1
Изобретение относится к технологическому оборудованию для изготовления электрических катушек и может быть использовано в радиоэлектронной и приборостроительной промышленностях.
Известен станок для намотки малогабаритных бескаркасных электрических катушек, в котором намоточное устройство выполнено в виде двух соосно расположенных шпинделей, внутри одного из которых установлена подпружиненная в осевом направлении намоточная оправка, выступающая из его торца и упирающаяся в торец второго шпинделя, причем один из шпинделей установлен в поворотной обойме, совершающей при снятии намотанной катушки круговое движение с одновременным вращением указанного шпинделя вокруг своей оси.
Однако известный станок не может быть использован для намотки малослойных бескаркасных катушек, например 2-4-х слойных, проводом 0,02-0,04 мм, так как при намотке таких катушек после отрыва оправки от внутренних витков и утопления оправки в шпинделе, катушка оказывается без внутренней опорной поверхности, в результате чего при отрыве ее от торцов шпинделей неизбежны отслоения витков и деформация катушки. Кроме того, из-за западания внутренних торцевых витков в зону утопления оправки возможен брак при съеме и многослойных катушек.
Цель изобретения - сохранить геометрическую форму бескаркасных катушек при их
съеме после намотки.
Поставленная цель достигается тем, что каждый из шпинделей содержит головку со сменными разъемными губками, прикрепленными к ползунам, снабженным поджпмными
пружинами и связанными с валиками-тягами, установленными внутри шпинделей.
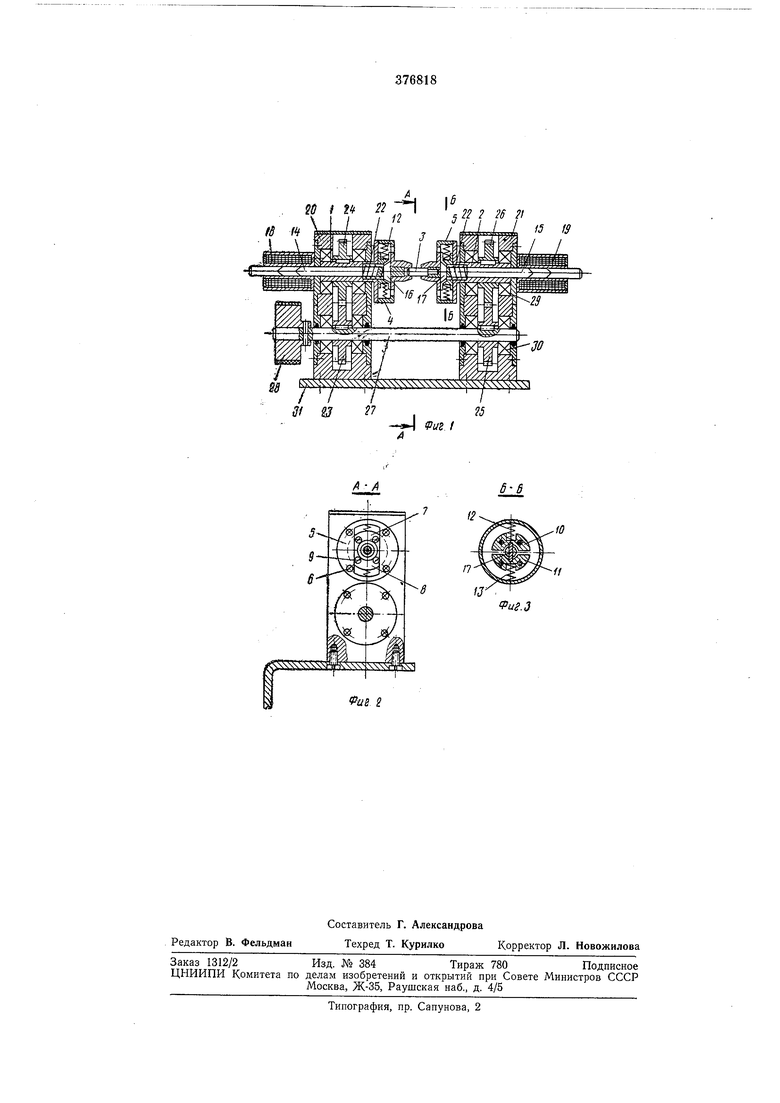
На фиг. 1 изображен станок для намотки электрических катушек, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на
фиг. 3 - разрез по Б-Б на фиг. 1.
Станок содержит два шпинделя 1 и 2, расположенные соосно. В торце шпинделя 2 установлена оправка 3.
