Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве экструзионных древесно-стружечных плит и подобных изделий на основе фенолоформальдегидных смол.
Известно устройство для изготовления изделий типа брусьев с пустотами из пресс-масс, преимущественно древесных, содержащее механизм загрузки, нагревательные плиты с гранями со стороны рабочей поверхности и рабочий орган с пустотообразователями, пустотообразователи выполнены в виде вращающегося в подшипниках вала с винтовой нарезкой, осуществляющего перемещения массы в процессе вращения (см а.с. СССР №471067, МКИ В27N 3/28, 1991, БИ №25).
Недостатком данного устройства является невысокое качество получаемых изделий вследствие развития внутренних напряжений, возникающих под действием высокого давления за счет интенсивного испарения влаги и летучих компонентов.
Известно также устройство для изготовления многопустотных древесно-стружечных плит, включающее основание, узел дозирования частиц в виде установленных в воронке шнеков, узел формирования ковра, образованный примыкающими к воронке стенками, полые пустотообразователи с поперечными отверстиями, узлы холодной подпрессовки и прессования с нагревательными плитами; стенки узла формирования со стороны образования плоскостей плиты выполнены профильными с выступами и впадинами, при этом впадины расположены напротив пустотообразователей, а выступы между ними, шнеки узла дозирования установлены вдоль пустотообразователей, нагревательные плиты выполнены с возможностью вертикального перемещения при помощи силовых цилиндров, опертых на основание, узел подачи пара снабжен емкостью для подачи аммиака, а поперечные отверстия пустотообразователей расположены по касательной к внутреннему каналу (см а.с. СССР №1371924, МКИ В27N 3/28, 1988, БИ №5).
Недостатком этого устройства является ограниченность применения и низкая надежность работы вследствие сложности его конструкции.
Наиболее близким по технической сущности к изобретению является пресс экструзионный для производства многопустотных древесно-стружечных плит, включающий механизм дозирования пресс-массы, направляющее устройство, нагревательные плиты, коллектор с пустотообразователями в виде двух трубопроводов различного диаметра, установленных соосно, полость между которыми служит для подачи теплоносителя, а рабочие поверхности пустотообразователей выполнены с проточками, которые соединены сквозными отверстиями с внутренней полостью пустотообразователей (см а.с. СССР №475284, МКИ В29J 5/08, 1975, БИ №24).
Недостатком данной установки является невысокое качество получаемых изделий, а также высокая концентрация вредных веществ в зоне обслуживания экструзионного пресса и выбросы летучих компонентов в окружающую среду. Невысокое качество получаемых изделий объясняется развитием внутренних напряжений, возникающих под действием высокого давления вследствие интенсивного испарения влаги и летучих компонентов. Высокая концентрация вредных веществ в зоне обслуживания пресса и выбросы летучих компонентов в окружающую среду обусловлены выделением пыли и летучих компонентов через узлы ввода пресс-массы и неплотности оборудования, а также низкой степенью надежности работы системы газоочистки. Низкая концентрация летучих компонентов в вентиляционном потоке снижает эффективность очистки воздуха методом абсорбции, что приводит к выбросам вредных веществ в окружающую среду.
Цель изобретения - повышение качества получаемых изделий и снижение токсичных пылегазовых выбросов, выделяющихся из смолы в зону обслуживания экструзионного пресса и в атмосферу.
Поставленная цель достигается тем, что в известной установке для получения экструзионных древесно-стружечных плит, содержащей пресс экструзионный, включающий механизм дозирования пресс-массы, направляющее устройство, нагревательные плиты, снабженные отверстиями и распределителями, коллектор с пустотообразователями, рабочие поверхности которых выполнены с проточками, соединенными сквозными отверстиями с внутренней полостью пустотообразователей, согласно изобретению отверстия нагревательных плит пресса и внутренняя полость пустотообразователей присоединены к вакуумному насосу, механизм дозирования пресс-массы снабжен герметичным кожухом, а нагревательные плиты сообщены с герметичным приемником, при этом выход вакуумного насоса, герметичный кожух и герметичный приемник сообщены с устройством улавливания пыли и летучих компонентов, устройство улавливания пыли и летучих компонентов выполнено в виде распыливающего скруббера, в нижней части которого размещен сборник жидкости, снабженный фильтром из полипропилена, а в верхней части - конфузорно-диффузорные устройства и фильтр-насадка из керамзита, причем фильтр-насадка размещена в межтрубном пространстве конфузорно-диффузорных устройств, а сам скруббер снабжен линией подачи абсорбента, сообщенной со сборником жидкости с образованием замкнутой системы циркуляции, и форсунками орошения, введенными в каждое конфузорно-диффузорное устройство.
