,;
Х(ак1Л1
1 о
о
валков осуществляется сблгокением Ораздвижением) верхних клиньев 7 и фответственно раздвижением (сближе- йием) нижних клиньев 7; установка задора между горизонтальными 4 валками- одновременным сближением или раздвижением всех клиньев 7 Использование клиньев 7 для регулировок как горизонтальных 4э так.и вертикальных 6 валков значительно упрощает конструкцию клети. Это также позволяет выполнить кассету 5 вертикальных валков более простой по форме и более жесткой. Диапазон регулировки валков при данной форме клиньев 7 возрастает, что расширяет технологические возможности клетки и сокращает парк валков. 3 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| Четырехвалковая клеть | 1989 |
|
SU1755975A1 |
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| Универсальная клеть бесстанинного типа | 1990 |
|
SU1722630A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
1
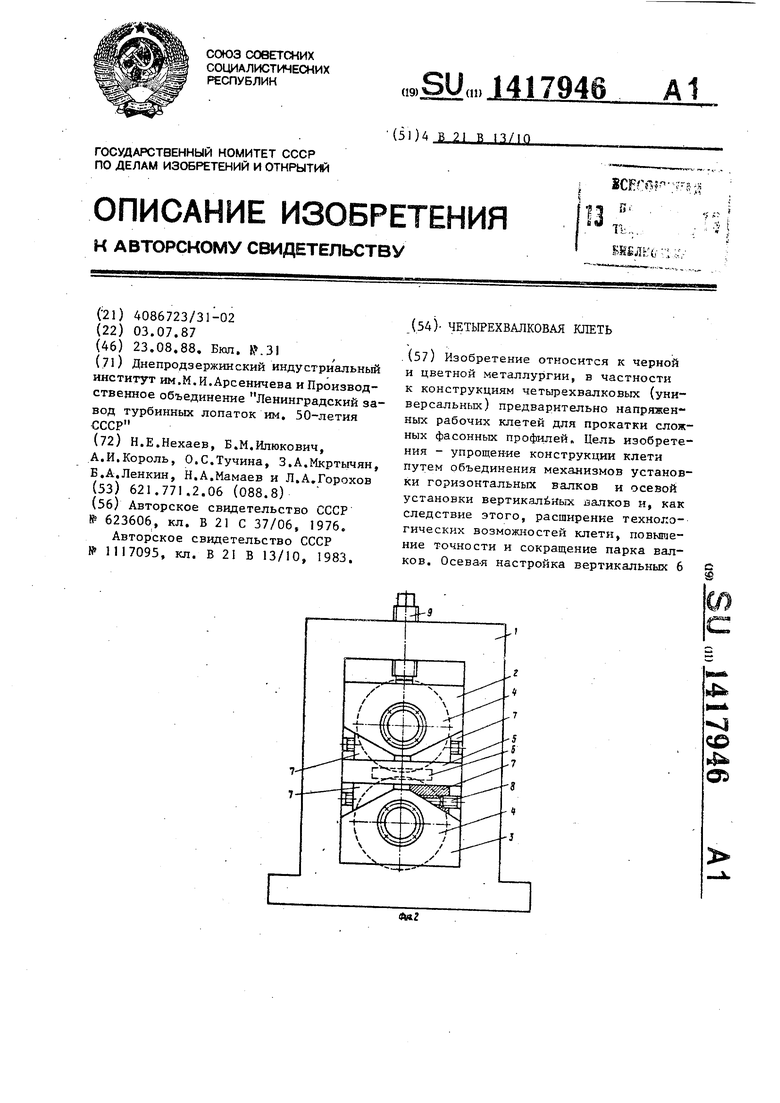
Изобретение относится к черной и цветной металлургии, в частности к .конструкциям четырехвалковых (универсальных) предварительно напряжен- ;Ных рабочих клетей для прокатки слож ных фасонных профилей, Цель изобретения - упрощение кон- .струкции клети путем объединения механизмов установки горизонтальных в.алков и осевой установки вертикаль- ных валков Hj как следствие этого, расширение технологических возможностей клети, повьшение точности и ;сокращение парка валков.
