1
Изобретение относится к металлургической Про,мы1шлен ности и может быть нспользоваио при получении проката как для обычных листовых, так и для малолпстовых рессор нериодического ирофиля.
В настоящее время получение проката без обезуглероженного слоя достигается путе1М нагрева металла в вакууме или инертной среде, снятия обезуглероженпого слоя механическим путем либо огневой зачисткой, нанесеиия на поверхность металла неред нагревом специальных покрытий.
Особенно важно отсутствие обезуглерожеиного слоя в рабочей стороне рессоры, испытывающей напряжение растяжения.
Противоиоложная сторона, испытывающая папряжения сжатия, и боковые грани являются нерабочими, поэтому наличие обезуглероженного слоя «а этих иоверхностях не оказывает существенного влияния на срок службы рессор.
Предложенный способ прокатки рессорной заготовки отличается от известного тем, что заготовку разрезают по крайней мере в одном нропуске режущим инструментом, наиример ножом, осуществляя при этом разрыв поверхностного обезуглероженного слоя и вскрытие внутренних необезуглероженных слоев заготовки.
Это обеспечивает отсутствие обезуглероженного слоя на рабочей поверхности рессорной
2
полосы после развертывания п ирокатки ио.юсы в последующих калибрах.
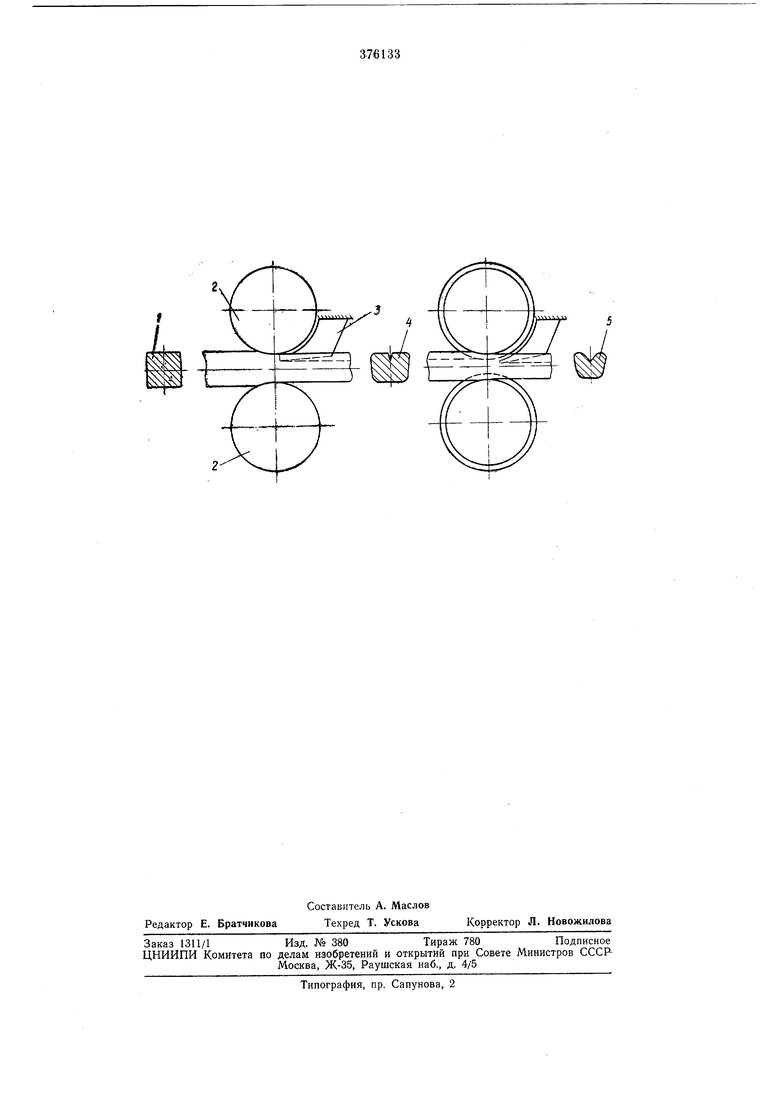
Оиисываемый способ поясняется чертежом.
Заготовка /, нагретая до темпера гуры прокаткн, поступает в клеть прокатного стана п на выходе из валков 2 разрезается споцнальиы.м иожом 3. При входе в iiOBiiifi ка.шбр сечения 4 происходит разиертыпанпе разреза в калибре 5, а при иеобходгсмостп п дгмьнепшее разрезание и вскрытие виу -ренних с.юев металла ири выходе из валков п г. д. до поллчения рабочей поверхности рессорной полосы, свободной от обезуглерожеппого слоя. В чистовом калибре полоса прокатывается до riicбуемьтх размеров.
П р е д м е т изобретения
Способ прокатки рессорной заготовки для изготовления, наиример, листовых и малолистовых рессор, включающий иродольиую разрезку нагретой затотовки в«е «алибра с последующим, ее развертываннем и прокаткой в калибрах до готового профиля, отличаюч.ийся тем, что, с целью получеипя поверхности проката без обезуглерожеииого слоя, заготовку разрезают по крайней мере в одном пропуске режущим инструменто.м, например иожом, осуществляя, при этом разрыв поверхностного обезуглероженного слоя и вскрытпе виутрениих иеобезуглероженных слоев 3aroTOBi.:ii.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ, ПРЕИМУЩЕСТВЕННО МАЛОЛИСТОВЫХ РЕССОР, И СПОСОБ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212972C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ПОЛОС ПОСТОЯННОЙ ШИРИНЫ И ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНЫ | 2003 |
|
RU2239510C1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЗАГОТОВКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2005 |
|
RU2299103C1 |
| СПОСОБ ПРОКАТКИ С СОЗДАНИЕМ ЗАДАННОГО НАПРЯЖЕННОГО СОСТОЯНИЯ ПО СЕЧЕНИЮ ЗАГОТОВКИ И ЗАГОТОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2311974C2 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ЗАГОТОВОК ПОСТОЯННОЙ ШИРИНЫ С ЭЛЕМЕНТАМИ ПЕРЕМЕННОЙ И ПОСТОЯННОЙ ТОЛЩИНЫ | 2012 |
|
RU2501622C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ЛЕГИРОВАННОЙ ПРУЖИННОЙ СТАЛИ | 2005 |
|
RU2296017C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2043793C1 |
| Способ горячей прокатки металлов и сплавов | 1991 |
|
SU1801631A1 |