Отличительными признаками предлагаемой установки для получения экструзионных древесно-стружечных плит является то, что отверстия нагревательных плит пресса и внутренняя полость пустотообразователей присоединены к вакуумному насосу, механизм дозирования пресс-массы снабжен герметичным кожухом, а нагревательные плиты сообщены с герметичным приемником, при этом выход вакуумного насоса, герметичный кожух и герметичный приемник сообщены с устройством улавливания пыли и летучих компонентов, устройство улавливания пыли и летучих компонентов выполнено в виде распиливающего скруббера, в нижней части которого размещен сборник жидкости, снабженный фильтром из полипропилена, а в верхней части - конфузорно-диффузорные устройства и фильтр-насадка из керамзита, причем фильтр-насадка размещена в межтрубном пространстве конфузорно-диффузорных устройств, а сам скруббер снабжен линией подачи абсорбента, сообщенной со сборником жидкости с образованием замкнутой системы циркуляции, и форсунками орошения, введенными в каждое конфузорно-диффузорное устройство.
При продавливании пресс-массы через формирующий канал пресса происходит снятие внутренних напряжений, возникающих под действием высокого давления вследствие интенсивного испарения влаги и летучих компонентов, путем стравливания внутреннего давления через отверстия нагревательных плит и пустотообразователей. Благодаря этому обеспечивается высокое качество получаемых изделий.
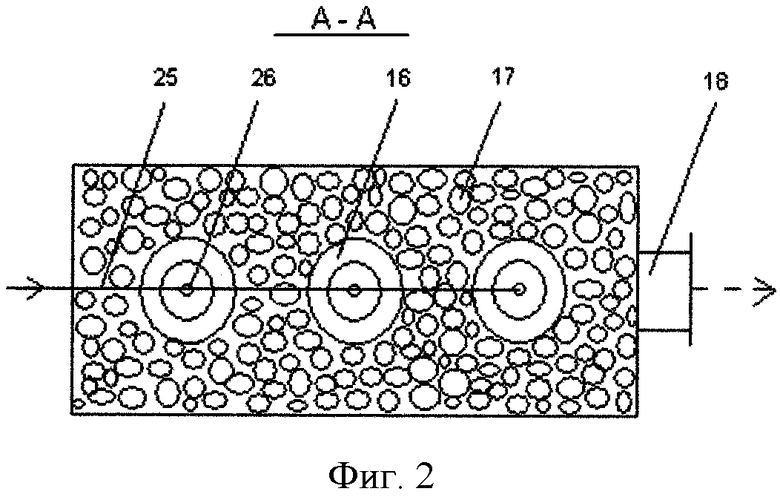
Изобретение иллюстрируется чертежами: на фиг.1 показана принципиальная схема предлагаемой установки; на фиг.2 - разрез А-А на фиг.1.
Установка для получения экструзионных древесно-стружечных плит состоит из экструзионного пресса 1, включающего дозирующий механизм 2, боковые направляющие 3, пуансон 4 с траверсой 5, нагревательные плиты 6, снабженные отверстиями 7 и распределителями 8, коллектор 9, пустотообразователи, состоящие из труб 10, снабженных камерами 11, выполненными в виде кольцевых проточек, и сквозными отверстиями 12, связывающими внутреннюю полость трубы 10 с камерой 11; герметичного кожуха 13, герметичного приемника 14, устройства улавливания пыли и летучих компонентов, линии циркуляции абсорбента, линии вакуумирования.
Устройство улавливания пыли и летучих компонентов состоит из распиливающего скруббера 15, в верхней части которого размещены конфузорно-диффузорные устройства 16. В межгрубном пространстве конфузорно-диффузорных устройств 16 расположена фильтр-насадка 17 из керамзита. Справа в верхней части скруббера имеется патрубок 18 вывода в атмосферу очищенного воздуха.
В нижней части распиливающего скруббера 15 размещен сборник жидкости 19, включающий в себя фильтр 20 из полипропилена, патрубки отвода 21 абсорбента на нейтрализацию уловленных компонентов, ввода 22 регенерированного абсорбента и отвода 23 абсорбента на орошение.
Линия циркуляции абсорбента состоит из сборника жидкости 19, насоса 24, коллектора 25, распыливающих форсунок 26.
Конфузорно-диффузорные устройства 16 закреплены в трубной решетке 27, а форсунки орошения 26 введены в каждое конфузорно-диффузорное устройство.
Дозирующий механизм 2 помещен в герметичный кожух 13, а выходная часть нагревательных плит 6 пресса 1 - в герметичный приемник 14, сообщенный через патрубки 28, 29 и воздуховод 30 с устройством улавливания пыли и летучих компонентов.
