1
Изобретение относится к станкостроению, в частности к зубозакругляющим станкам, работающим пальцевой фрезой.
Известны устройства для автоматической смены пальцевых фрез, поступаюпдих из заГ|рузочного устройства, выполнеиные IB виде перемещаемого двуплечего рыча-га.
Предлагаемое устройство отличается от известных тем, что на одном из плеч рычага расположен упор с упругим элементом, взаимодействующий с установленными в загрузочном устройстве двумя подпружиненными толкателями, связанными реечной передачей. Упругий элемент упора имеет жесткость, превышающую жесткость двух подпружиненных толкателей.
Указанные отличия позволяют обеспечить постоянный вылет фрезы в шпинделе станка при применении фрез разной длины и предотвращают поломку загрузочного устройства.
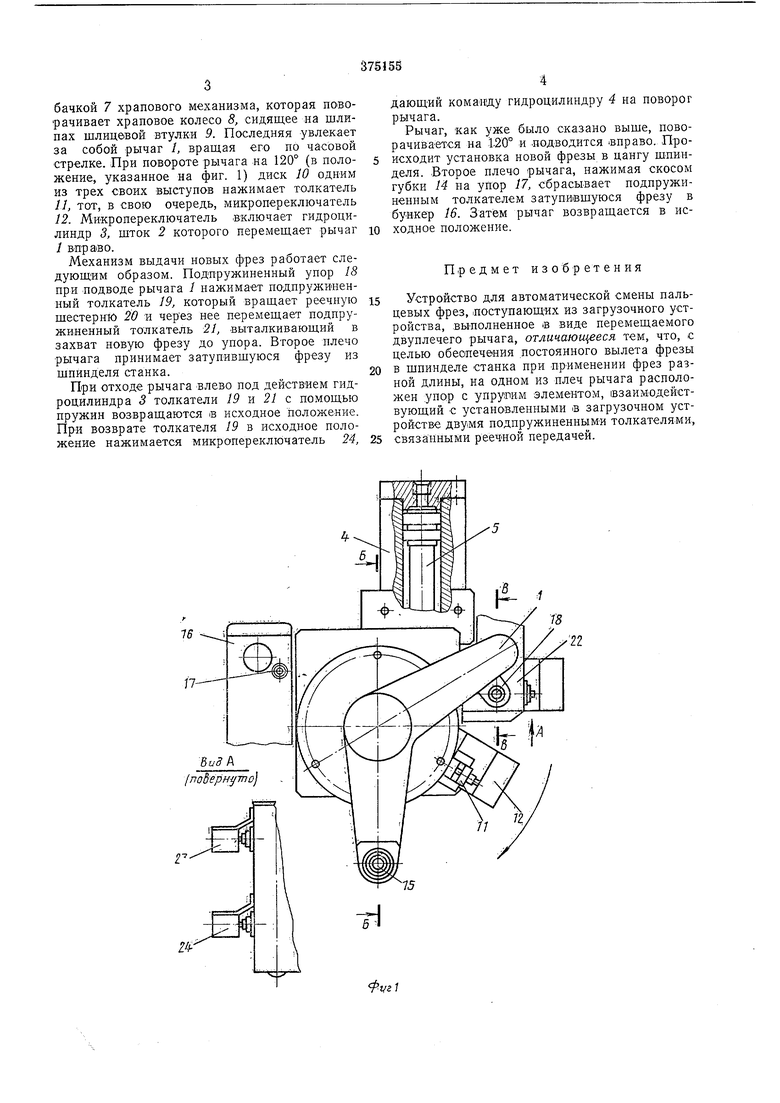
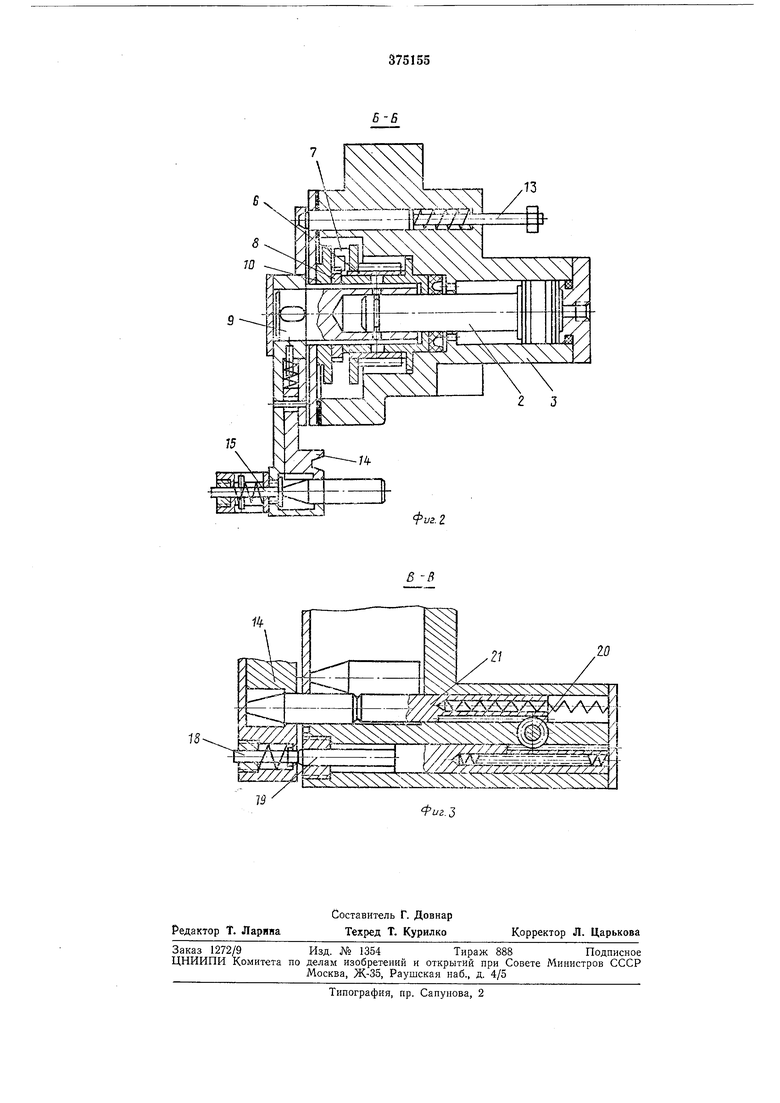
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - разрез по Б-Б на фиг. 1; на фиг. 3 - разрез по В-В на фиг. 1.
