Изобретение относится к обработке металлов давлением и может быть использовано в легкой промышленности и в метизной подотрасли черной металлургии.
Известно устройство для изготовления из проволоки изделий и их запрессовки, содержащее механизмы подачи проволоки, зажимных полуматриц, отрезки и заострения конца изделия, высадки, подачи компонентов в базовое гнездо, образованное высадочной поверхностью полуматриц [1].
Однако сфера возможного использования ограничена изготовлением только монтажных плат.
Наиболее близким к предлагаемому автомату по технической сущности является автомат для изготовления из проволоки изделий с головками, содержащий связанные с общим приводом механизмы подачи проволоки, зажимных полуматриц, отрезки и заострения конца изделия, формирования головки, подачи компонентов головки в базовое гнездо ее формирования, образованное высадочной поверхностью полуматриц и кинематически связанным с общим приводом полым элементом с каналом подачи компонентов [2].
Однако сфера возможного использования известного автомата ограничена, так как на нем нельзя изготовить полуфабрикаты обойных гвоздей с металлическими оболочками. Такие изделия отличаются низкими по высоте головками и большими диаметрами головки.
На известном автомате применение в качестве одного из компонентов металлических составляющих приводит к порче изделий, так как невозможно придать металлическим составляющим пластичность, идентичную пластмассам.