Линия вакуумирования состоит из вакуумного насоса 31 и трубопровода 32.
Установка работает следующим образом. Перед началом работы включают насос 24, обеспечивающий циркуляцию абсорбента. Рабочая жидкость из сборника 19 поступает в коллектор 25 и равномерно подается на форсунки 26, обеспечивающие ее дробление на мелкие капли и создание развитой массообменной поверхности. Из конфузорно-диффузорных устройств 16 рабочая жидкость стекает в сборник 19.
Пресс-массу дозирующим механизмом 2 равномерно подают по боковым направляющим 3 в формирующий канал пресса 1, образованный нагревательными плитами 6 и трубами 10 пустотообразователя. Под действием давления, создаваемого пуансоном 4, тепла от нагревательных плит 6 в канале пресса 1 формируется многопустотная плита в виде непрерывной ленты, которая на выходе из нагревательных плит 6 поступает в герметичный приемник 14, а оттуда - на стадии дальнейшей обработки.
Внутри многопустотной плиты в процессе формования образуется давление за счет интенсивного испарения влаги и летучих компонентов, которое снимается при прохождении пресс-массы мимо отверстий 7 нагревательных плит 6 и отверстий 12 пустотообразователей. Испаренная влага и летучие компоненты, а также пыль, выделяющиеся в процессе работы экструзионного пресса 1, отводятся из многопустотной плиты через отверстия 7 нагревательных плит 6 и отверстия 12 пустотообразователей в линию вакуумирования. Затем пыль и летучие компоненты через патрубок 33 поступают в конфузорно-диффузорные устройства 16 скруббера 15 на абсорбцию. Туда же пыль и летучие компоненты поступают из герметичного кожуха 13 и через патрубки 28, 29, воздуховод 30 из герметичного приемника 14. Взаимодействуя с распыленной рабочей жидкостью, воздушный поток очищается от твердых частиц и паров растворителей. Затем этот воздух очищается от мелких частиц и пыли, проходя через фильтр-насадку 17 из керамзита, размещенную в межтрубном пространстве конфузорно-диффузорных устройств 16, после чего через патрубок 18 выбрасывается в атмосферу.
Отработанный абсорбент попадает в сборник 19, а очищенная от механических примесей с помощью фильтра 20 из полипропилена рабочая жидкость через патрубок 23, насос 24 и коллектор 25 направляется на форсунки 26.
По мере повышения концентрации уловленных компонентов в абсорбенте рабочую жидкость частично удаляют на регенерацию через патрубок 21, после чего через патрубок 22 сборник 19 заполняют абсорбентом с восстановленными свойствами.
Таким образом, внедрение установки для получения экструзионных древесно-стружечных плит позволит, с одной стороны, повысить качество получаемых изделий, а с другой - сократить токсичные пылегазовые выбросы, выделяющиеся из смолы в зону обслуживания экструзионного пресса и в атмосферу.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАПОЛНЕННЫХ ПЛАСТИКОВ, ПРЕИМУЩЕСТВЕННО СТЕКЛОВОЛОКНИТА | 2001 |
|
RU2185961C1 |
| Устройство для изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1371924A1 |
| Экструзионный пресс | 1981 |
|
SU1006272A1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| Пресс экструзионный | 1977 |
|
SU653131A1 |
| Пресс экстрзионный | 1974 |
|
SU475284A1 |
| Экструзионный пресс | 1975 |
|
SU518375A1 |
| Установка для изготовления многопустотных древесно-стружечных плит | 1984 |
|
SU1242376A1 |
| Экструзионный пресс для изготовления многопустотных плит | 1981 |
|
SU1021631A1 |
| Пуансон к экструзионному прессу | 1976 |
