1
Известны прокатные многовалковые станы, содержащие станину, верхнюю и нижнюю кассеты с размещенными в них комплектами валков, соединенные шарнирно с одной сторопы и связанные механизмом установки валков с другой стороны. Однако для этих станов характерно влияние на точность прокатки перекоса шпиндельных соединений валков с приводом и отсутствие механизмов регулирования параллельности установки валков. Кроме того, разведение кассет с валками при забуривании полосы в этих станах осложнено необходимостью отсоединения шпиндельных устройств.
Предложенный прокатный стан отличается тем, что оси вращения обеих кассет выполнены в виде установленных в станине полых гильз, по меньшей мере одна из опор которых снабжена механизмом регулирования ее положения в двух взаимно перпендикулярных плоскостях, а в гильзах сооспо с ними размещены соединенные с редукторами приводов трансмиссионные валы, передающие вращение валкам через шестеренные коробки, которые укреплены на кассетах и ведущие шестерни которых посажены на щейках трансмиссионных валов.
Механизм установки валков предложенного стапа выполнен в виде двухэксцентрикового вала, связанного шатунами с кассетами.
эксцентриситеты каждого эксцентрика не равны по величине и направлены в противоположные стороны. Такая конструкция прокатного стана позволяет регулировать параллельность рабочих валков, что способствует улучшению качества поверхности полосы, исключает влияние перекоса шпинделей на точность прокатываемой полосы, уменьшает возможность забуривания полосы. В случае забуривания полосы и необходимости открытия валков верхняя кассета может быть откинута поворотом на 180° относительно оси - гильзы без отсоединения шпинделей. Механизм установки
валков обеспечивает равномерное изменение раствора рабочих валков в диапазоне прокатываемых толщин и его ускоренное изменение вне этого диапазона с преимущественным перемещением верхней кассеты.
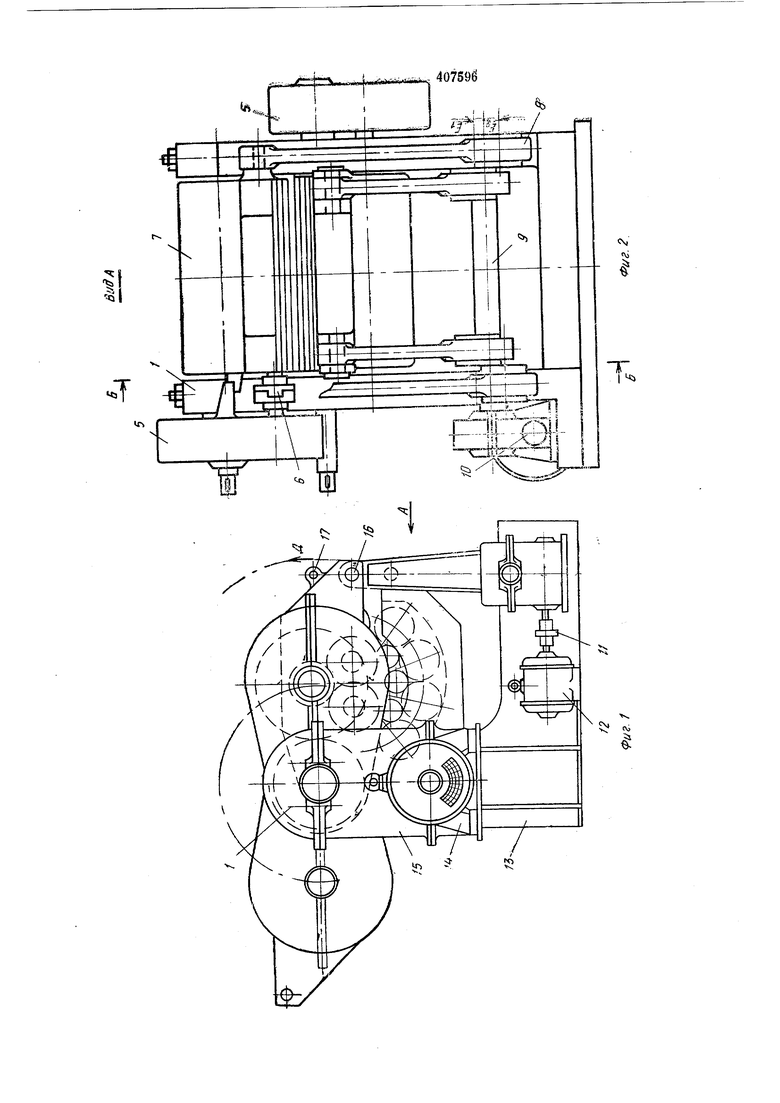
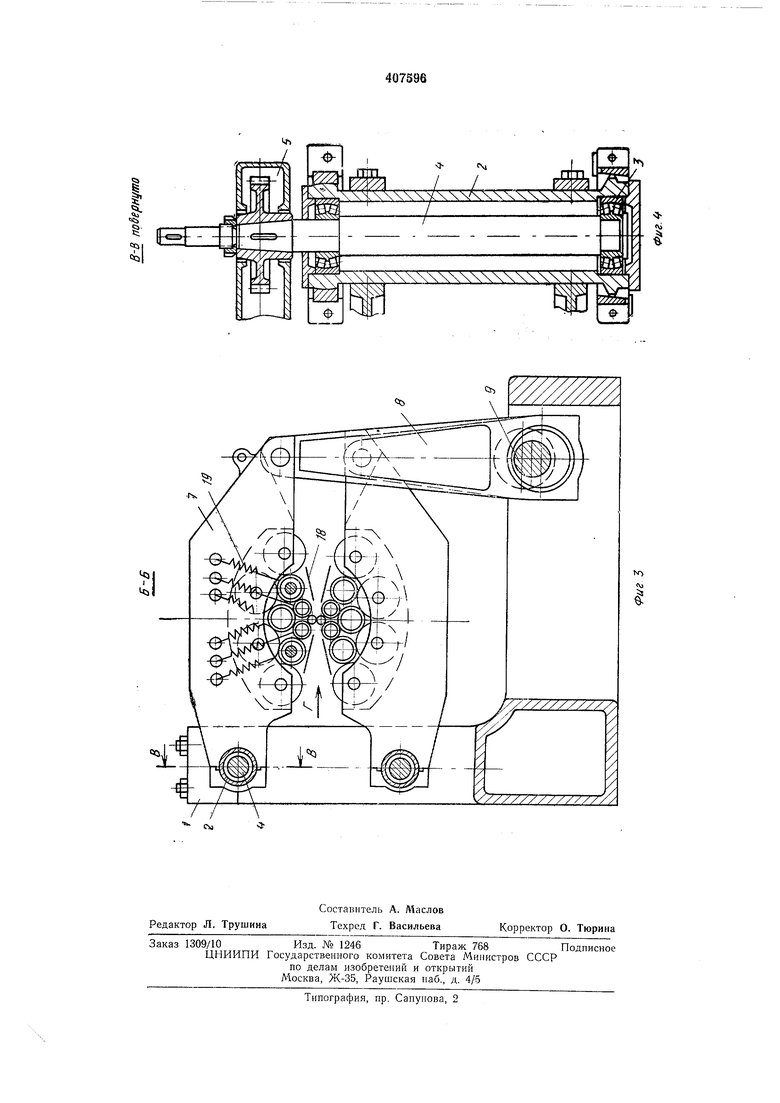
На фиг. 1 изображен описываемый стан, общий вид; на фиг. 2 - то же, вид по стрелке А на фиг. 1; на фиг. 3 - то же, разрез по Б-Б на фиг. 2; па фиг. 4 - то же, разрез по В-В па фиг. 3.
