

| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Форма для изготовления изделий из пластмасс раздувом | 1989 |
|
SU1775307A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ВЫДУВНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1973 |
|
SU378324A1 |
| Устройство для экструзионно-раздувного формования изделий из термопластичных материалов | 1988 |
|
SU1684075A2 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1999 |
|
RU2173260C2 |
| Устройство для удаления облоя с изделия, расположенного в форме для раздува | 1991 |
|
SU1805052A1 |
| Выдувная форма для изготовления полых изделий из полимерных материалов | 1991 |
|
SU1799746A1 |
| Инжекционно-выдувная машина для формования из термопластичных материалов полых изделий | 1977 |
|
SU1194262A3 |

Изобретение относится к области переработки пластмасс методом экструзии с раздувом в форме. Цель изобретения - разделение облоя и изделий при их подаче на транспортное устройство. Для этого выдувная форма снабжена поддоном 7 с жестко закрепленной над ним решеткой 5, выполненной из стержней в, и двумя парами параллельных рычагов 8 и 9. Одна пара рычагов 8 шарнирно закреплена на одном конце поддона 7 и связана с полуформой 2 вьщувной формы, а другая пара рычагов 9 шарнирно закреплена на другом конце поддона 7 и связана с неподвижной опорой. Причем стержни 6 решетки установлены с возможностью изменения расстояния между ними, а рычаги 8 и 9 выполнены с возможностью изменения длины, что обеспечи- , вает расширение технологических возможностей формы за счет разделения . изделий и облоя различной формы и размеров. 1 з.п. ф-лы, 3 ил. а СЛ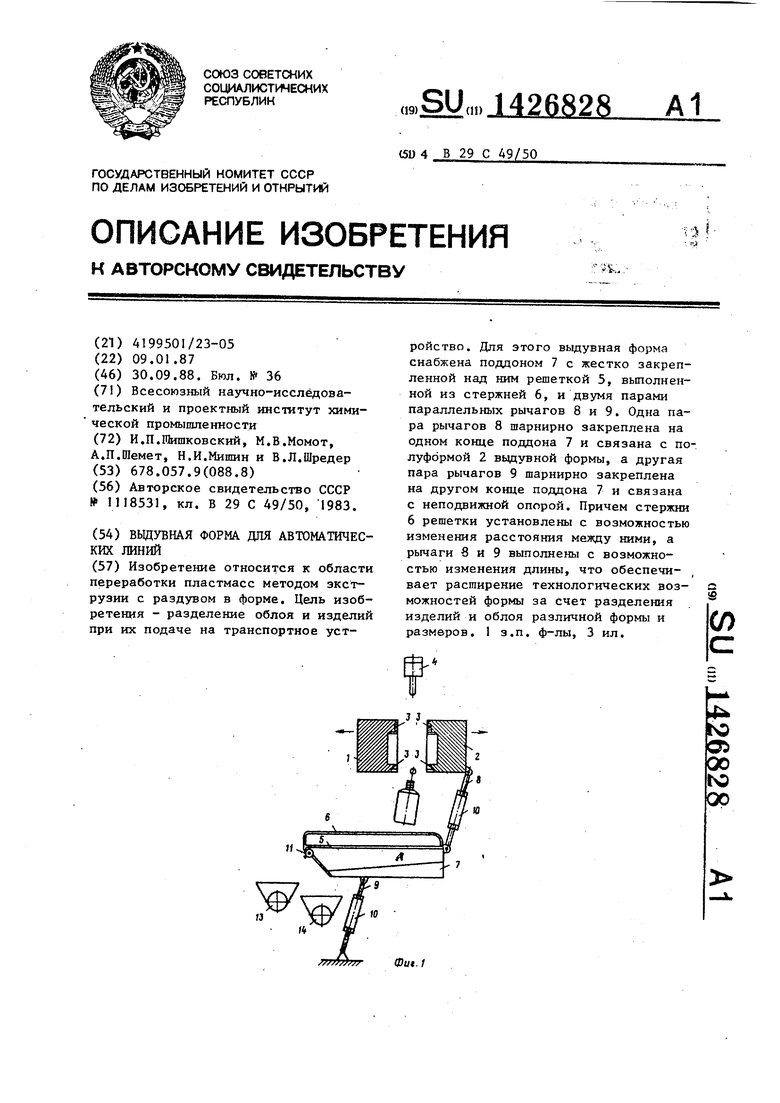
13
Фи. 1
Изобретение относится к переработке пластмасс, а именно к формам для иэт оч овления изделий метод(Ж экструзии с носледуюиим раздувом, и может быть использовано в автоматических линиях по производству полимерных изделий.
Цель изобретения - разделение об- лоя и изделий при их подаче на тран- спортирующее устройство линии и рас- щирение технологических возможностей
На фиг.1 изображена выдувная-форма в разомкнутом состоянии, крайнее йижнее положение; на фиг,2 - вьщув- ная форма в замкнутом состоянии,крайнее верхнее положение; на фиг.З - решетка и поддон.
