1
Изобретение отнО:Сится к изготовлению фрез в инструм-ентальном производстве.
Известные способы обработии черв-ячных фрез состоят из приемов образования шага и затылования;, при этом шаг зуба фо:рмируется только во время рабочего, хода.
Цель изобретения - повысить производительность образования шага червячно-й ф:резы.
Достигается она тем, что инструмент, установленный на затыловочном станке, непрерывно подают вдоль оси фрезы и в момент, равный половине ее шага, ему дополнительно, исходя из параметров фрезы: шага t, числа зубьев Z и в-еличищы затылка К, сообша.ют движение с ам-плитудой затылования, рав-ной
разворачивая его при этом под углом к перпендикуляру оси фрезы, равным arctg,
а затем В момент, равный шагу фрезы-, это движение сообш,ают в налравлении, обратном нервоначальнОМу, для вывода инструмента из канавки фрезы и прерывавня подачи вдоль ее оси.
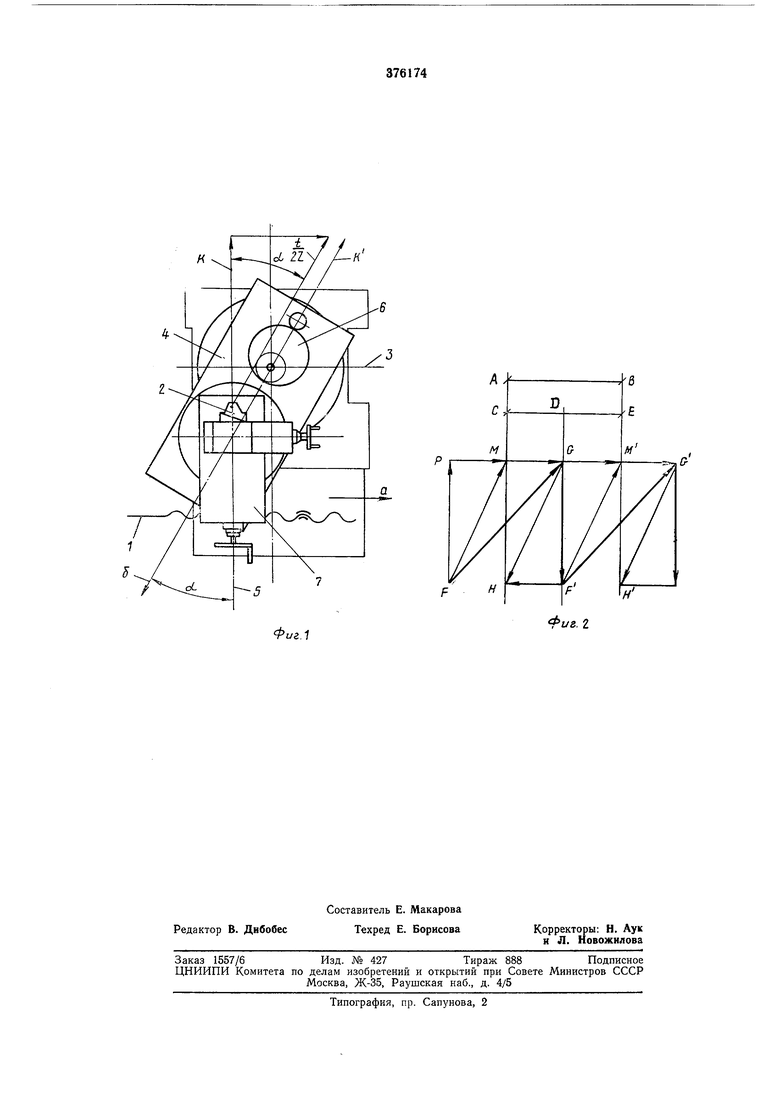
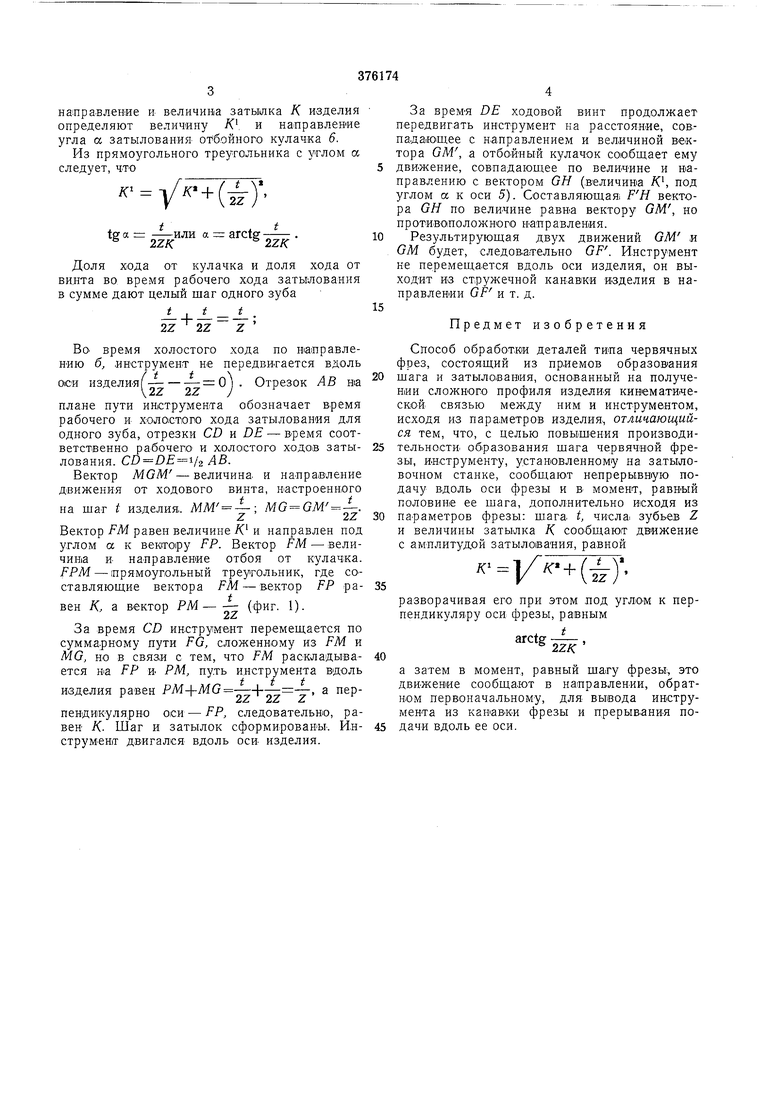
На фиг. 1 дана схема осуществления способа; на фиг. 2 - план пути инструмента во времени.
Непрерывно враш,аюшиЙ1Ся и застроенный н:а шаг t обрабаты в.аемого изделия- ходовой ВИ.нт / передвигает инструмент 2 вдоль оси
3изделия В на-правлении стрелки а. Отбойная плита 4 установлена под углом а к перпендикулярной оси 5. Отбойный кулачок 6 имеет подъем ра1бочей кривой, который обеспечивает его отбой (ра-бочИЙ ход затылования) ва вел.ичину К. под углом а к оси 5.
Механизм 7 поперечной подачи и креплевия инструмента 2 установлен на отбойной плите
4перпендикулярно оси 3 изделия. В связи с тем, что время рабочего- хода равно времени холостого хода затыловаиня, а ходовой
винт / настроен на шаг обрабатываемого изделия и врашается непрерывно, ин1струмент от ходового Винта за время ра.бочего хода затылования, продвигается вдоль оси издеt
, где Z -
ЛИЯ на величину шага, равную2Z
число зубьев изделия на одном его витке. Для формирования целого шага зуба, равного - , к полученной величине шага во время рабочего хода, затылования добавляется доля шага, равная , от отбойного
f
кулачка, который в это же самое время должен образовать затылок /С изделия. Направtление и величина доли шага -- кулачка и
направление и величина затылка К изделия определяют величину /С, и направление угла а затылования отбойного кулачка 6.
