(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической резки слябов | 1980 |
|
SU961885A1 |
| Линия термической резки листов | 1987 |
|
SU1518094A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| ГАЗОРЕЗАТЕЛЬНАЯ МАШИНА | 1972 |
|
SU415112A1 |
| Машина для термического снятия фасок с изделия под сварку | 1986 |
|
SU1409424A1 |
| Способ определения координат кромок металлического листа и устройство для его осуществления | 1990 |
|
SU1832070A1 |
| Газорезательная машина | 1973 |
|
SU471968A1 |
| Способ линейной газовой резки | 1979 |
|
SU833387A1 |
| Устройство для резки листов | 1978 |
|
SU791469A1 |
| Устройство для фигурной кислороднойРЕзКи лиСТОВ | 1979 |
|
SU804271A1 |
1
Предложенное устройство может быть использовано в машиностроительной промышленности.
Известное устройство, содержаш,ее портал с двумя суппортами для резаков, перемешгающийся по рельсовому пути, недостаточно производительно.
Для повышения производительности на портале с возможностью перемешения вдоль него смонтирован ползун с укрепленными по обеим его сторонам двумя другими суппортами для резаков, установленными в направляюших, выполненных из двух прямолинейных участков, связанных между собой по радиусу, один из которых расположен параллельно направлению перемешения ползуна, а другой под углом 45° к нему. При этом на ползуне, с двух его сторон, над направляюшими з становлены поддерживаюшие ролики.
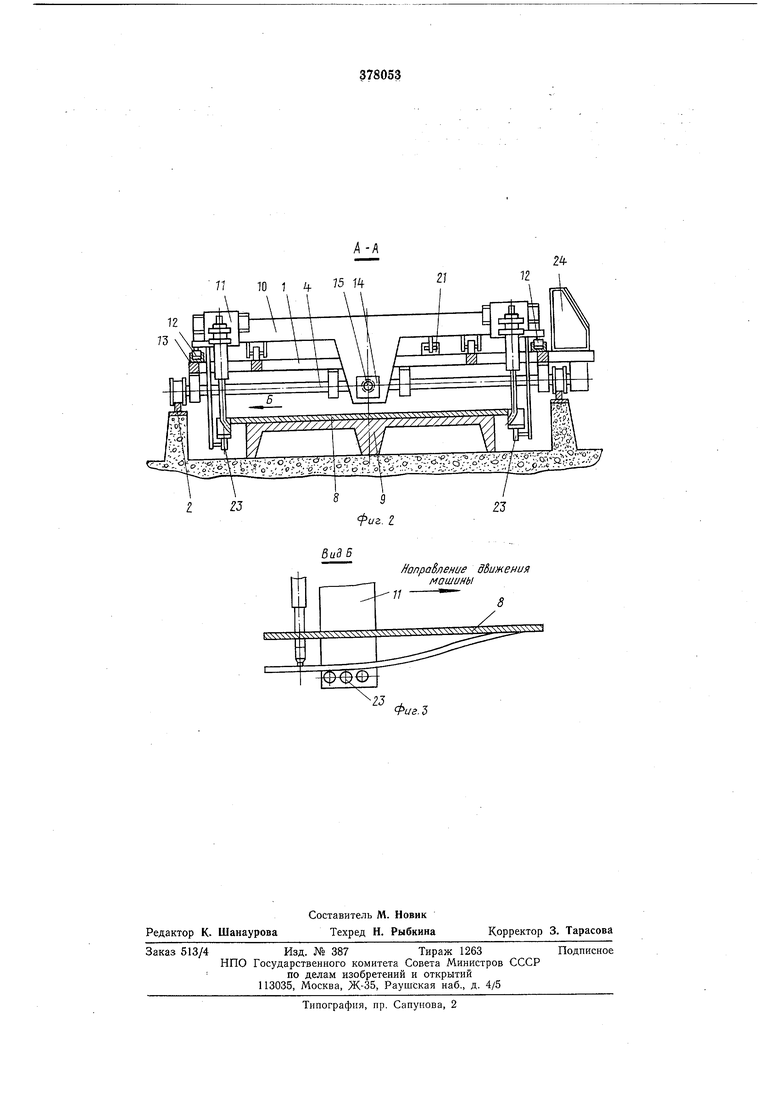
На фиг. 1 показано предлагаемое устройство, обший вид в плане; на фиг. 2 -- поперечный разрез по А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2 (разводка кабелей и шлангов, подводяших электропитание и газ, условно не показана).
