I
Известны бандажироваиные прокатные валки, состоящие из оси и насаженных на нее колец.
Недостатками известных валков являются низкая износостойкость калибров и их иевзаимозаменяемость, исключающая повторное использование калибра даже пр-и незначи|тельном изменении конфигурации ручья в случае сохранения катающего радиуса валков.
С целью упрощения получения калибров сложной формы в предложенном прокатном валке каждый диск выполнен толщиной, меньшей щирины калибра, так, что конфигурация ручья кaлiибpa образовала поверхностями нескольких дисков разного диамет1ра. С целью повыщения точности прокатки и равиомерной выработки поверхности калибра бандаж выполнен из дисков с различными мехаиическими свойств а М.И.
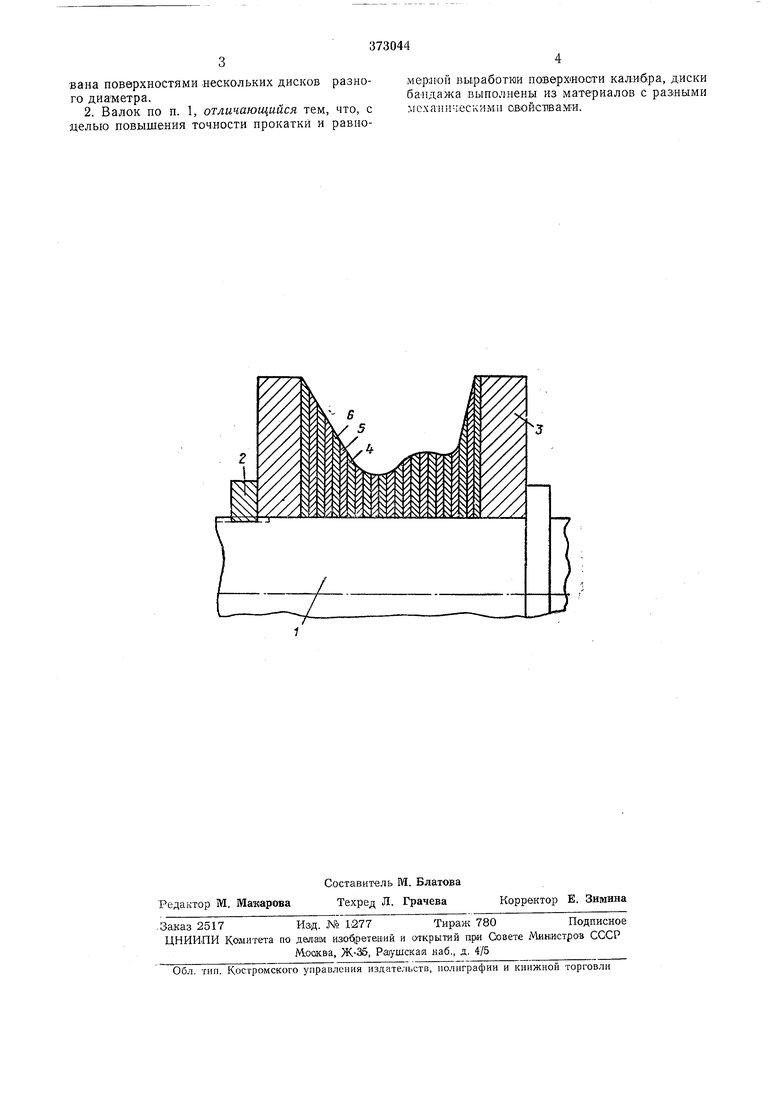
На чертеже показан предложеиньи валок.
Валок содержит ось /, гайку 2, бандаж 3, бурта и кольца (диски) 4, 5 и 6, образующие проф-иль калибра.
Подбирая необходимые диаметры колец, получают ручьи любой конфигурации и сложности. Одни и те же кольца могут быть использованы для образовая-шя калибров различной формы и размеров.
В конце работы каллбра он может быть демонтирован и восстановлен, например, следуюЩ1ИМ образом.
Кольцо 4 удаляют из набора и на его место устанавливают кольцо 5, а на место кольца 5 - кольцо 6 и т. д., а затем ручей протачивают до номинальных размеров согласно калибровке.
Основной особенностью прокатки сложных фасонных профилей является различие коэффициентов деформации по отдельным элементам кала1бра и различные условия скольжения в них, что неизбежно приводит к различной величине .износа по периметру ручья.
П р едл ожени ьп б а.н д а ж ирое ааьн ы и в а л о к предусматривает возможность сборки калибра из отдельных колец с разл нчиыми меха-ническими свойствами. Сборкой калибра из колец, имеющих различ;ную износостойкость, молшо добиться равно мерного нэнооа по пари метру, что обеспеч:И:вает cyHiecTBCHiioe продление срока службы валков п повьинает точность готового проката.
Пред М е т изобретен и я
1. Бандажированный прокатный валок, состоящий из оси и бандажа в виде ряда насажеННЫХ «а ось дисков с калибрами, отличающийся тем, что, с целью упрощения получения калибров сложной формы, каждый диск выполиен толщиной, меньщей ширины калибра, так, что конфигурация ручья калибра образована поверхностями -нескольких дисков разного диаметра.
2. Валок но п. 1, отличающийся тем, что, с целью повышения точности нрокаткй и равномерлюй выработк1И новерхиости калибра, диски ба-ндажа выполнены из материалов с разными м с х Л I и ч,ес к и мл I ово ЙСТ1В а МИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной прокатный валок | 1979 |
|
SU806180A1 |
| Прокатный валок для прокатки полок сортового проката | 1984 |
|
SU1284626A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| Валковый комплект для прокатки профилей из порошковых материалов | 1990 |
|
SU1704921A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Валковый узел для продольной прокатки | 1982 |
|
SU1024131A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Способ производства калиброванных валков | 1985 |
|
SU1308406A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |