(54) ГВОЗДИЛЬНЫЙ АВТОМАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Гвоздильный автомат | 1980 |
|
SU967633A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Гвоздильный автомат | 1978 |
|
SU751486A1 |

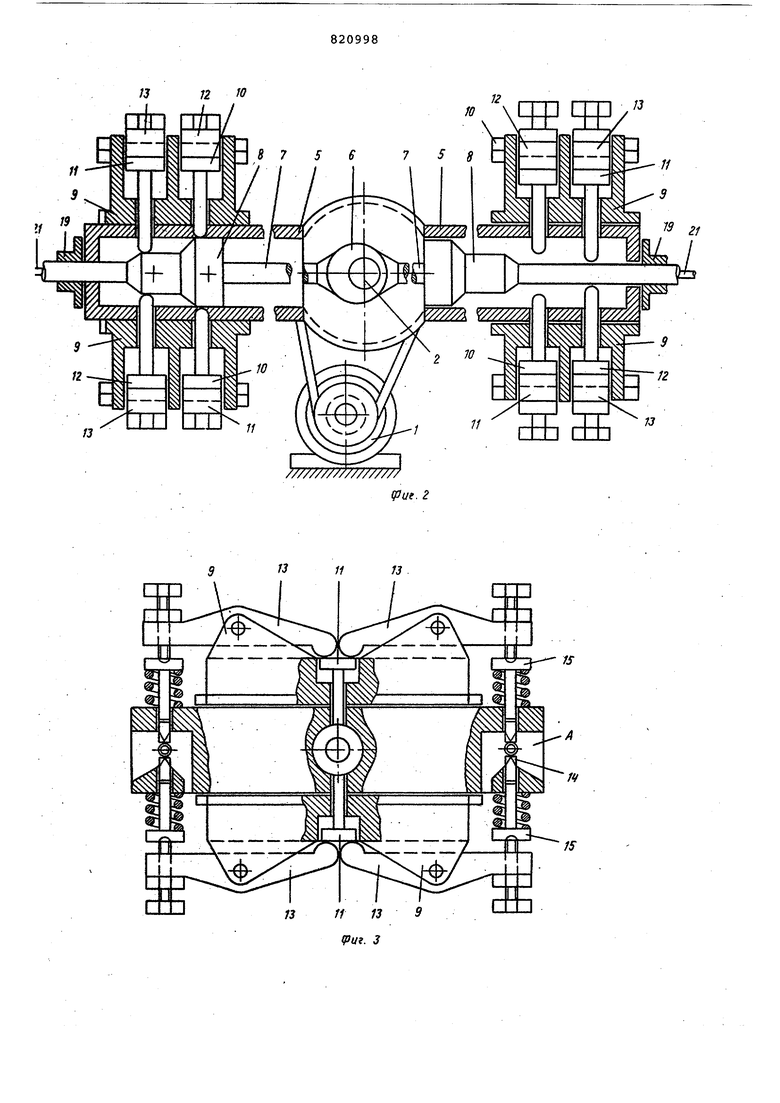
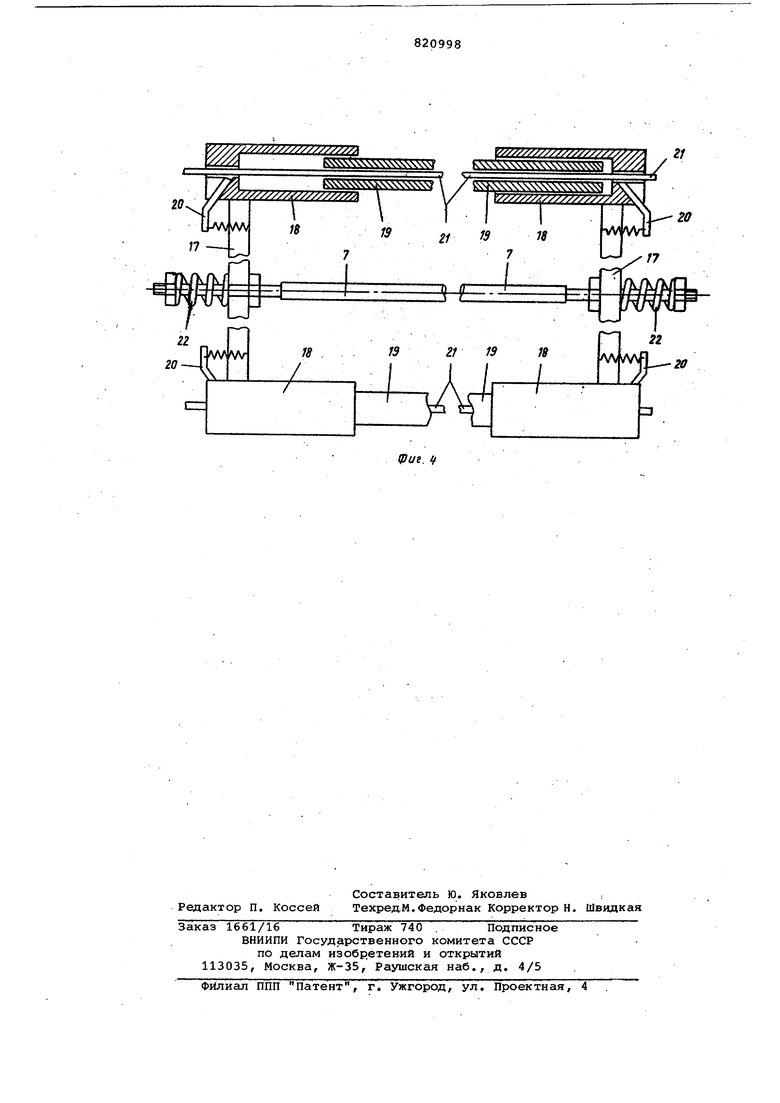
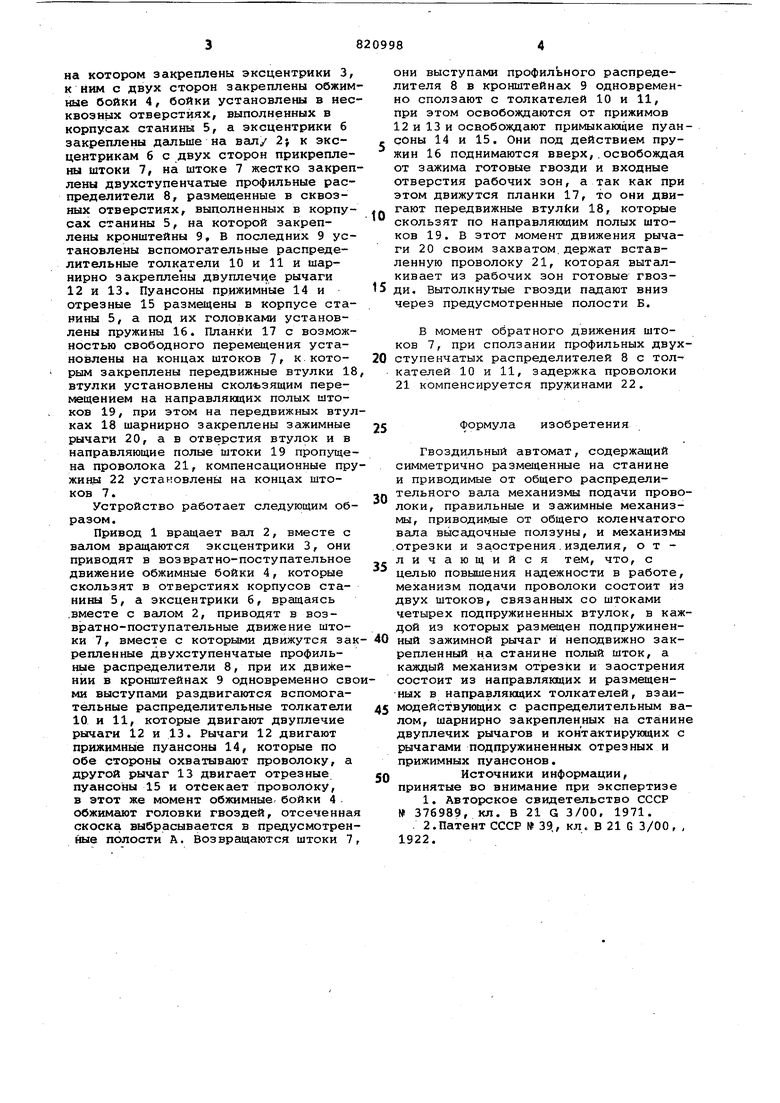
Изобретение относится к области обработки металлов давлением и може быть использовано при изготовлении гвоздей из проволоки. Известен гвоздильный автомат, со держащий размещенные на станине и кинематически связанные между собой кривошипный и приводные поперечные валы, механизм зажима проволоки, ме ханизм отрезки и заострения, механизм высадки и механизм отбоя готового гвоздя {jfj . Недостаток данного гвоздильного автомата заклн5чается в том, что его работоспособность недостаточна. Наиболее близким к предложенному по технической сущности является гв дильный автомат, содержащий симметрично размещенные на станине и приводимые от общего распределительног вала механизмы подачи проволоки; пр водимые от общего коленчатого вала высадочные ползуны, и механизмы отрезки и заострения изделия 2 . Недостаток данного гвоздильного автомата заключается в низкой работоспособности . Целью изобретения является повыш ние работоспособности автомата. Указанная цель достигается тем, что в гвоздильном автомате, содержащем симметрично размещенные на станине и приводимые от общего распределительного вала механизмы подачи проволоки, правильные и зажимные механизмы, приводимые от общего коленчатого вала высадочные ползуны, и механизмы отрезки и заострения изделия, механизм подачи проволоки состоит из двух штоков, связанных со штоками четырех подпружиненных втулок, в каждой из которых размещен неподвижный закрепленный на станине полый шток и подпружиненный зажимной рычаг, а каждый механизм отрезки и -заострения состоит из направляющих и толкателей, размещенных в направляющих, и взаимодействующих с распределительным валом, шарнирно закрепленных на станине двуплечих рычагов и контактирующих с рычагами подпружиненных отрезных и прижимных пуанЬонов. На фиг. 1 изображены узлы прижима и отрезки,вид сбоку на фиг. 2 распределительные механизмы иа фиг. 3 - узел отрезки; на фиг. 4 механизм подачи проволоки. Гвоздильный автомат состоит из привода 1, распределительного вгша 2,
