I
Известен станок для бесцентрового токарного точения прутков, содержащий подающий механизм, камеру резания и многорезцовую головку, связанную со щлинделем. Станок «е обеспечивает необходимой производительности точения прутков нз труднообрабатываемого материала.
Предложенный станок отличается от известного тем, что в полости его шпинделя установлена трехслойная труба для подачи охлаждающей жидкости в корпус многорезцовой головки и через соответствующие разъемы в тело резцов, а в камере резания смонтированы устройство для нагрева удаляемого слоя металла и -фотоэлектрический пирометр.
Это повышает производительность точения прутков из труднообрабатываемого материала путем их нагрева до высокой температуры.
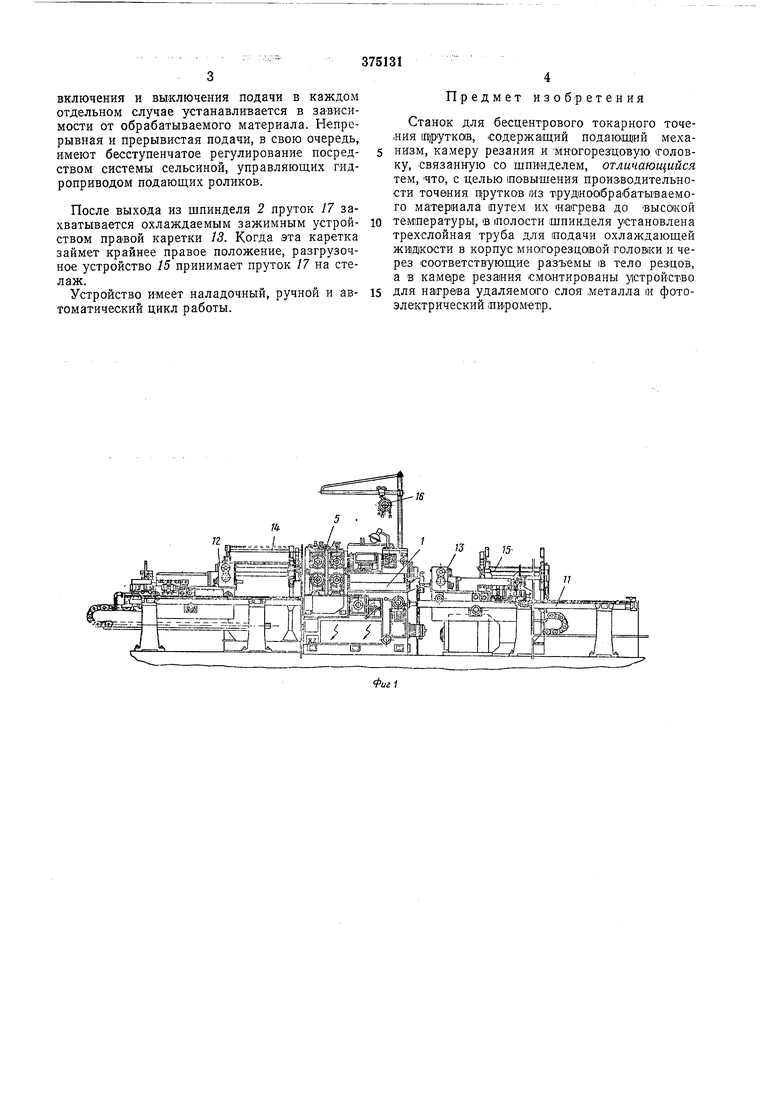
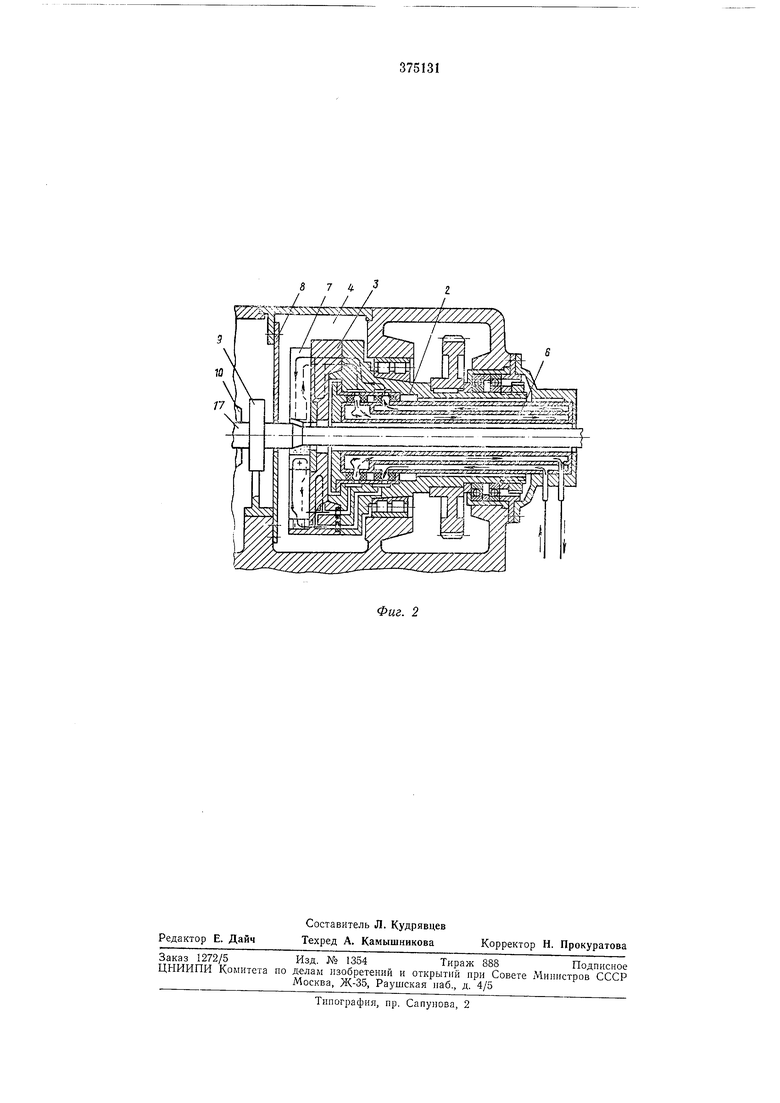
На фиг. 1 изображен станок, общий вид; на фиг. 2 - щпиндельная бабка.
На шпиндельной бабке. 1 установлена шпиндельная группа 2 (см. фиг. 2) с резцовой головкой 3 и камерой резания 4. Кроме того, на шпиндельной бабке / размещен механизм 5 подающих -роликов, коробка скоростей, обеспечивающая в сочетании с четырехскоростным электродвигателем различные числа оборотов.
В полости шпинделя 2 расположена трехслойная труба 6, через которую охлаждающая
жидкость проходит в корпус резцовой головки 3 и тело резцов 7 через соответствующие разъемы, охлаждая непосредственно режущую часть. Этим обеспечивается единое внутреннее
охлаждение шпиндельной группы 2, корпуса многорезцовой головки 3 и резцов 7.
В камере резания 4 установлены защитный экран 8, индуктор ТВЧ 9 и направляющая цанга 10. Механизм 5 подающих роликов управляется системой сельсинов, чем обеспечивается дистанционная установка бесступенчатой подачи прутка.
На .шии1ндельной бабке 1 раюпологается также пульт управления и фотопирометр.
Станок содержит станину 11, левую каретку 12, правую каретку 13, загрузочное устройство 14, разгрузочное устройство 15 и подъемник 16.