На фиг, показана четырехвалковая клеть,, вид. спередиI на фига2 - то же, вид сбоку; на фиг.З - кассета вертикального валка четырехвалковой клети, вид спередио
Предлагаемая клеть (фиг и 2) включает станины со стойками 1, верхние 2 и нижние 3 подушки с горизонтальными валками 4, кассеты 5 с вертикальными ъв-пкамк 6, клинья 7, размещенные попарно межл,у подушками 2 и 3 и кассетами 5 с. возможностью перемещения регулировочными винтами 8 Фиксадая подушек 2 и 3 и кассет 5 п высоте осуществляется нажимными винтами 9,
Клеть собирается следующим обрй- зом.
с помощью перевалочного устройств и крана (не показаны) нижний горизонтальный валок 4 в сборе с подушками 3 вводится сбоку с неприводной -стороны клети и устанавливается в окнах станин I а На каждую подушку 3 справа и слева устанавливаются клинья 7 таким образом, что торцы хвостовиков регу ливочных винтов 8 упираются во внут
0
5 0
5
ренние грани стоек 1 станин. На клинья 7 устанавливаются кассеты 5 с вертикальными валками 6, сверху снова клинья 7 и, наконец, верхний горизонтальный валок 4 в сборе с подушками 2. После сборки клети подушки 2 и ЗУ кассеты 5 и клинья 7 фиксируются по высоте нажимными винтами 9. При затяжке клиньев 7 и нажимных винтов 9 происходит предварительное напряжение элементов клети и ликвидация зазоров в соединениях.
Клеть работает следующим образом,,
Крутящий момент от двигателя через передаточные механизмы (не показаны) передается на горизонтальные валки 4. Прокатка сортового металла осуществляется в калибре, образованном горизонтальными 4 и вертикальными (неприводными) 6 валками.
Настройка клети осуществляется следующим образом.
Сближением (раздвижением) верхних клиньев 7 и соответственным раз- движением (сближением) нижних клиньев 7 производится перемещение вниз (вверх) вертикальных валков 6, т„е, таким образом осуществляется осевая регулировка вертикальных валков 6, Радиальная регулировка горизонтальных валков 4 осуществляется сближением (в случае увеличения зазора между горизонтальньми валками 4) или раздвижением (в случае уменьшения зазора)всех клиньев 7.
Расширение технологических возможностей четырехвалковой клети предлагаемой ко.нструкции позволяет в 5- 10 раз сократить парк валков, в 2-3 раза сократить число перевалок четырехвалковой клети и на 20-30% повыяji, 17946
сить точность прокатки, что обеспе- чит быстрое раскирение сортамента малотоннажньк партий сложных профилей высокой точности
Формула изобретения
м
Четырехвалковая клеть преимущественно предварительно напряженного ти- па5 включающая станины со стойкамиj верхние и нижние горизонтальные валки установленные в подушкахj нажимные и установочные механизмы горизонтальных валков5 кассеты с верти- кальными валками5 механизмы радиальной и осевой установки вертикальных валков, причем механизмы осевой установки вьшолнены в виде приводных установочных клиньев, о т л и,ч а ю щ а я с я
тем. что, с целью упрощения конструкции клети путем объединения мехаьпз- моз установки горизонтальных валков и осевой установки вертикальных валков и, как следствие этого, расширения технологических возможностей клети, повышения точностг и сокращения парка валков, установочные клиньй размещень по обе стороны кассет вертикальньк валков и взаимодействуют с своими горизонтальными поверхностямиг а наклонными поверхностями клинья взашчодействуют с соответственно выполненными поверхностями подухпек верхнего и нижнего горизонтсшьных валков, при этом
клинья вьшолнены с возможно с. TbtC ВОЗ
вратио-поступательного перемещения параллельно оси прокатки
. 2
LZZZ
9u,z.3