на котором закреплены эксцентрики 3, к ним с двух сторон закреплены обжимные бойки 4, бойки установлены в несквозных отверстиях, выполненных в корпусах станины 5, а эксцентрики 6 закреплены дальше на вал/ 2; к эксцентрикам 6 с двух сторон прикреплены штоки 7, на штоке 7 жестко закреплены двухступенчатые профильные распределители 8, размещенные в сквозных отверстиях, выполненных в корпусах станины 5, на которой закреплены кронштейны 9, В последних 9 установлены вспомогательные распределительные толкатели 10 и 11 и шарнирно закреплены двуплечие рычаги 12 и 13. Пуансоны прижимные 14 и отрезные 15 размещены в корпусе станины 5, а под их головками установлены пружины 16. Планки 17 с возможностью свободного перемещения установлены на концах штоков 1, к которым закреплены передвижные втулки 18 втулки установлены скользящим перемещением на направлягацих полых штоков 19, при этом на передвижных втулках 18 шарнирно закреплены зажимные рычаги 20, а в отверстия втулок и в направляющие полые штоки 19 пропущена проволока 21, компенсационные пружинь 22 установлены на концах штоков 7.
Устройство работает следующим образом.
Привод 1 вращает вал 2, вместе с валом вращаются эксцентрики 3, они приводят в возвратно-поступательное движение обжимные бойки 4, которые скользят в отверстиях корпусов станины 5, а эксцентрики б, вращаясь .вместе с валом 2, приводят в возвратно-поступательные движение штоки 7, вместе с которыми движутся зак репленные двухступенчатые профильные распределители 8, при их движении в кронштейнах 9 одновременно своми выступами раздвигаются вспомогательные распределительные толкатели 10 и 11, которые двигают двуплечие рычаги 12 и 13, Рычаги 12 двигают прижимные пуансоны 14, которые по обе стороны охватывают проволоку, а другой рычаг 13 двигает отрезные пуансоны 15 и отсекает проволоку, в этот же момент обжимные/ бойки 4 обжимают головки гвоздей, отсеченная скоска выбрасывается в предусмотренные полости А. Возвращаются штоки 7