Пруток 17 подается с загрузочного устройства 14 на левую каретку 12, направляющую пруток в механизм подающих роликов, который направляет пруток в цангу 10 через кольцо индуктора ТВЧ 9 « многорезцовой головке 3. Подача прутка 17 может осуществляться в двух режимах: непрерывно и прерывисто.
Прерывистый режим введен в целях дробления стружки в зоне ее образования и имеет также регулирование частотности. Частота
включения и выключения подачи в каждом отдельном случае устанавливается в зависимости от обрабатываемого материала. Непрерывная и прерывистая подачи, в свою очередь, имеют бесступенчатое регулирование посредством системы сельсиной, управляющих гидроприводом подающих роликов.
После выхода из шпинделя 2 пруток 17 захватывается охлаждаемым зажимным устройством правой каретки 13. Когда эта каретка займет крайнее правое положение, разгрузочное устройство 15 принимает пруток 17 на стелаж.
Устройство имеет наладочный, ручной и автоматический цикл работы.
Предмет изобретения
Станок для бесцентрового токарного точе.ния 1П)руткав, содержащий подак щий ,механизм, камеру резания и многорезцовую (головку, связанную со шпинделем, отличающийся тем, ЧТО, с целью повышения произ-водительвости точения г рутков из труднообрабатываемого материала путем их «агрева до высокой
темяературы, в лолости шпинделя установлена трехслойная труба для подачи охлаждающей жидкости в корпус мнагорезцавой головки и через соответствующие разъемы IB тело резцов, а в каме|ре реза1ния смО(Нтированы у1стройсТВО
для HairpeiBa удаляемого слоя металла и фотоэлектрический (Пирометр.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| Механизм подачи к бесцентрово- ТОКАРНОМу СТАНКу | 1979 |
|
SU810380A2 |
| Способ изготовления изделий, преимущественно ступенчатых валов, и станок для его осуществления | 1990 |
|
SU1794567A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ БЕСЦЕНТРОВО-ТОКАРНЫХ | 1973 |
|
SU390864A1 |
| Устройство для автоматической подачи прутков | 1988 |
|
SU1717288A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
1 li- - 777/////А/////7//.
м
Фиг. 2
