1
Известны прессы экструзионные для .производства многопустотных древесностружечных плит, состоящие из дозирующего механизма с загрузочными каналами, пуансояа с размещенными в нем соосно пустотообразователями и нагревательных плит, образующих с последними формующий канал пресса.
iC целью получения многопустотных плит и заполнения продольных каналов (нустот) наполнителем одновременно с прессованием плиты в предлагаемом прессе пустотообразователи выполнены полыми с рубашками обогрева.
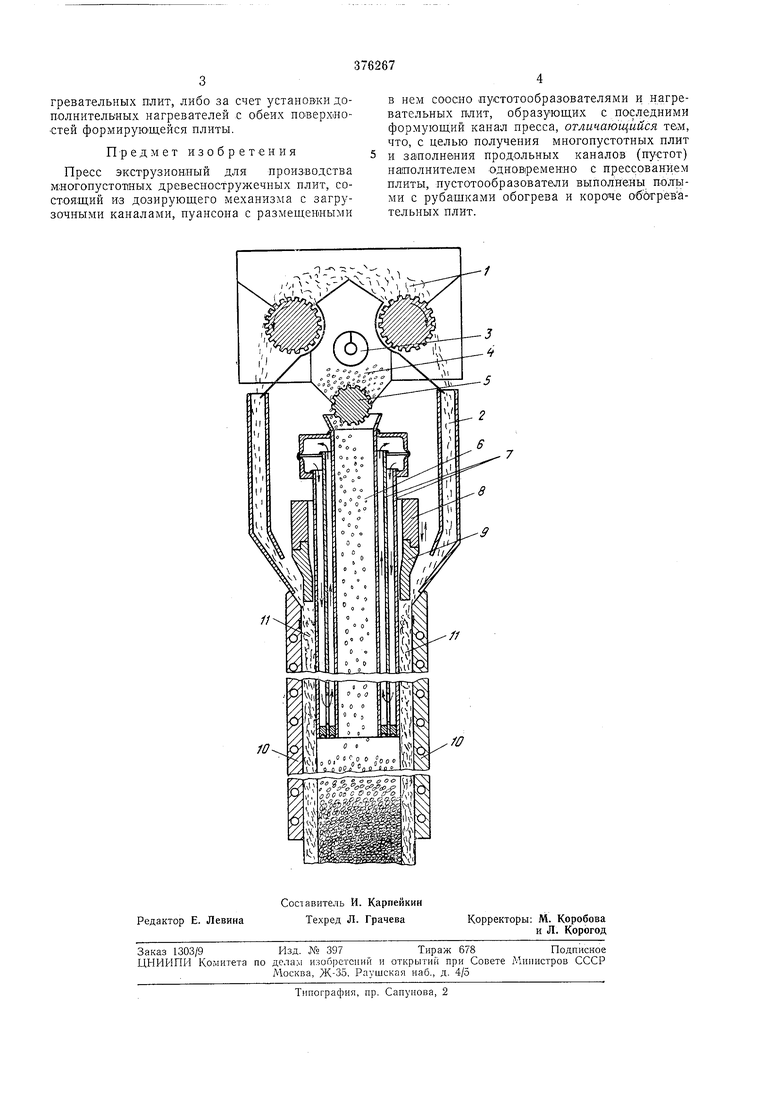
На чертеже показан предлагаемый пресс, продольный разрез.
Пресс СО.СТОИТ из дозирующего механизма / с загрузочными каналами 2, винтового питателя 3, емкости 4 для гранул пластмассы, дозирующего валика 5, пустотоо бразователей 6, снабженных рубащками обогрева 7, траверсы 8 с закрепленным .на ней пуансоном 9 и нагревательных олит 10, об;разующих с пустотообразователями 6 формующий канал пресса 11.
Работает пресс следующим образо,м.
Дозирующим механизмом / пресс-масса равномерно подается по загрузочным каналам 2 в формующий канал пресса 11, образованный нагревательными 1плитами пустотообразователями 6. Под действием давления, Создаваемого пуансояом 9, и тепла из рабочего
канала выходит непрерывная лента сформированной многопустотной древесностружечной плиты. Одновременно с процессом изготовления многопустотной плиты происходит и про5 -цесс заполнения продольных каналов (пустот) плиты фанулами пластмасс. Винтовым питателем 3, который сшужит одновременно и распределительным устройством, гранулы пластмассы, нап1ример, предварительно вспененного пенополистирола, подаются в емкость 4, откуда дозирующим валико.м 5 они через полые пустотообразователи 6 загружаются в продольные каналы сформированной многопустотной плиты. Под воздействием тепла, от нагретых поверхностей формируемой плиты ш пара, образующегося за счет испарения излищков влаги из пресс-массы, и под действием парциального давления, происходит спекание лранул пластмасс.
0 С целью максимального использования пара для спекания гранул пластмассы и исключения его выхода наружу через поверхности сформированной плиты пустотообразователи выполняются короче нагревательных плит.
5 При заполнении продольных каналов (пустот) пластмассой, продолжительность спекания гранул которой несколько выше продолжительности прессования многопустотных плит, увеличивают длину обогреваемого кана0 ла пресса либо за счет увеличения длины на
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ЭКСТРУЗИОННЫЙ | 1972 |
|
SU421535A1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| Экструзионный пресс для изготовления многопустотных плит | 1981 |
|
SU1021631A1 |
| Пресс экструзионный для изготовления древесностружечных плит | 1982 |
|
SU1070026A1 |
| Пресс экструзионный | 1977 |
|
SU653131A1 |
| Экструзионный пресс | 1982 |
|
SU1096129A1 |
| Экструзионный пресс | 1973 |
|
SU443785A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭКСТРУЗИОННЫХ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2010 |
|
RU2422268C1 |
| Экструзионный пресс | 1975 |
|
SU518375A1 |
| Экструзионный пресс для изготовления многопустотных древесностружечных плит | 1986 |
|
SU1445969A1 |