Целью изобретения является расширение технических возможностей автомата.
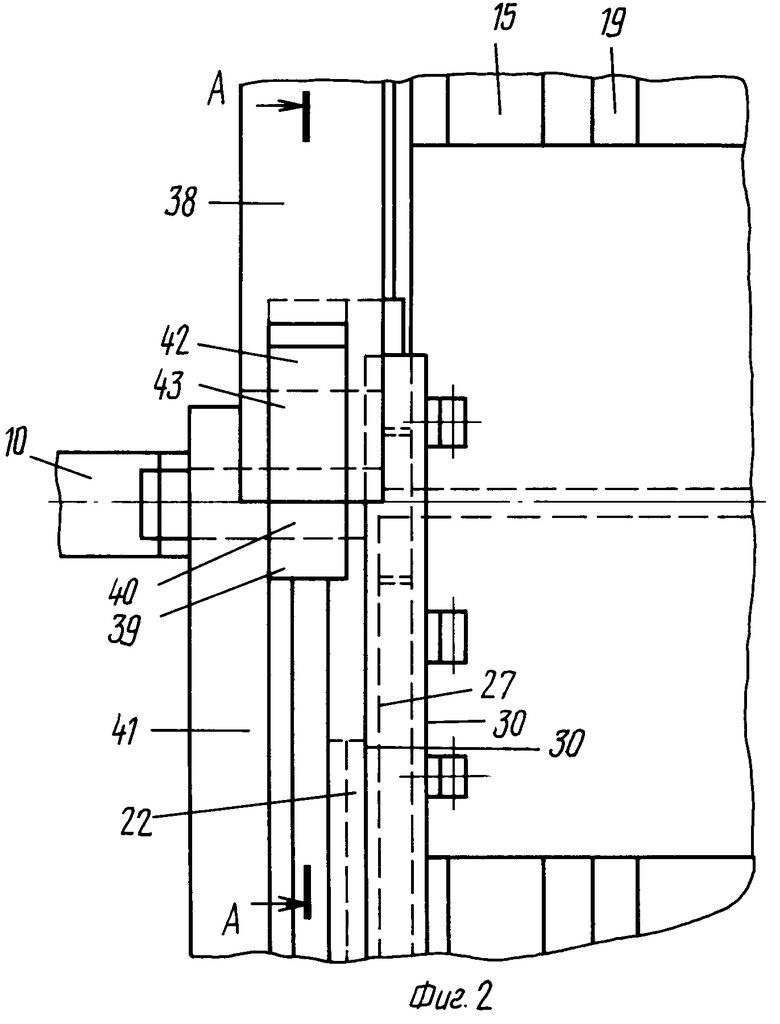
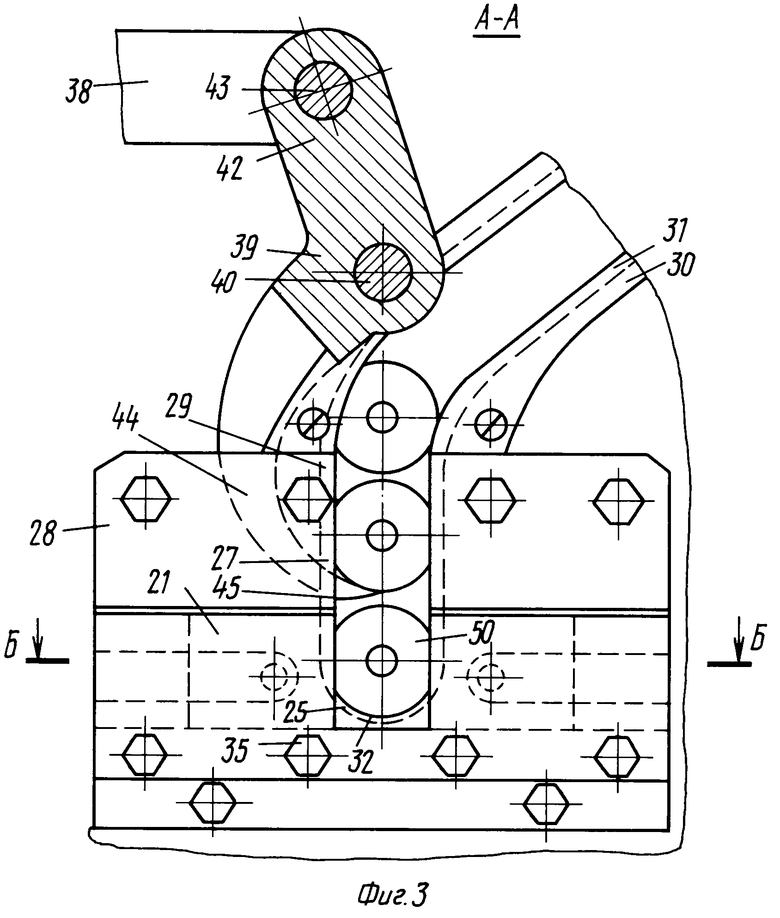
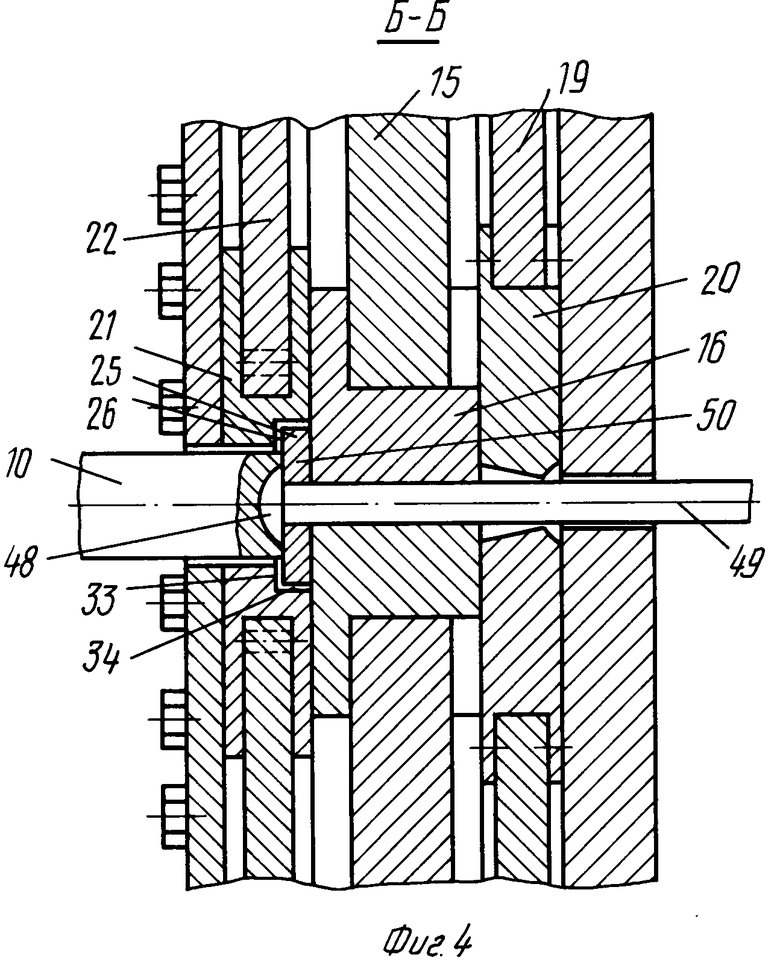
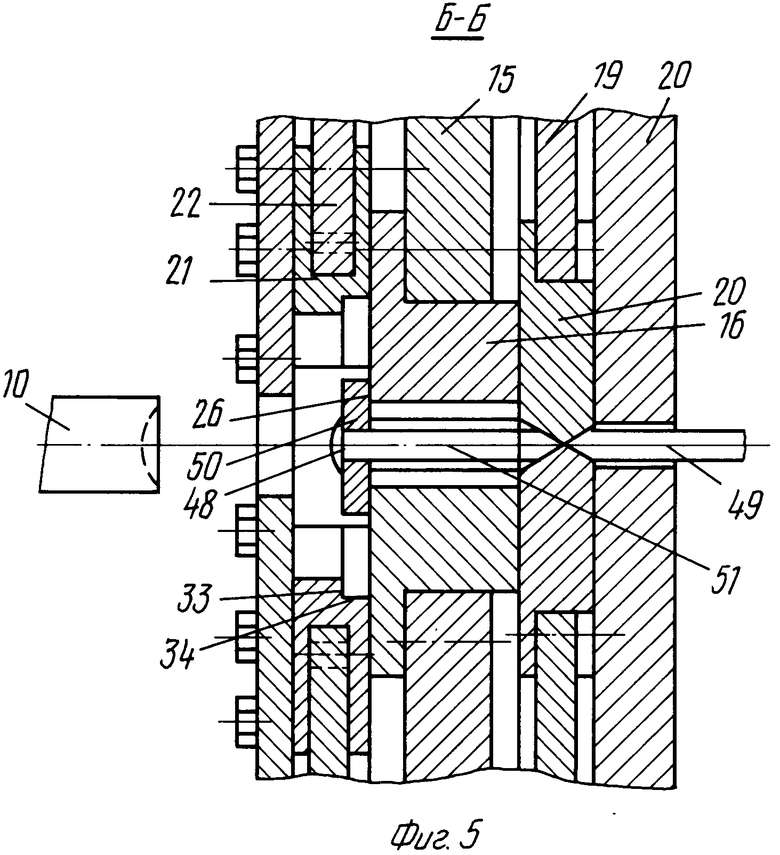
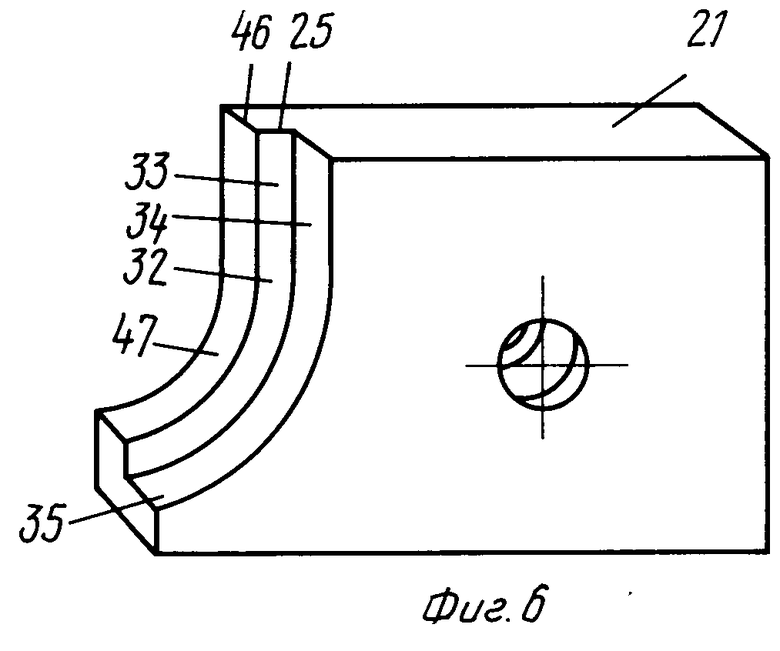
На фиг. 1 изображена кинематическая схема предлагаемого автомата; на фиг. 2 - вид сверху на рабочее пространство автомата; на фиг. 3 - разрез А-А (повернуто, пуансон не показан) на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3 (по оси давления) в момент высадки головки; на фиг. 5 - разрез Б-Б по оси давления в момент отрезки полуфабриката обойного гвоздя; на фиг. 6 - аксонометрическая проекция призмы.