Устройство содержит портал 1, перемещающийся по рельсовому пути 2. Перемещение осуществляется приводом 3 продольного хода, присоединенным к консоли вала 4, и приводными колесами 5.
На направляющих 6 портала 1 установлены два суппорта 7 в сборе с резаками, узлами зажигания и устройствами автоматического подъема и опускания («плавания) резаков. Суппорты 7 могут перемещаться по направляющим 6 и закрепляться в необходимом положении один относительно другого. Суппорты 7 предназначены для одновременной обрезки или подготовки под сварку двух продольных кромок листа 8, заложенного на столе 9.
На портале 1 находится ползун 10, по обоим концам которого имеются суппорты И в сборе с резаками, узлами зажигания и «плавания резаков.Суппорты 11 предназначены для резки кромок, идущих в отход на мерные куски.
Суппорты 11 могут перемещаться по направляющим ползуна 10 под углом к направлению движения машины.
На суппортах 11 закреплены катки 12, немешающиеся в направляющих 13, установленных по обоим краям портала 1. На ползуне 10 закреплена гайка 14, перемещающаяся по ходовому винту 15, установленному на портале 1. На конце винта 15 посал ено коническое зубчатое колесо 16. Зубчатое колесо 16 находится в зацеплении с коническими зубчатыми шестернями 17 и 18, свободно сидящими на валу 4 и соединенными с электромагнитными муфтами 19 и 20. Для управления движением ползуна 10 на портале 1 установлены концевые выключатели 21 и 22.
При движении ползуна 10 по порталу 1 суппорты 11 с катками 12, перемещающимися в направляющих 13, совершают колебательные движения поперек отрезаемых кромок. Направляющие 13 имеют два прямолинейных участка, связанных между собой по радиусу, один из которых параллелен направлению движения устройства, а другой находится под углом 45° к нему.
Длина участка направляющих 13, параллельного направлению движения устройства, и место установки конпевого выключателя 21 выбираются в зависимости от скорости передвижения устройства (скорости резки) и времени, необходимого для нагрева металла неред резанием. Во избежание оплавления обработанных продольных кромок резаки на суппортах И установлены таким образом, что резка кромок на куски производится ниже обрабатываемого листа на нровисшей кромке. Для предотвращения чрезмерного провисания отрезаемых кромок листа 8 и обеспечения тем самым неизменного расстояния от сопла резака до отрезаемой кромки на ползуне 10 установлены поддерживающие ролики 23.
Управление операциями, электроискрового зажигания и гашения подогревающего пламени резаков, пуска, регулирования и прекращения подачи режущего кислорода на резаки суппортов 7, включение привода 3 продольного хода машины и ползуна 10 и регулирование скорости перемещения - дистанционное, с пульта 24, установленного, например, на портале 1. Управление операциями пуска, регулирования и прекращения подачи режущего кислорода резаков, установленных на суппортах 11, производится автоматически с помощью, например, концевых выключателей 22 и 25, установленных на портале 1.
Газы, необходимые для работы резаков (ацетилен и кислород), и электропитание подводятся к устройству по подводящим шлангам и кабелям, подвешенным с номощыо кареток на трос, натянутый над машиной на всю длину рельсового пути 2.
Для накапливания обрезков с каждой стороны портала 1 установлены контейнеры 26, разгрузка которых может происходить, папример, через откидываюшееся днище.
Устройство работает следующим образом. На стол 9 укладывается лист 8, подлежащий обработке. При этом необходимо обращать внимание на параллельность продольных кромок листа 8 рельсовому пути 2.
Суппорты 7 устанавливаются на заданном расстоянии обрезки двух продольных кромок листа 8, резаки суппортов 7 подводятся к началу реза..
