1
Изобретение относится к области металлообработки я может быть использовано на то.ка,рных лолуаатаматах и автоматах.
Известны токарные полуавтоматы, содержащие механизм отвода резца, вмонтированный непосредственно .в станок. Известны также рез1цеде|ржатели, имеющие копир для подналадки резщОВ по мере извос-а.
В некоторых конструкциях резцедержателей, подналадки резцов, может осущеСлвляться и пх отвод от обра:ботанпой поверхности. Для подпаладки и отвода резцов IB них И|Спользуются два различных элемента с самостоятельными гариводами. Разделение функций подналадки .и отвода резцов между различными упра1вляющ|Ими элементами приводит к увеличению числа стыков и, как следствие, к уменьшению жесткости конструкции и точности обработии.
Цель изобретения - сокращение числа управляющих элементов и .повышение точности обработки.
iB иредла1гаемом резцедержателе копир снабжен вторым рабочим участком для отвода резцов от обра-ботанной поверхности. Итак, (пологий) участок копира служит для родналадки резцов по мере из нос а, а другой, с резким спадом профиля, - для отвода резцов от обработанной поверхности.
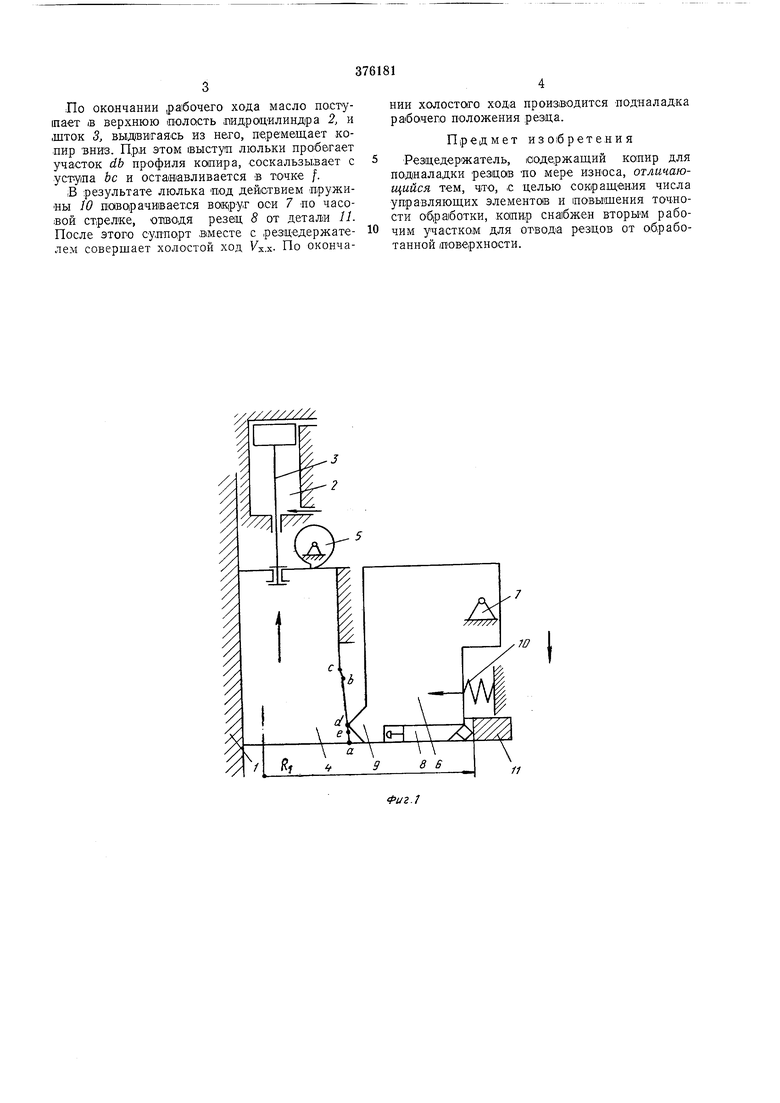
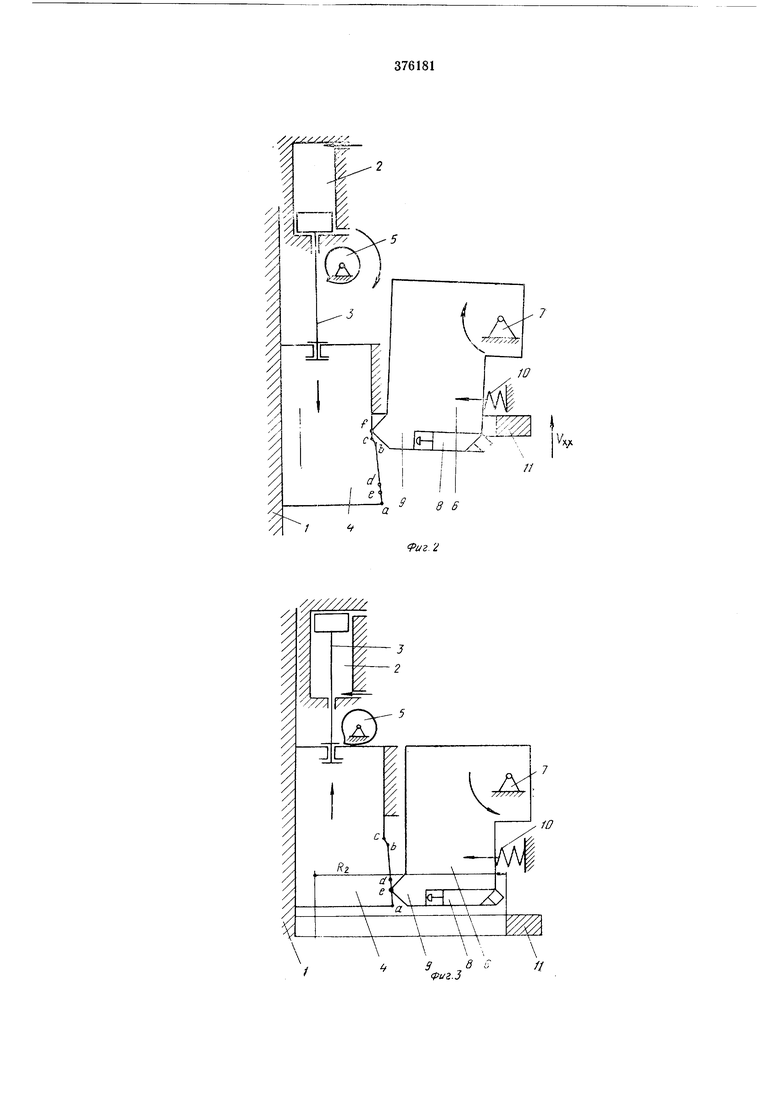
На фиг. 1 показан описываемый резцедержатель в процессе обработки (резец .в pai6oчем положении); на фиг. 2 - то же, по окончании рабочего хода сугапорта (резец отведен от обработанной поверхности); на фиг. 3 то же, по окончании обратного хода суппорта (резец установлен е результате подналадки).
iB корпусе ./ резцедержателя установлен гидроцилиндр 2, щток 3 которого В процессе
обработки поджимает копи;р-4 к кулачку 5. Таким образом, положение копира при обработке задается углом поворота кулачка. В свою очередь положение копира определяет угол поворота люльки 6 вокруг оси 7, а следовательно, и положение верщины резца 8, который жестко закреплен ;в люльке.