Из прямоугольного треугольника с углом а следует, что
„1 /,.. , f t
- + (
2Z
te а или а arctg.
2ZA: 2Z/C
Доля хода от кулачка и доля хода от винта во время рабочего хода затылования в сумме дают целый шаг одного зуба
J--uA 2Z 2Z Z
ВО время холостого хода по направлению б, инструмент не передвигается вдоль
оси изделИя(. Отрезок АВ ва
плане пути инструмента обозначает время рабочего и холостого хода затылования для одного зуба, отрезки CD и DE - в-ремя соответственно рабочего и холостого ходов затылования. .
Вектор MGM - величина, и направление движения от ходового винта, настроенного
на щаг t изделия,. ММ --; MG GM -.
Alf-i
Вектор FM равен величине К и направлен под углом а к вектору FP. Вектор FM - величин1а и направление отбоя от кулачка. FPM - прямоугольный треугольник, где составляющие вектора FM - вектор FP равен К,, а вектор РМ(фиг. 1).
i
За время CD инструмент перемещается по суммарному пути fG, сложенному из FM. и MG, но в связи с тем, что FM раскладывается Hia FP и РМ., путь инструмента вдоль
изделия равен PM+MG , а ijLt
пендикулярно оси - FP, следовательно, равен К. Шаг и затылок сформированы. Ийструмент двигался вдоль оси изделия.
За времЯ DE ходовой винт продолжает передвигать инструмент на расстояние, совпадающее с направлением и величиной вектора GM, а отбойный кулачок сообщает ему
движение, совпадающее по величине и направлению с вектором GH (величина /(, под углом а к оси 5). Составляющая; FH вектора GH по величине равва вектору GM, но п р ОТИВО1ПО лож но го нап р а в л е ни я.
Результирующая двух движений GM и GM будет, следов.ательно GF. Инструмент не перемещается вдоль оси изделия, он выходит из стружечной канавки изделия в направлении GF и т. д.
Предмет изобретения
Способ обработки деталей типа червячных фрез, состоящий из приемов образования щага и затылования, основанный на получении сложного профиля изделия кинематической связью между ним и инструментом, исходя и-з параметров изделия отличающийся тем, что, с целью повыщения производительности, образования шага червячной фрезы, инструменту, установленному на затыловочном станке, сообщают непрерывную подачу вдоль оси фрезы и в момент, равный половине ее шага, дополнительно исходя из параметров фрезы: шага t, числа, зубьев Z и величины затылка /С сообщают движение с амплитудой затылования, равной
()разворачивая его при этом под углом к перпендикуляру оси фрезы, равным
а затем в момент, равный шагу фрезы, это движение сообщают в направлении, обратном первоначальному, для вывода инструмента из каваВКи фрезы и прерыв,ания подачи вдоль ее оси.
К
V
Фиг.1
(
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для затылования инструмента | 1979 |
|
SU869978A1 |
| Радиально-затылованная фреза | 1982 |
|
SU1024190A1 |
| Способ затылования нелинейчатых червячных фрез | 1976 |
|
SU697302A1 |
| СПОСОБ ЗАТЫЛОВАНИЯ ФРЕЗ | 1968 |
|
SU206975A1 |
| Устройство для затылования | 1984 |
|
SU1199458A2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ОТЕКА I | 1972 |
|
SU331845A1 |
| Шлифовально-затыловочный полуавтомат для цилиндрических фрез | 1987 |
|
SU1442375A1 |
| Механизм отбоя суппорта токарно-затыловочного станка | 1990 |
|
SU1773567A1 |