Каждый из шпинделей / и 2 снабжен головками 4, 5, прикрепленными к шпинделям с помощью винтов 6. Каждая из головок 4 и 5 имеет по две сменные разъемные губки 7, 8, прикрепленные винтами 9 к ползунам 10, It с поджимными пружинами 12, 13.
Внутри шпинделей /, 2 расположены валики-тяги 14, 15 с запрессованными в них клиньями 16, 17 для раздвижения губок 7, 8 с помощью ползунов 10, 11 в радиальном направлении в плоскости, перпендикулярной
осям шпинделей /, 2. Концы каждого из валиков-тяг 14 и 15 установлены в электромагнитах 18, 19, расположенных на колонках 20, 21 и служащих для перемещения валиков-тяг в крайнее левое и правое положения. Между валиками-тягами 14, 15 и щпинделями 1, 2 имеются гнезда, в которых установлены пружины 22 для возвращения валиков-тяг в первоначальное положение. В каждой из колонок 20 и 21 смонтирован привод для обеспечения синхронного вращения шпинделей 1, 2. Привод состоит из двух пар шестерен 23, 24 и 25, 26 вала 27 и шкива 28. Вал 27 и шпиндели 1, 2, размещенные внутри колонок 20 и 21, установлены на шарикоподшипниках 29, 30. /Колонки 20 и 21 расположены на кронштейне 31, который прикрепляется к столу намоточного станка. Устройство работает следующим образом. Предварительно в торец правого валикатяги 15 устанавливают необходимую по диаметру оправку 3, а на ползуны JO и 11 головок 4 и 5 шпинделей 1 тл 2 устанавливают соответствующие размеру оправки две пары губок 7 и 8. Далее на одной из головок шпинделя закрепляют конец намоточного провода и включают привод станка (на чертеже не показан), который через шкив 28, вал 27 и шестерни 23, 24, 25, 26 передает синхронное вращение шпинделям 1 и 2. Шпиндели, вращаясь, производят намотку провода, пропитываемого компаундом или смазываемого клеем в процессе намотки, на оправку 3. По окончании намотки на устройстве производят сущку катушки, например, подключением ее на определенное время к соответствующему источнику тока. Для снятия намотанной и подсущенной катушки включают электромагниты 18 и 19, под действием которых происходит перемещение валиков-тяг 14 15 ъ крайнее левое и правое положения, что вызывает вывод оправки 3 из зоны намотки и отвод губок 7, 8 от оправки в радиальном направлении. При этом ограничение свободы перемещения катушки оправкой и губками в момент отрыва ее от оправки и губок и невозможность захвата внутренних торцевых витков радиально расходящимися от оправки губками гарантирует качественный съем катушек. По окончании съема катушки электромагниты 18 и 19 выключают, вследствие чего под действием пружин 22 и 12, 13 валики-тяги 14, 15 вместе с оправкой 3 возвращаются в начальное положение, а ползуны 10, 11 и губки 7, 8 сдвигаются до плотного обжима губками оправки 3, после чего процесс повторяется. Предмет изобретения Станок для намотки электрических катушек, содержащий два соосно расположенных шпинделя, внутри одного из которых установлена намоточная оправка, отличающийся тем, что, с целью сохранения геометрической формы бескаркасных катушек при их съеме после намотки, каждый из шпинделей содержит головку со сменными разъемными губками, прикрепленными к ползунам, снабженным поджимными пружинами и связанными с валиками-тягами, установленными внутри шпинделей.
« 7
)
.j.X..............................,
7/ gj 7 .
2S 21
I , / 5b. / л
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки электрических катушек, установленных на общем основании | 1976 |
|
SU743050A1 |
| Станок для рядовой намотки электрических катушек | 1964 |
|
SU469151A1 |
| Станок для изготовления бескаркасных катушек отклоняющих систем | 1988 |
|
SU1607024A1 |
| Станок для изготовления бескаркасных седлообразных катушек отклоняющих систем | 1987 |
|
SU1418819A1 |
| Станок для изготовления седлообразных катушек | 1987 |
|
SU1494063A1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ КАТАНОГО ИЛИ ТЯНУТОГО ПРОВОДА/ПРУТКА С УСТРОЙСТВОМ ЗАХВАТА ВИТКА ДЛЯ АВТОМАТИЧЕСКОЙ НАМОТКИ | 2005 |
|
RU2335362C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНЫХ КАТУШЕК ИНДУКТИВНОСТИ | 1989 |
|
RU2032953C1 |
| Автомат для изготовления электрических катушек | 1980 |
|
SU892491A1 |
| Станок для намотки катушек электрических машин | 1985 |
|
SU1420635A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU780065A1 |
5
II
Риг.з