Выступ 9 люльки постоянно поджимается к рабочей поверхности копира пружиной 10, а .в процессе обработки -также силами резания.
Рабоч1ИЙ цикл резцедержателя следующий. В положении, когда копир 4 поджат к кулачку 5, резцедержатель вместе с суппортом совершает движение подачи, и резец 8, установленный в рабочее положение, осуществляет резание. При этом выступ 9 контактирует с участком аЬ профиля копира 4, .например, в точке d(e), и вершина резца 8 находится на ра1сстоянии Ri(R2) от оси шпинделя.
:По околчании рабочего хода масло постуиает iB верхнюю полость пидроцйлиндра 2, и ,шток 3, выдвигаясь из него, перемещает копир вниз. При этом 1выступ люльки пробегает участок db профиля копира, соскальзывает с устула Ъс и остаиавливается в точке /.
(В результате люлька иод действием гаружи«ы 10 поворачивается BoiKipyr оси 7 ло часовой стрелке, от1водя 5 от детали П. После этого суппорт вместе с резцедержателем совершает холостой ход УХ.Х. По окончаНИИ холостого хода проиЗ|ВОДится подналадка (чего положения резца.
Предмет изобретения
Резцедержатель, содержащий для подналадки резцов по мере износа, отличающийся тем, что, с целью сокращения числа угсравляющих элементов и повышения точности обработки, котир снабжен вторым рабочим участком для отвода резцов от обработанной (Поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Устройство для обработки внутренних поверхностей | 1991 |
|
SU1808486A1 |
| Резцовая головка для многопроходной обработки внутренних поверхностей | 1975 |
|
SU588069A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА И ФАСОННЫЙ РЕЗЕЦ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1999 |
|
RU2152848C1 |
| Токарно-копировальный станок | 1986 |
|
SU1428573A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| УСТРОЙСТВО ДЛЯ ОТВОДА РЕЗЦА | 1971 |
|
SU301227A1 |
| Устройство для копирной расточки фасонных отверстий | 1984 |
|
SU1240515A1 |
К
г
11
-2
/.
:/
рт:
;7;-y/7-/
W
vx/
//
