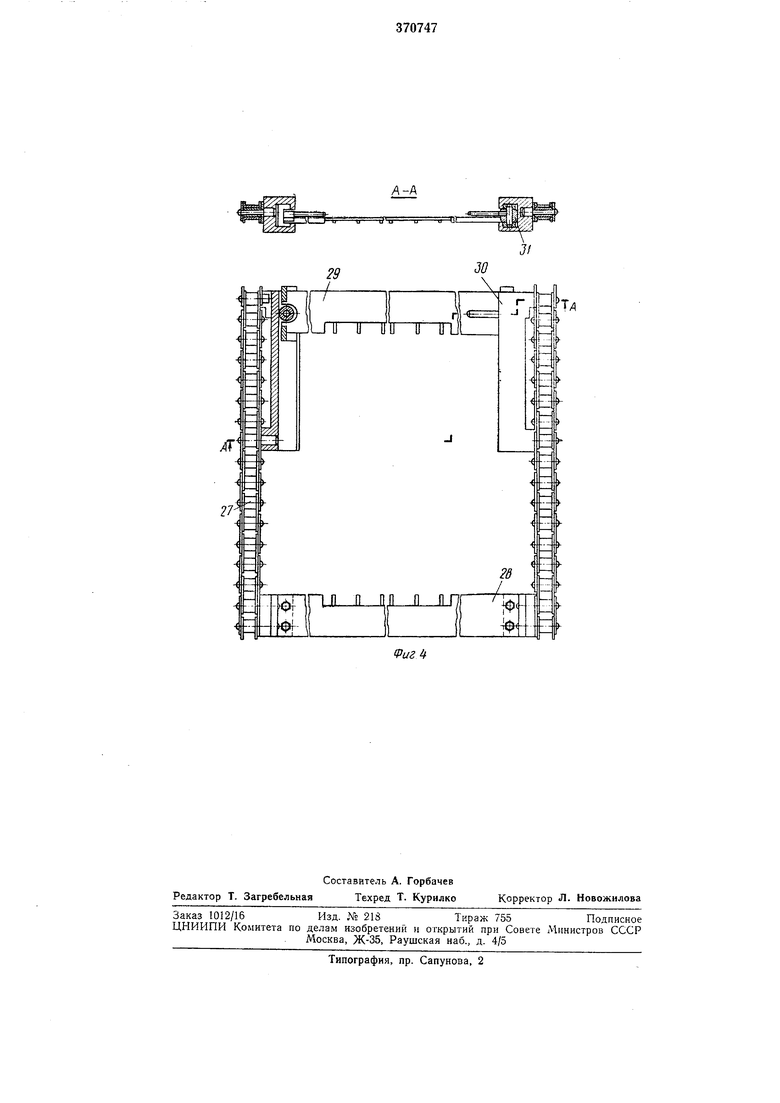
Агрегат смывки 5 включает в себя узлы удаления защитной краски и окисной лленки, узел промывки п камеру сушки, объединенных между собой транспортирующим устройством, состоящим (см. фиг. 4) из двух замкнутых приводных цепей 27, на которых установлены каретки, вылолиенные в виде двух плапок. Первая планка 28 жестко закреплена на цепях 27, а -вторая планка 29 может перемещаться В заданных пределах -по налравляющим 30, неподвижно установленным «а цепях 27. Положение подвижной планки 29 фиксируется эксцентриковыми кулачками 31. Конструктивно каждая лланка представляет собой металлическую пластину, которая имеет углубление для плат и скос для плавного захода щеток. Для уменьщения соприкосновения ллат с планкой ее опорная поверхность выполнена в виде гребенки.
Связь транспортирующего устройства агрегата смывки 5 и межагрегатного транспортера 11 осуществляется посредством разгрузочного столика. ,
Конструктивно межагрегатный транспортер 11 устройство для налесения и сущки эпоксидной «маоки, состоящее из щелкографского автомата 6 и вертикального сущила 7, аналогичны описанному межагрегатному транслортеру 9 и устройству для нанесения и сушки защитной краски, состоящему из щелкографского автомата 2 и сушила 3.
Заканчивается лолуавтоматическая линия для изготовления печатных плат сеточнохимическим способом приспособлением 8 для сбора готовых плат.
Встроенные в линию стеллажи-накопители 12-14 выполнены в виде вертикальных цепных конвейеров с каретками, работающих от механического привода.
Все питающие линию коммуникации, включая местную вытяжную вентиляцию, имеют нижний развод в бетонированных каналах, а приготовление рабочих растворов лроизводится в отдельном помещении. Подача растворов к агрегатам осуществляется по трубопроводам.
При изготовлении печатных ллат на полуавтоматической линии заготовки лосле зачистки, пригупления острых кромок и удаления гетинаксовой краски в станке i пакетируются вручную, загружаются в бунекр 17 одного из станков 15 шелкографского автомата. Из бункера 17 заготовки плат толкателем 18 досылаются на рабочий столик 19, где с ломощью красконаносящего устройства наносят рисунок
печатной схемы. После этого заготовки следующим ходом толкателя 18 по направляющим 20 п 21 транспортируются иа полки загрузочпой каретки 22 сушила 3. В то время, как один из станков щелкографского автомата работает с сушилом, второй леренастраивается на необходимый размер заготовок.
Из сушила 3 заготовки поштучно выгружаются «а ленту межагрегатного транспортера
9. На пути к агрегату травления 4 они проходят операции ретуши и контроля. В агрегате травления с заготовок удаляется иезащищенпая краской фольга, осуществляется их лромывка и сушка с предварительной обдувкой.
