(Л
оо.
00
о ел -fi ,
2. Агрегат поп.1, отличающийся тем, что, с целью создания удобств на разливочной площадке.
кристаллизаторы многоручьевой установки расположены по дуге окружности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоручьевая машина непрерывного литья заготовок | 1979 |
|
SU928717A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2001 |
|
RU2210458C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Устройство для непрерывного литья | 1985 |
|
SU1273208A1 |


1. АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ ЖИДКОГО МЕТАЛЛА, включающий многоручьевую установку непре-^рывной разливки, каждый из ручьев ко- •торой расположен параллельно соседнему, блоки прокатных валков и вспомогательное оборудование, отличающийся тем, что, с целью упрощения приводов правильно-тянущих и прокатных валков, по меньшей мере часть из упомянутых ручьев смещена по отношению к соседним по ходу выдачи заготовок.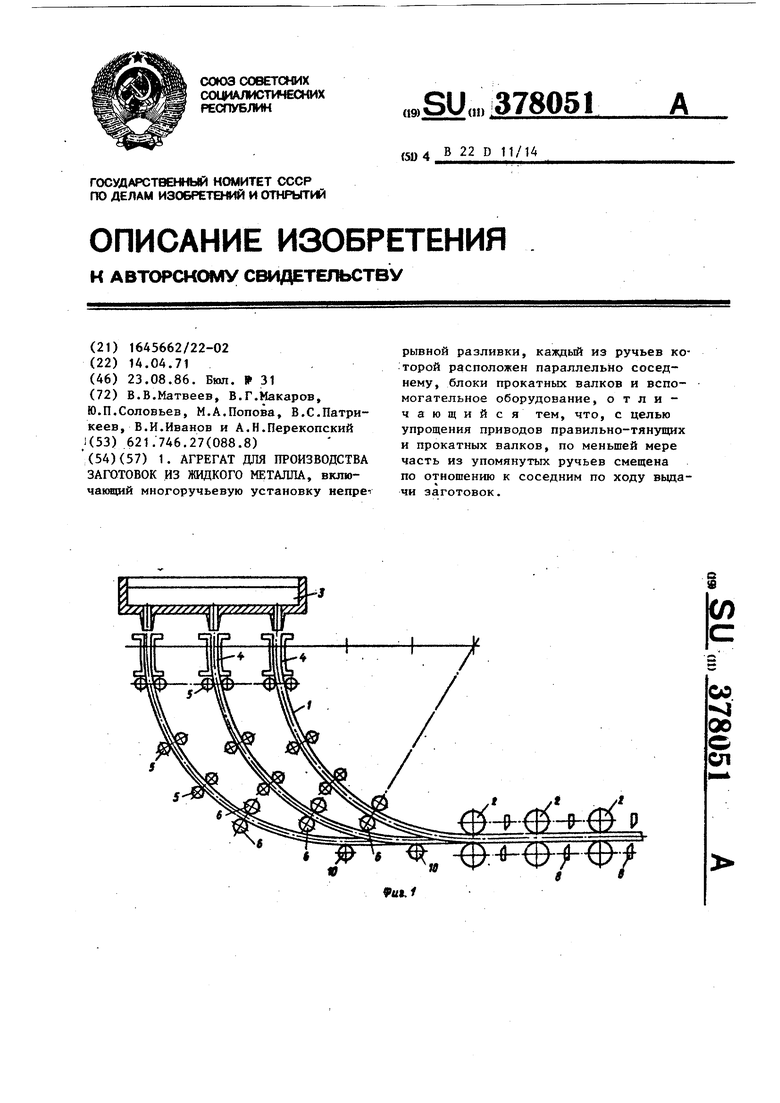
1
Изобретение относится к непрерывной разливке металлов и сплавов.
Известен агрегат для производства заготовок, который состоит из многоручьевой радиальной установки непрерывной разливки стали (УНРС) и обжимных клетей, примыкающих непосредственно к каждому ручью. Каждый ручей, включая и обжимные клети, расположен параллельно так, что одноименные узлы и машины, Например кристаллизаторы, вторичное охлаждение, тянуще-правильные и обжимные клети одного ручья расположены рядом с подобными узлами и машинами соседнего ручья.
Однако подобное расположение узлов и машин каждого ручья усложняет многоручьевой агрегат, в частности приводы правильно-тянущих и обжимных клетей, так как приводы упомянутых мащин для каждого ручья должны быть самостоятельными. Но расстояние между соседними ручьями ограничено длиной промежуточного ковша, поэтому приводы на радиальных агрегатах приходится выносить ниже упомянутых мащин, распрлагая вдоль ручья, в то время как тянуще-правильные и обжимные валки располагаются поперек ручья, что вынуждает применять менее надежные, по сравнению с цилиндрическими, конические либо червячные передачи.
На фиг.1 показан описываемый агре гат, продольный разрез; на фиг.2 то же, поперечный разрез; на фиг.З и 4 - оборудование в различных вариантах размещения, план.
Агрегат для производства заготово из жидкого металла включает многоручьёвую установку 1 непрерывной раэ- ливки, предпочтительно радиальную
Глибо вертикальную с изгибом заготовI -
ки, и примыкающие к каждому ручью
обжимные клети 2. Многоручьевая УНРС содержит все присущие ей основные и вспомогательные узлы и машины, такие как промежуточная емкость 3, кристаллизатор 4, зона вторичного охлаждения 5, правильно-тянущие клети 6 с приводами 7, устройства 8 для резки отливаемых заготовок, приводы 9 об-жимных клетей, оборудование для транспортирования заготовок 10 и известные шпиндели 11, соединяющие выходны валы шестеренных клетей с валками.
Агрегат работает следующим образом.
Жидкий металл из одной или нескольких промежуточных емкостей 3 поступает в кристаллизаторы 4, где формируется заготовка, далее, проходя зону вторичного охлаждения 5, слиток частично или полностью затвердевает.
Часть зоны вторичного охлаждения может служить для выравнивания температуры по.сечению слитка, для чего могут быть предусмотрены теплоизолированные зоны либо нагревательные средства, такие как индукционные проходные печи.
Попадая в правильно-тянущие клети 6, слиток отделяется от затравки, распрямляется и задается в обжимные клети 2, примыкающие непосредственно к каждому ручью. После обжатия слиток разрезают устройством (ножницами или газорезкой) 8 и транспортируется далее на склад заготовок.