|
SU636103A1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве экструзионных древесно-стружечных плит и подобных изделий на основе фенолоформальдегидных смол. Установка содержит пресс экструзионный, включающий механизм дозирования пресс-массы, направляющее устройство, нагревательные плиты, снабженные отверстиями и распределителями, коллектор с пустотообразователями, рабочие поверхности которых выполнены с проточками, соединенными сквозными отверстиями с внутренней полостью пустотообразователей. Для повышения качества получаемых изделий и снижения токсичных пылегазовых выбросов, выделяющихся из смолы в зону обслуживания экструзионного пресса и в атмосферу, отверстия нагревательных плит пресса и внутренняя полость пустотообразователей присоединены к вакуумному насосу, механизм дозирования пресс-массы снабжен герметичным кожухом, а нагревательные плиты сообщены с герметичным приемником. Выход вакуумного насоса, герметичный кожух и герметичный приемник сообщены с устройством улавливания пыли и летучих компонентов. Устройство улавливания пыли и летучих компонентов выполнено в виде распыливающего скруббера, в нижней части которого размещен сборник жидкости, снабженный фильтром из полипропилена. В верхней части скруббера размещены конфузорно-диффузорные устройства, а в межтрубном пространстве конфузорно-диффузорных устройств - фильтр-насадка из керамзита. Скруббер снабжен линией подачи абсорбента и форсунками орошения. Линия подачи абсорбента сообщена со сборником жидкости с образованием замкнутой системы циркуляции, а форсунки орошения введены в каждое конфузорно-диффузорное устройство. 2 ил.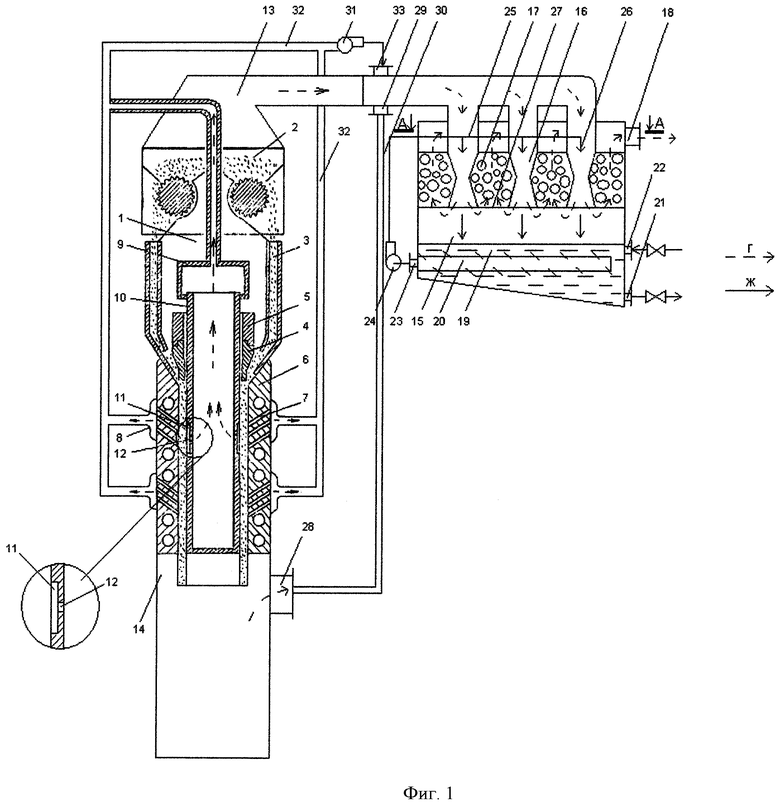
Установка для получения экструзионных древесно-стружечных плит, содержащая пресс экструзионный, включающий механизм дозирования пресс-массы, направляющее устройство, нагревательные плиты, снабженные отверстиями и распределителями, коллектор с пустотообразователями, рабочие поверхности которых выполнены с проточками, соединенными сквозными отверстиями с внутренней полостью пустотообразователей, отличающаяся тем, что отверстия нагревательных плит и внутренняя полость пустотообразователей присоединены к вакуумному насосу, механизм дозирования пресс-массы снабжен герметичным кожухом, а нагревательные плиты сообщены с герметичным приемником, при этом выход вакуумного насоса, герметичный кожух и герметичный приемник сообщены с устройством улавливания пыли и летучих компонентов, устройство улавливания пыли и летучих компонентов выполнено в виде распыливающего скруббера, в нижней части которого размещен сборник жидкости, снабженный фильтром из полипропилена, а в верхней части - конфузорно-диффузорные устройства и фильтр-насадка из керамзита, причем фильтр-насадка размещена в межтрубном пространстве конфузорно-диффузорных устройств, а сам скруббер снабжен линией подачи абсорбента, сообщенной со сборником жидкости с образованием замкнутой системы циркуляции, и форсунками орошения, введенными в каждое конфузорно-диффузорное устройство.
| Пресс экстрзионный | 1974 |
|
SU475284A1 |
| ГИДРОПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПРЕДОХРАНЕНИЯ МЕХАНИЧЕСКОГО ПРЕССА ОТ ПЕРЕГРУЗОК ПО УСИЛИЮ | 1991 |
|
RU2016771C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ЭКСТРУЗИОННЫХ ПЛИТ | 1991 |
|
RU2038207C1 |
| Роторный пресс для изготовления пустотелых изделий из измельченной древесины | 1988 |
|
SU1606331A1 |

