1
Изобр етение отно1сит€я IK тех1Ноло1Г1Ической оснастке для холодной листовой штамповки и может быть использовано в машиностроении и лриборостроении.
Известны шталгаы для последовательной вырубки деталей с открытым пазом на передней по направлению перемещения полосы стороне, содержащие направляющие для полосы, и упор, взакмодействующий с лереддей и задней кромками отверстия, полученно-го после вырубки детали. Однако при вырубке на известном штампе получаются больщ.ие отходы.
В предложенном щтампе, с целью уменьшения отходов и (получения точных по ширине деталей при автоматической подаче, упор снабжен фиксаторов полосы по пазу, выполненным в виде выступа, одна из боковых поверхностей которого наклонена к направлению перемещения полосы, и угол наклона находится в пределах 10-40°С.
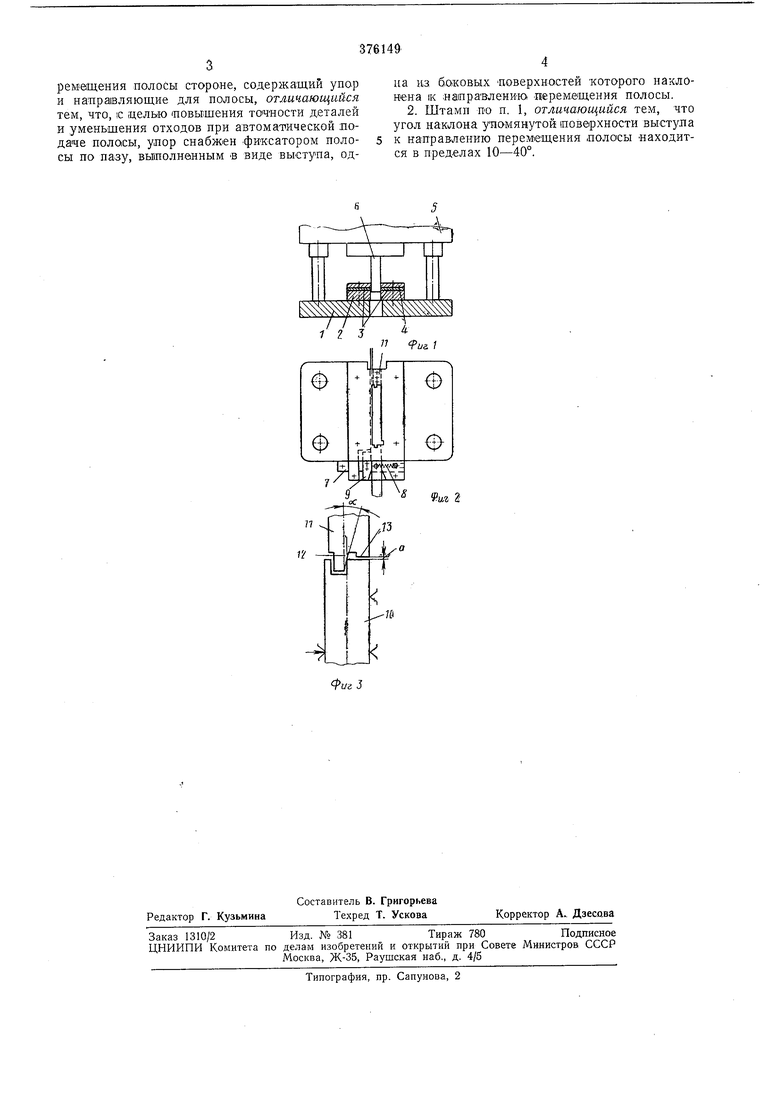
На фиг. 1 изображен описываемый щтамп, продольный разрез; на фит. 2 - нижняя часть штампа, вид сверху; на фиг. 3 - упор с фиксатором в виде вЫСтупа, вид сверху.
На нижней плите 1 штампа размещена матрица 2, направляющие планки 3 и съемник 4. На верхней плите 5 смонтирован пуаисоя 6. В пазу на1пра вляющих планок установлен прижим 7, подпружиненный пружиной 8. Прнжим жестко скреплен с прижимной и ланкой 9 и
может перемещаться перпендикулярно направлению перемещения полосы 10. К съемнику прикреплен упор 11 с фиксатором в виде выступа с наклонной боковой поверхностью 12. Упор также имеет поверхность 13, перпендикулярную направлению перемещения полосы 10.
Наклон боковой поверхности выступа упора II Обеспечивает повышенную точность детали
по ширине. Односторонний отход составляет, примерно, 0,8 толщины материала полосы 10. Зазор а выбирается в пределах 0,2-0,8 допуска на длину детали. Штамп работает следующим образом. При
подаче полосы 10 вырубается контур передней кромки детали с открытым пазом, с поверхностью которого взаимодействует упор 11 наклонной поверхностью выступа, и поджимает полосу к неподвижной направляющей планке 3. Нрижимная планка 9 обеспечивает дополнительное поджатие полосы к неподвижной направляющей планке. При опускании верхней плиты 5 пуансон 6 вырубает деталь.
25
Предмет изобретения
1. Штамп для вырубки из полосового материала, треимуществанно деталей с откры30 тым пазом на передней по направлению перемвщения полосы стороне, содержащий упо.р и направляющие для полосы, отличающийся тем, что, 1C целью повы:шения точности деталей и уменьшения отходов при автоматической подаче полосы, упор снабжен фиксатором полосы по пазу, выполненным В виде выступа, одна из боковых Поверхностей которого наклонена 1К «аеравлению, леремещения полосы.
2. Штамп по п. 1, отличающийся тем, что угол наклона упомянутой поверхности выступа к направлению перемещения .полосы «аходится в пределах 10-40°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки круглых деталей | 1986 |
|
SU1433565A1 |
| Штамп для отрезки заготовок от полосы | 1982 |
|
SU1031584A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Штамп-автомат для многорядной последовательной вырубки правильных шестиугольных пластин из листового металла | 1980 |
|
SU984573A1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ МНОГОРЯДНОЙ ВЫРУБКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208494C2 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ МНОГОРЯДНОЙ ВЫРУБКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304481C2 |
| ВЫРУБНОЙ ШТАМП | 1972 |
|
SU332894A1 |
| Штамп для безотходной штамповки пластин трансформатора из полосы | 1976 |
|
SU648306A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для вырубки деталей из поло-СОВОгО МАТЕРиАлА | 1979 |
|
SU829263A1 |
Г
iTrn I
77 5