они выступами профильного распределителя 8 в кронштейнах 9 одновременно сползают с толкателей 10 и 11, при этом освобождаются от прижимов 12 и 13 и освобождают примыкающие пуансоны 14 и 15. Они под действием пружин 16 поднимаются вверх,.освобождая от зажима готовые гвозди и входные отверстия рабочих зон, а так как при этом движутся планки 17, то они двигают передвижные втyлkи 18, которые скользят по направляющим полых штоков 19. В этот момент движения рычаги 20 своим захватом,держат вставленную проволоку 21, которая выталкивает из рабочих зон готовые гвозди. Вытолкнутые гвозди падают вниз через предусмотренные полости Б.
В момент обратного движения штоков 1, при сползании профильных двухступенчатых распределителей 8 с толкателей 10 и 11, задержка проволоки 21 компенсируется пружинами 22.
Формула изобретения
Гвоздильный автомат, содержащий симметрично размещенные на станине и приводимые от общего распределительного вала механизмы подачи проволоки, правильные и зажимнЫе механизмы, приводимые от общего коленчатого вала высадочные ползуны, и механизмы .отрезки и заострения.изделия, отличающийся тем, что, с целью повышения надежности в работе, механизм подачи проволоки состоит из двух штоков, связанных со штоками четырех подпружиненных втулок, в каждой из которых размещен подпружиненный зажимной рычаг и неподвижно закрепленный на станине полый шток, а каждый механизм отрезки и заострения состоит из направляющих и размещенных в направляющих толкателей, взаимод ей ствукяцих с распределительным валом, шарнирно закрепленных на станин двуплечих рычагов и контактирующих с рычагами подпружиненных отрезных и прижимных пуансонов.
Источники информации, принятые во внимание при экспертизе
//////////////////
/5. ,т---. : vz/ Z/ y: vvvyУ7/f д / -. . f
