Изобретение относится к металлообработке и может быть применено на станках, преимущественно алмазно-расточных с подвижным столом.
Известны способы тонкой расточки отверстий и подрезки торцов вращающимися резцами на алмазно-расточном станке с подвижным столом. Для осевой подачи при растачивании обычно перемещают стол с обрабатываемой деталью. Подрезку торцов выполняют также при осевой подаче стола с деталью или при неподвижной детали и радиальном перемещении подрезного резца в плоскости, перпендикулярной к оси вращения. Подрезка с осевой подачей детали применяется при обработке нешироких торцов (до 5-6 мм). Оба способа характеризуются последовательным циклом обработки - растачивание отверстий разделено во времени с подрезкой.
В результате этого существенно снижается производительность труда, особенно в тех случаях, когда щирина торца незначительно отличается от длины расточки. Кроме того, расточной резец во время работы подрезного резца находится в контакте с обработанной поверхностью отверстия, трется об нее и интенсивно изнашивается. Во избежании ускоренного износа резца приходится вводить в чертеж обрабатываемой детали канавку для выхода резца или усложнять станок специальными устройствами для отвода резца от обработанной поверхности.
Предлагаемый способ отличается от известного тем, что, совмещая расточку и подрезку
во времени, подрезной резец перемещают относительно оси вращения под острым углом, величину которого выбирают таким образом, чтобы осевая составляющая скорости перемещения резца равнялась осевой подаче обрабатываемой детали для расточки, а радиальная составляющая - радиальной подаче для подрезки.
Это позволяет новысить производительность труда.
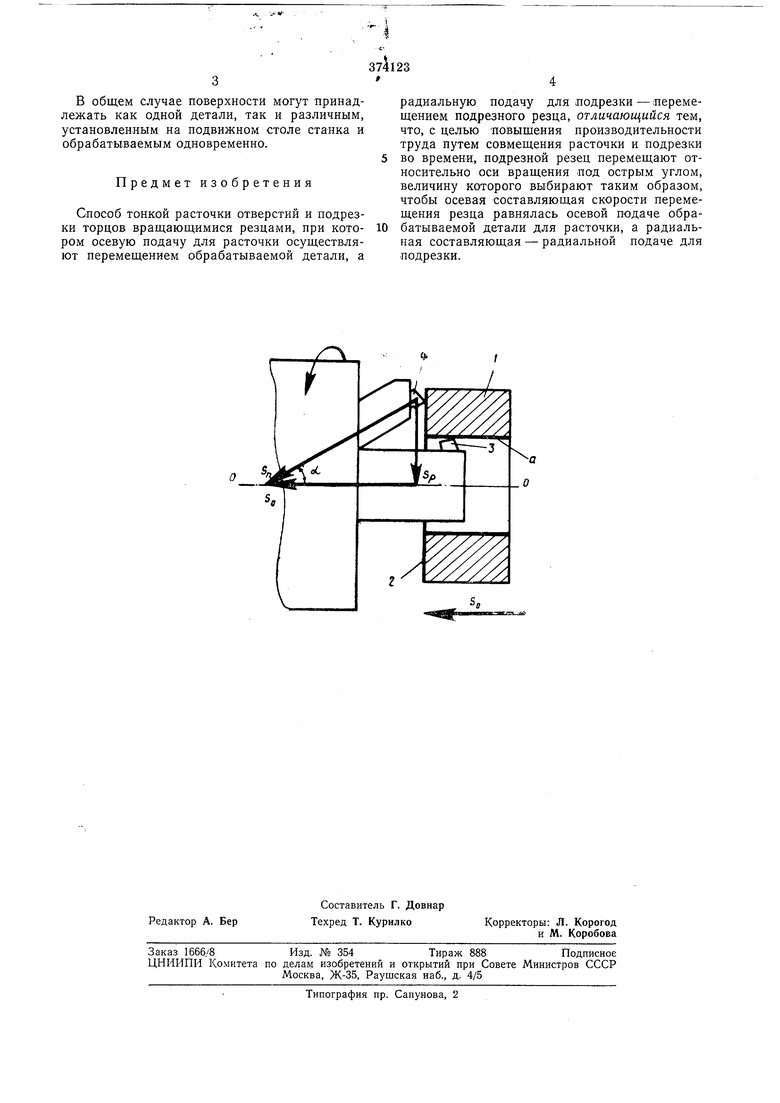
Предложенный способ поясняется чертежом.
В обрабатываемой детали 1 растачивают отверстие а и подрезают торец 2. Обработку ведут вращающимися резцами: расточным 3 и
подрезным 4. При обработке детали 1 сообщают осевую подачу со скоростью So, а резцу - перемещение со скоростью 5„ под острым углом ОС к оси 0-0 вращения резцов 3 и 4.
Величину угла а выбирают с таким расчетом, чтобы осевая составляющая скорости перемещения резца 4 равнялась осевой подаче So детали 1, а радиальная составляющая равнялась скорости SP радиальной подачи для
подрезки.
В общем случае поверхности могут принадлежать как одной детали, так и различным, установленным на подвижном столе станка и обрабатываемым одновременно.
Предмет изобретения
Способ тонкой расточки отверстий и подрезки торцов вращающимися резцами, при котором осевую подачу для расточки осуществляют перемещением обрабатываемой детали, а
радиальную подачу для подрезки - перемещением подрезного резца, отличающийся тем, что, с целью ловыщения производительности труда путем совмещения расточки и подрезки во времени, подрезной резец перемещают относительно оси вращения под острым углом, величину которого выбирают таким образом, чтобы осевая составляющая скорости перемещения резца равнялась осевой подаче обрабатываемой детали для расточки, а радиальная составляющая - радиальной подаче для подрезки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |
| СПОСОБ ТОНКОГО РАСТАЧИВАНИЯ НОМИНАЛЬНО СООСНЫХ ОТВЕРСТИЙ С ПОДРЕЗКОЙ ТОРЦА | 1973 |
|
SU378303A1 |
| Борштанга | 1975 |
|
SU541591A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| Резцовая головка для расточкии пОдРЕзКи | 1979 |
|
SU795736A1 |
| Устройство для расточки и подрезки торца | 1980 |
|
SU867527A1 |
| Расточная головка | 1989 |
|
SU1703278A1 |
| Устройство для растачивания и подрезки торцов | 1984 |
|
SU1256870A1 |
| Борштанга | 1990 |
|
SU1743710A1 |
| Резцовая головка для расточки и подрезки | 1975 |
|
SU516474A1 |
/