В резаки подается ацетилен и кислород для подогрева, газовая смесь зажигается и прогревает металл.
После прогрева металла в резакн подается кислород для резки и включается привод продольного хода машины. При движении портала 1 резакн суппортов 7 производят обрезку 5 или подготовку под сварку одновременно двух продольных кромок, Отрезаемые кромки при движении устройства попадают на поддерживающие ролики 23 ползуна 10, находящегося в крайнем переднем положении в неподвиж0 ном состоянии.
После того как ползун 10 вместе с порталом 1 отойдет от поперечной кромки обрабатываемого листа 8 па выбранное расстояние, в резаки суппортов 11 подается ацетилен и кислород для подогрева, газовая смесь воспламеняется и начинается подогрев металла отрезаемой кромки. Одновременно -с этим включается электромагнитная муфта 19 и крутящий момент с вала 4 через муфту 19,
0 шестерню 17 и колесо 16 подается на ходовой винт 15. При этом ползун 10, связанный с ходовым винтом 15 гайкой 14, начинает перемещаться по порталу 1 в нанравлении, обратном направлению движения устройства со
скоростью, равной скорости ее движения.
Катки 12 суппортов 11 перемещаются по участкам направляющих 13, установленных параллельно направлению движения портала. При этом в результате равенства величин
0 скоростей ползуна 10 и портала 1 резаки суппортов 11 и поддерживающие ролики 23 остаются неподвижными относительно обрезаемой кромки, что обеспечивает прогрев металла отрезаемой кромки перед резкой ее.
5 При дальнейшем движении устройства катки 12 суппортов 11 переходят на участки направляющих 13, установленных под углом 45° к направлению движения устройства, воздействуя на концевые выключатели 25. Концевые выключатели 25 управляют пуском режущего кислорода в резаки суппортов 11.
При прохождении катков 12 по участкам направляющих 13, установленных под углом 45° к направлению движения устройства, про5 исходит перемещение суппортов 11 перпендикулярно направлению движения устройства и резка продольных кромок на куски. Обрезанные куски падают в контейнеры 26. При дальнейшем перемещении портала 1
0 ползун 10 доходит до концевого выключателя 22, который обеспечивает прекращение подачи кислорода для резки в резаки суппортов 11, выключение электромагнитной муфты 19 и включение муфты 20. Крутящий момент
5 с вала 4 передается на винт 15 через муфту 20, шестерню 18 н колесо 16, обеспечивая реверс ползуна 10 с сунпортами 11.
При реверсе ползуна 10 суппорты И с резакамн под воздействием катков 12, перемещающихся в направляющих 13, возвращаются в исходное положение. По достижении ползуном 10 концевого выключателя 21 происходит выключение муфты 20 и включение муфты 19, после чего цикл работы ползуна 10
5 и суппортов 11 повторяется. При реверсе ползуна 10 в исходное положение в резаках суппортов II подогревающее пламя не гасится. Меняя шестерню 18, моЖно менять скорость возвращения ползуна 10 в исходное положение и, следовательно, длину кусков отрезаемых продольных кромок. После окончания обрезки продольных кромок одного листа прекращается подача газа во все резаки, устройство останавливается, разгружаются контейнеры 26, и устройство на маршевой скорости возвращается в исходное положение. При этом обе электромагнитные муфты на валу 4 отключены.
Формула изобретения
Устройство для резки листового материала, содержащее портал с двумя суппортами для
резаков, перемещающийся по рельсовому пути, отличающееся тем, что, с целью повышения производительности, на портале смонтирован с возможностью перемещения вдоль него ползун с укрепленными по обеим его сторонам двумя другими суппортами для резаков, установленными в направляющих, выполненных из двух прямолинейных участков, связанных между собой по радиусу, один из которых расположен параллельно направлению перемещения ползуна, а другой под углом 45° к нему, при этом на ползуне, с двух его сторон, над направляющими установлены поддерживающие ролики. H j
Tl 10 1 if 75 1if
A
ZJ
23
Направление д&и кения машины
Фиг.5