В L-образпых станинах 1, скрепленных поперечными траверзами, закреплены гильзы 2, в которых на подшипниках 3 установлены трансмиссионные валы 4, на конусных шейках которых посажены ведущие шестерни
шестеренных коробок 5. Одна коробка распоЛоЖейй с левой стороны станийы, а другая с правой. Концы валов, выходящих с шестеренных коробок при помощи муфт 6 или коротких шарнирных шпинделей, соединены со вторыми опорными валками стана. Подшипники крайних опорных валков находятся в расточках, выполненных в кассетах 7. Остальные опорные и рабочий валок подвешены к раме и прижаты пружинами друг к другу. Валки в нижней кассете свободно уложены один на другой. Кассеты 7 одним концом шарнирно соединены с гильзами 2, а другим - с шатунами 8 механизма установки валков. Шестеренные коробки 5 прикреплены к приливам на кассетах 7 при помощи болтов и гаек. Шатуны механизма установки валков посажены на эксцентричные шейки вала 9, на оси которого посажена шестерня червячного редуктора 10, быстроходный вал которого при помощи муфты 11 соединен с электродвигателем 12. Эксцентриситет EI эксцентрика, на котором посажен шатун нижней кассеты, меньше эксцентриситета 2 эксцентрика, на котором посажен шатун верхней кассеты. Рядом со станом, на одном фундаменте с ним, установлена рама 13, на которой установлен электродвигатель 14, соединенный с комбинированным редуктором 15, выходные валы которого соединены с трансмиссионными валами 4. Шатуны механизма установки валков соединены с кассетами при помощи валиков 16. На кассете верхних валков выполнено захватное кольцо 17. Проводки 18 смонтированы на кассетах 7. Опорные и рабочие валки прижаты к крайним опорным валкам пружинами 19. Одна из опор гильзы - оси верхней кассеты выполнена с механизмом регулирования ее положения в двух взаимно перпендикулярнь1х плоскостях, например, при помощи клиньев. Стан работает следующим образом. Электродвигатель 14 через редуктор 15, трансмиссионные валы 4 и шестеренные коробки 5 передает вращение двум вторым опорным валкам. Вращение других опорных валков и рабочего валка производится за счет сил трения между ними. После этого, включением электродвигателя 12 рабочие валки устанавливают на нужный размер. В валки стана через нроводки подается прокатываемый металл в направлении по стрелке Г, производится его прокатка. В случае обрыва и забуривания лолосы в проводках валки стана двигателем 12 разводятся и забурившаяся полоса легко удаляется из проводок. В случае приваривания забурившейся полосы к проводке рама с верхними валками может быть йткййута в положений, пбказайное на фиг. 1 тонкими линиями. Для того, чтобы откинуть раму в это положение, достаточно выбить два валика 16 и, захватив раму краном за кольцо 17, повернуть ее по стрелке Д. . Описываемая конструкция стана значительно сокращает случаи забуривания полосы в проводке, уменьшает осевые усилия, нагрев валков и повышает их стойкость, а также уменьшает время простоя стана при перевалках валков. Кроме того, повышается качество поверхности полосы за счет исключения поперечного проскальзывания по ней валков. Описываемый стан может быть применен для 2-х и 4-х валковых станов, работающих на скоростях прокатки выше 15 м/сек, при которой неравномерность вращения валков, возникающая за счет перекосов шарнирных шпинделей, начинает оказывать влияние и приводит к забуриванию полосы, а также для станов, предназначенных для прокатки периодических профилей. Предмет изобретения Прокатный стан преимущественно для прокатки тонкой полосы, содержащий станину, верхнюю и нижнюю кассеты с размещенными в них комплектами валков, шарнирно соединенные с одной стороны со станиной и связанные между собой с другой стороны эксцентриковым механизмом установки валков, отличающийся тем, что, с целью обеспечения возможности регулирования параллельности установки валков, разъема кассет без отсоединения валков, от привода, тонкого регулирования раствора валков одновременным перемещением кассет в диапазоне толщин прокатываемых полос и их ускоренного, преимущественно для верхней кассеты, перемещения вне этого диапазона, оси вращения обеих кассет выполнены в виде раздельно установленных в станине гильз, по меньшей мере одна из опор которых снабжена механизмом регулирования ее положения в двух взаимно перпендикулярных плоскостях, а в гильзах соосно с ними размещены соединенные с приводом трансмиссионные валы, на шейки которых посажены ведущие шестерни шестеренных коробок, которые укренлены на кассетах и связаны выходными валами с приводными валками стана, а механизм установки валков выполнен в виде двухэксцентрикового вала, связанного шатунами с кассетами, эксцентриситеты которого различны по величине и направлены в противоположные стороны.
40759ё kh ,к. / ч ч iM .,.„,. . RH 
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198043C1 |
| Прокатная клеть | 1979 |
|
SU804017A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Прокатный стан | 1983 |
|
SU1091956A1 |
| Прокатная клеть | 1981 |
|
SU1003947A1 |
| Прокатная клеть | 1973 |
|
SU480458A1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2077966C1 |
NO
nj I