Высушенные заготовки через разгрузочный столик лопадают на ленту межагрегатного транспортера 10, по которому они направляются к агрегату смывки 5. Загрузка заготовок на транспортирующее устройство агрегата
смывки осуществляется поштучно, а его перенастройка (в зависимости от размера заготовки) - на ходу с помощью подвижной планки 29.
Пройдя в агрегате смывки 5 операции удаления защитной краски, окисной лленки, цромывки и сушки, заготовки ло наклонному столику выгружаются на межагрегатный транспортер 11, на котором выполняются олерации контроля и ретуши печатной схемы.
Операциями занесения и сушки эпоксидной «маски заканчивается цикл изготовления печатных плат. Нанесение и сушка эпоксидной «маски производится на шелкографском автомате в и сушиле 7, которые работают аналогично шелкографскому автомату 2 и сушилу 5. .
Предмет изобретения
1. Полуавтоматическая линия для изготовления печатных плат, содержащая соединенные между собой межагрегатными транспортерами устройство зачистки заготовок, размещеяное на основании подвижно относительно сушила, устройство для сеточной печати, устройства для травления, смыв-ки защитной краски ретуши и контроля, отличающаяся тем, что, с целью повышения производительности
работы линии, транспортер на участке смывки защитной краски снабжен планками с вырезами для размещения печатных ллат, одна из планок закреплена неподвижно, а вторая установлена подвижно в жестко прикрепленных к ветвям транспортера направляющих.
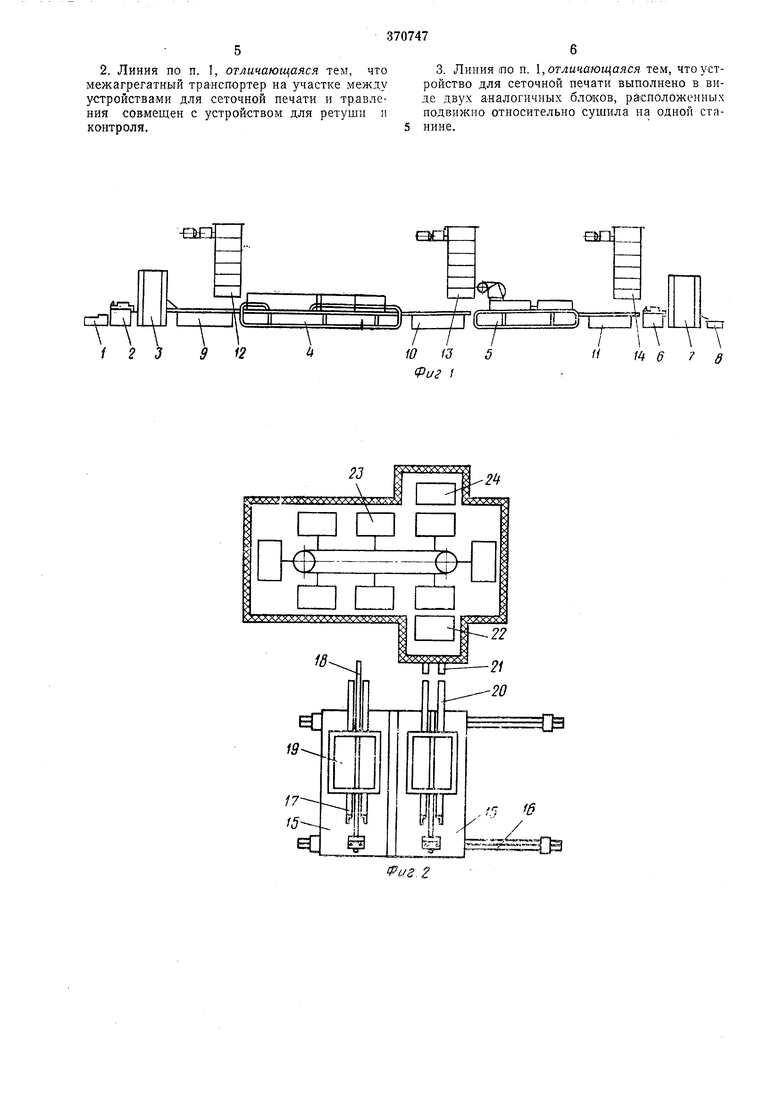
2. Линия по п. I, отличающаяся тем, что межагрегатный транспортер на участке между устройствами для сеточной печати и травления совмещен с устройством для ретуши и контроля.
3. Линия то п. , отличающаяся тем, что устройство для сеточной печати выполнено в виде двух аналогичных блоков, расположенных подвижно относительно сушила на одной станине.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕЧАТАНИЯ ТЕКСТУРНЫХ ИЗОБРАЖЕНИЙНА БУМАГАХ | 1963 |
|
SU152644A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| УСТРОЙСТВО ДЛЯ ПАКЕТИРОВАНИЯ ВЗРЫВНЫХ ПАТРОНОВ | 1966 |
|
SU185726A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО | 1965 |
|
SU169615A1 |
| Линия для изготовления печатных плат | 1979 |
|
SU947976A1 |
| Устройство для двустороннего травления плоских заготовок | 1980 |
|
SU932659A1 |
| Устройство для двухстороннего травления плоских заготовок | 1980 |
|
SU1035846A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ПРУЖИН | 1969 |
|
SU249276A1 |
| Г А •;; . .-.,Г^,,Г^''"^-^^-^^^•.^^•:::л. ^7,'^..„^'^•^'01!:..^ | 1966 |
|
SU181695A1 |

и
12
20
6
25
I
-цц- Ь .. - .-цп п п
А-Л
Т ии D и