Рычаг / получает возвратно-поступательное движение через шток 2 цилиндра 3 и поворот по -часовой стрелке от цилиндра 4, шток-брейку 5, зубчатую 1пе1редачу 6, собачку храпового .механизма 7, храповик 8, шлицевую 9. Для .контроля поворота захвата / на шлицевой
втулке расположен командный диск 10, имеющий три выступа под углом 120°, которые через упор и нажимают конечный выключатель 12. Для фиксации рычага от проворота предусмотрен фиксатор 13. На рычаге / расположены две подвижные подпружиненные губки 14, из которых одна имеет торцовый лаз. На плече рычага, несущем губку 14 с торцовым пазом, расположен подпружиненный упор 15, служащий для выталкивания затупившейся пальцевой фрезы в бункер 16, на котором находится упор 17, отводящий губку 14. На втором плече рычага 1, несущем губку 14, расположен упор 18 с упругим элементом, который нажимает подпружиненный толкатель 19 и через реечную шестерню 20 сообщает возвратнопоступательное движение толкателю 21. Толкатели 19, 21 и реечная шестерня 20 расположены в загрузочном устройстве 22 для новых фрез.
Для контроля выдачи фрезы предусмотрены конечные выключатели 23 и 24. Рычаг в исходном положении выдвинут и повернут на 120° против часовой стрелки от положения, указанного на чертеже.
Предлагаемый механизм работает следующим образом. После подачи команды счетчиком циклов включается гидроцилиндр 4, который, перемещая шток- рейку 5, .вращает реечную шестерню 6 с расположенной на ней собанкой 7 храпового механизма, которая ПОВОрачивает храповое колесо 8, сидящее на шлипах шлицевой втулки 9. Последняя увлекает за собой рычаг /, вращая его по часовой стрелке. При повороте рычага на 120° (в положение, указанное на фиг. 1) диск 10 одним из трех своих выступов нажимает толкатель //, тот, в свою очередь, микропереключатель 12. Микропереключатель включает гидроцилиндр 3, щток 2 которого перемещает рычаг / в-право.
Механизм выдачи новых фрез работает следующим образом. Подпружиненный упор 18 при подводе рычага 1 нажимает подпружиненный толкатель 19, который вращает реечную щестернЮ 20 и через нее перемещает подпружиненный толкатель 2, выталкивающий в захват новую фрезу до упора. Второе плечо рычага принимает затупившуюся фрезу из шпинделя станка.
При отходе рычага влево под действием гидроцилиндра 3 толкатели 19 и 21 с помощью пружин возвращаются в исходное положение. При возврате толкателя 19 в исходное положение нажимается микропереключатель 24,
75
дающИй комавду гидроцилиндру 4 на поворог рычага.
Рычаг, как уже было сказано выше, поворачивается на 1-20° и .подводится вправо. Происходит установка новой фрезы в цангу шпинделя. Второе плечо рычага, нажимая скосом губки 14 на упор 17, сбрасывает подпружиненным толкателем затупиещуюся фрезу в бункер 16. Затем рычаг возвращается в исходное положение.
Предмет изобретения
Устройство для автоматической смены пальцевых фрез, лоступающих из загрузочного устройства, выполненное в виде перемещаемого двуплечего рычага, отличающееся тем, что, с целью обеспечения постоянного вылета фрезы в шпинделе станка при применении фрез разной длины, на одном из плеч рычага расположен ynoip с упругам элементом, 1взаим:одействующий с установленными в загрузочном устройстве двумя подпружиненными толкателями, связанными реечной передачей.
Фг/г1
7Д
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОВОРОТНЫЙ РЕЗЦЕДЕРЖАТЕЛЬ | 1973 |
|
SU373093A1 |
| БАБКА ИЗДЕЛИЯ ВНУТРИТОРЦЕШЛИФОВАЛЬНОГО СТАНКА | 1969 |
|
SU258053A1 |
| Приспособление к вертикально-фрезерному станку для обработки криволинейных поверхностей | 1983 |
|
SU1094679A1 |
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Станок для продораживания коллекторов электрических машин | 1974 |
|
SU555477A1 |
| САМОХОДНАЯ УСТАНОВКА ДЛЯ ВОЗВЕДЕНИЯ АНКЕРНОЙ КРЕПИ | 2021 |
|
RU2765002C1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
П
20
Фиг.:5