Автомат для изготовления из проволоки изделий с головками содержит общий привод в виде электродвигателя 1, клиноременной передачи 2 и коленчатого вала 3. С общим приводом связаны механизмы автомата.
Механизм подачи проволоки связан с общим приводом через кривошипную шайбу 4, насаженную на конец коленчатого вала, и состоит из шатуна 5, рычага 6 и каретки 7 подачи проволоки. С коленчатым валом 3 связан механизм формирования головки, состоящий из шатуна 8, ползуна 9 и пуансона 10.
На коленчатом валу 3 смонтированы конические шестерни 11, через которые вращение подается боковым валам 12. На боковых валах смонтированы кулачки связи механизмов с общим приводом.
Механизм зажимных полуматриц состоит из кулачков 13, расположенных на обоих боковых валах, тяг 14, связующих звеньев 15, зажимных полуматриц 16.
Механизм отрезки и заострения состоит из кулачков 17, тяг 18, связующих звеньев 19 и ножей 20.
Механизм подачи компонентов головки в базовое гнездо ее формирования состоит из кинематически связанного с общим приводом полого элемента в виде призм 21, связующих звеньев 22, тяг 23 и кулачков 24. Между призмами осуществлена индивидуальная синхронная между собой кинематическая связь через пары связующих звеньев 22, тяг 23, кулачков 24, боковых валов 12 и конических шестерен 11, связанных с коленчатым валом 3.
В призмах выполнены выемки 25 (см. фиг. 3, 4 и 6) перпендикулярно оси подачи проволоки, сквозные и обращенные друг к другу. Кроме того, выемки выполнены сквозными и обращенными к высадочной поверхности 26 полуматриц 16 и каналу 27 подачи. Канал 27 подачи образован со стороны подвижных призм 21 боковыми крышками 28 с выемками 29 и высадочными поверхностями 26 полуматриц, а со стороны загрузки изделиями - планками 30 с выемками 31, примыкающими к боковым крышкам 28. Боковые крышки 28 примыкают к подвижным призмам 21, которые имеют возможность совместного образования базового гнезда 32 гранями 33 и 34 призм, полученными от выполнения выемок, их днищами 35 и высадочными поверхностями 26 полуматриц (см. фиг. 3 и 6).
Форма базового гнезда 32 со стороны канала подачи компонентов адекватна форме последнего.
В механизме подачи компонентов головки в базовое гнездо ее формирования включен узел поштучного отсекания компонентов, который состоит из кулачка 36, тяги 37, связующего звена 38 и рычага 39 (см. фиг. 1 и 3).
Рычаг 39 закреплен на оси 40, смонтированной на неподвижном кронштейне 41 (см. фиг. 2 и 3). Верхняя часть 42 рычага предназначена для связи через ось 43 со связующим звеном 38, нижняя часть 44 в виде узкого серпа имеет возможность вхождения сбоку в прорезь 45 канала 27 подачи. Для свободного прохода пуансона к зажимным полуматрицам в призмах выполнены дополнительные выемки 46 с образованием граней 47.
Автомат работает следующим образом.
После формирования головки 48 (см. фиг. 5) на конце проволоки 49, запрессованной в момент высадки в один из компонентов общей сложной головки (в данном случае в шайбу 50), ползун 9 с пуансоном 10 отходит назад.