Предлагаемая выдувная форма состоит из подвижных полуформ 1 и 2 с ре- жущими кромками 3 для отделения об- роя, причем полуформы установлены с ВОЗМОЖНОСТЬЮ их перемещения как в вер ;тикальной, так и в горизонтальной плоскостях; раздувного ниппеля 4, который в приведенном примере конкретного выполне1дая установлен сверху; решетки 5, снабженной подвижными стержнями 6, расстояние между которыми устанавливается, вручную в зависи- мости от габаритов изготавливаемой полимерной тары, и поддона 7, причем решетка 5, подвижные стержни 6 и поддон 7 жестко соединены между собой и расположены под полуформами 1 и 2. Решетка 5 посредством двух параллельных рычагов 8 шарнирно соединена с одной из подвиж11ых полуформ, а поддон 7 с помощью двух параллельных рычагов 9 также шарнирно соединен с неподвижной опорой линии, например, станиной агрегата. Рычаги 8 и 9 в Средней части снабжены втулкой 10 с правой и левой резьбо для изменения их длины. Стержни 6 установлены во втулках 115 которые могут перемещаться по направляющим 12, за счет чего обеспечивается изменение расстояния между стержнями.
I
Форма работает следующим образом.
При запуске выдувного агрегата в работу разомкнутые полуформы 1 и 2 перемещаются в крайнее верхнее положение для захвата трубчатой заготовки (фиг.1). При смыкании полуформ присходит захват заготовки и ее отрезка. Затем форма опускается в крайнее нижнее положение, происходит внедрение в заготовку раздувного ниппс.чч 4, раздув заготовки в изделие, отделение облоя и охлаждение изделия. При нахождении изделия в форме решетка 5 и жестко соединенный с ней поддон 7 находятся в горизонтальном по- ложетши под подвижными полуформами
1и 2 (фиг.2). Тем самым обеспечивается закрытие приемников транспортирующих устройств и предотвращается
их забивание при выпадении облоя, которое происходит при отделении облоя режущими кромками 3, приводимыми в действие отдельным механизмом (не показан). Включение этого механизма осуществляется в нижнем положении формы после внедрения раздувного ниппеля в заготовку.
После охлаждения изделия полуформы 1 и 2 размыкаются, однако решетка 5 и поддон 7 остаются в горизонтальном положении, так как обе пары рычагов 8 и 9 имеют определенным образом подобранную длину. С раскрытием полуформ происходит сброс готовых изделий и оставшегося в форме облоя на решетку 5. Й1ели между прутьями решетки установлены так, что облой проваливается на поддон 7, а изделия остаются на решетке 5. При подъеме полуформ в вертикальной плоскости посредством пар рычагов 8 и 9 решетка 5 и поддон 7 занимают наклонное положение (фиг.1). Изделия и облой при этом соскальзьшают в приемные устройства транспортирующих устройств 13 и 14, Циклическая выдача изделия и облоя происходит за очень малое время, так как подъем формы и захват трубчатой заготовки занимает лишь 1,5 2с, что составляет 3-10% продолжительности всего цикла формования изделия ,
Для расширения технологических возможностей путем использования предлагаемой формы при получении выдувных изделий различной формы, а также при отделении облоя разных размеров, использовании разнообразных полимерных материалов, измерении технологических режимов и т.п. угол наклона решетки может изменяться за счет изменения длины рычагов 8 и 9. Это осуществляется посредством втулки 10, установленной в средней части рычагов и снабженной левой и правой резьбой. Вращая втулку в том или ином на- 14268
правлении, измеряют длину пар рычагов (фиг.З). Таким образом можно изменять угол наклона решетки и подцона в зависимости от угла скатывания, определяемого формой, размерами, материалом, температурой изделия и облоя. Кроме того, стержни 6 решетки 7 закреплены во втулках 11 и могут перемещаться по направляющим 12, Тем са- ю мым меняются зазоры между стержнями, что делает возможным производить разделение облоя и изделий разной конфигурации и размеров.
Формула изобретения
I. Вьщувная форма для автоматических линий, содержащая подвижные в вертикальной плоскости разъемные полуформы с режущими кромками и раз- дувной ниппель, отличающая- с я тем, что, с целью разделения
13
5
0
28
нздолнй и облоя П})И их подаче на транспортирующее устройство линии, она снабжена поддоном для сбора облоя с жестко закрепленной над ним решеткой для отделения изделия, выполненной из стержней, и двумя парами параллельных рычагов, одна пара из которых шарнирно закреплена на одном конце подцона и связана с одной из полуформ, а другая пара рычагов шарнирно закреплена на другом конце поддона и связана с неподвижной опорой линии.
W
фце.2
| Способ увеличения или восстановления емкости отрицательного электрода негерметического щелочного кадмиево-никелевого аккумулятора | 1956 |
|
SU118531A1 |
| Солесос | 1922 |
|
SU29A1 |