После отвода назад (раскрытия) подвижных призм 21, зажимных полуматриц 16, ножи 20, отрезки и заострения, образуя острие, отрезают полуфабрикат обойного гвоздя 51, который падает вниз. После отвода назад ножей отрезки и заострения с помощью кулачков 24 индивидуальной синхронной между собой кинематической связи и подвижные призмы 21 при движении вперед одновременно и синхронно смыкаются в крайнем положении, образуя с высадочной поверхностью 26 зажимных полуматриц 16 базовое гнездо 32 (см. фиг. 6), ограниченное гранями 33 и 34, днищами 35.
При смыкании призм и образовании базового гнезда с помощью кулачка 36 узла поштучного отсекания шайб поворачивается рычаг 39 (см. фиг. 3), и острие узкого серпа 44 выходит из прорези 45 канала 27 подачи.
Под действием силы тяжести шайбы 50, находящиеся в канале подачи, форма которого адекватна форме образованного базового гнезда со стороны канала подачи (прямоугольника), опускаются и крайняя из них занимает фиксированное положение в базовом гнезде.
После этого подается проволока 49 через раскрытие, зажимные полуматрицы в отверстие шайбы с выходом ее конца из шайбы на длину, необходимую для набора головки при высадке.
По завершении подачи проволоки с помощью кулачка 36 поворачивается рычаг 39 и острием узкого серпа 44 шайба 50, находящаяся в базовом гнезде, отсекается от шайб, находящихся в канале подачи В это же время с помощью кулачков 13 зажимные полуматрицы 16 зажимают проволоку.
Таким образом, технологическая оснастка подготовлена к высадке головки. Момент высадки при движении вперед ползуна 9 с пуансоном 10 показан на фиг. 3.
Цикл изготовления полуфабриката обойного гвоздя повторяется.
Технико-экономическая эффективность предлагаемого автомата по сравнению с известными заключается в расширении сферы возможного использования за счет изготовления полуфабрикатов обойных гвоздей с металлическими декоративными головками, так как исключается нарушение формы головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Автомат для изготовления гвоздей | 1980 |
|
SU961831A1 |
| СПОСОБ УСТАНОВКИ И ФИКСИРОВАНИЯ РАБОЧИХ ОРГАНОВ ТЕХНОЛОГИЧЕСКИХ МАШИН | 2000 |
|
RU2191696C2 |
| Автомат для изготовления гвоздей | 1978 |
|
SU716689A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Механизм зажима проволоки гвоздильного автомата | 1989 |
|
SU1717269A1 |
| Гвоздильный автомат | 1974 |
|
SU520170A1 |

Использование: изобретение относится к обработке металлов давлением и позволяет расширить технические возможности автомата для изготовления из проволоки изделий с головками. Сущность: в автомате шайбу подают в базовое гнездо, образованное гранями выемок, выполненных в призмах, и высадочной поверхностью. После подачи проволоки через раскрытие, ножи, отрезки-заострения, зажимные полуматрицы и отверстие шайбы она зажимается полуматрицами и при высадке головки запрессовывается на стержне будущего полуфабриката обойного гвоздя (проволоке). После отхода пуансона и раскрытии призм и полуматриц полуфабрикат отрезается от проволоки ножами. 6 ил.
АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ИЗДЕЛИЙ С ГОЛОВКАМИ, содержащий связанные с общим приводом механизмы подачи проволоки, зажимных полуматриц, отрезки и заострения конца изделия, формирования головки, подачи компонентов головки в базовое гнездо ее формирования, образованное высадочной поверхностью полуматриц и кинематически связанным с общим приводом полым элементом с каналом подачи компонентов, отличающийся тем, что, с целью расширения технических возможностей, полый элемент выполнен в виде призм с индивидуальной, синхронной между собой кинематической связью, в которых выполнены сквозные выемки, размещенные перпендикулярно к оси подачи проволоки и обращенные одна к другой, к высадочным поверхностям полуматриц и к каналу подачи, а также имеющих возможность совместного образования базового гнезда, форма которого со стороны канала подачи компонентов адекватна форме последнего.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автомат для изготовления изделий из проволоки | 1987 |
|
SU1498581A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
