1
Изобретение может найти широкое применение в металлообработке.
Известны насадки к шпинделю станка, снабженные ползушкой с инструментом и приводом ползушки.
Однако в таких насадках невозможна обработка профильных поверхностей.
Цель изобретения- профилирование фасонных поверхностей.
Для этого ползушка с инструментом установлена в направляюпдих качалки, которая расположена в корпусе насадки, имеет ось качания, совпадающую с осью шестерни привода ползушки, и несет на себе сменную копирную планку, задаюш,ую качалке закон движения.
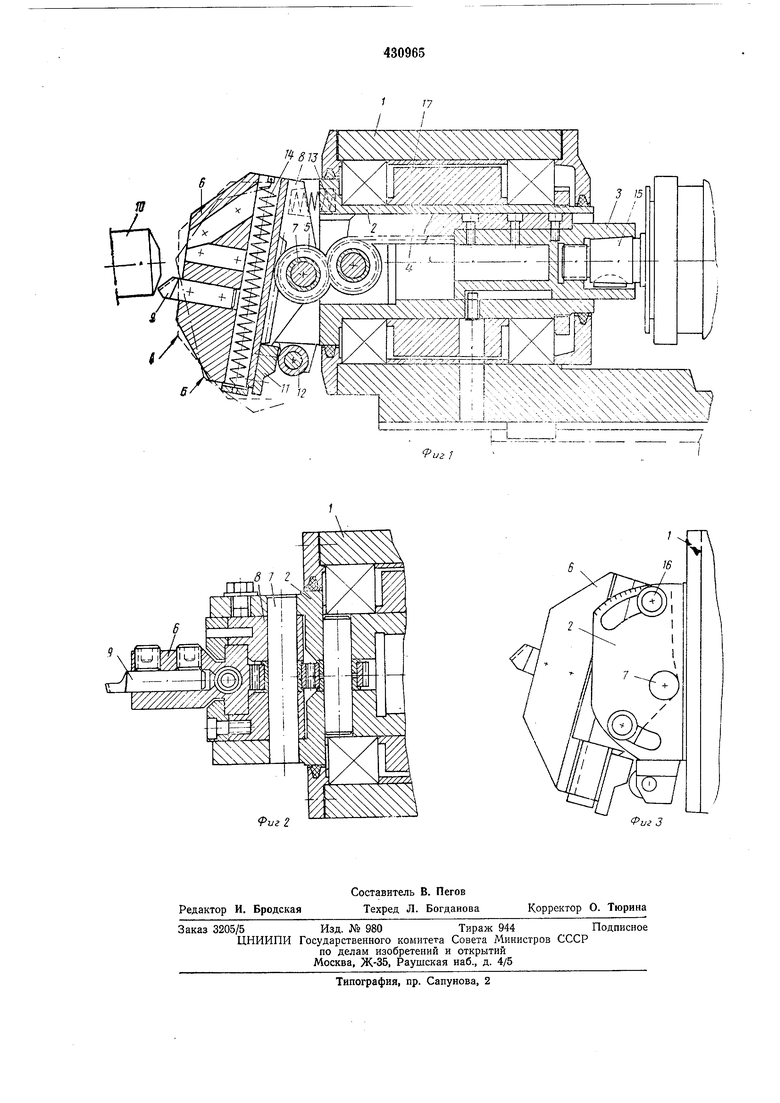
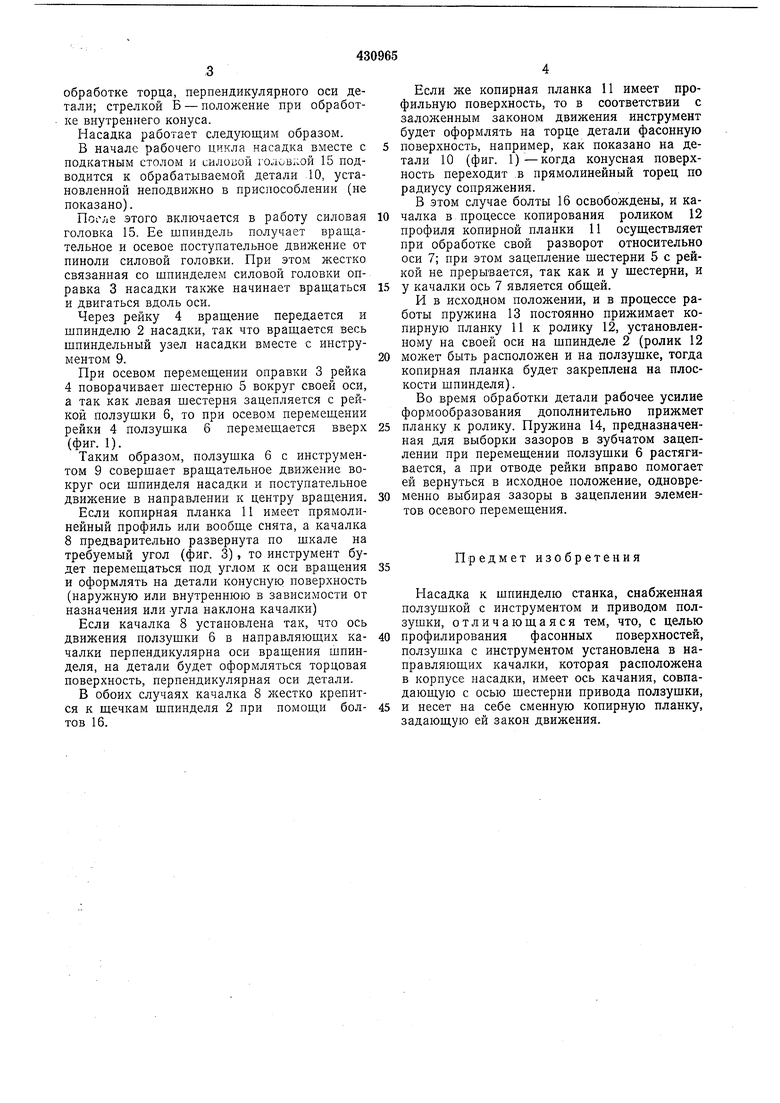
На фиг. 1 изображена предлагаемая насадка, продольный разрез по вертикальной плоскости; на фиг. 2 - то же, по горизонтальной плоскости; на фиг. 3 - механизм крепления качалки, вид сбоку.
В корпусе 1 насадки, устанавливаемом неподвижно или на подкатном столе в подшипниках смонтирован шпиндель 2, несущий на себе оправку 3 с закрепленной на ней рейкой 4, которая через зубчатые шестерни 5 зацепляется с рейкой ползушки 6, имеющей гнезда для установки и крепления инструмента. Левая шестерня 5, непосредственно зацепляющаяся с ползушкой 6, сидит на оси 7,
вокруг которой может также поворачиваться качалка 8, несущая на себе направляющие для ползущки 6. На ползушке крепится инструмент 9, предназначенный для обработки детали 10. На ползушке рядом с рейкой крепится сменная копирная планка И, контактирующая с роликом 12, ось которого закреплена неподвижно на плоскости шпинделя 2 за счет натяга пружины 13. Пружина 14 служит для выборки зазоров в зубчатом зацеплении: рейка ползущки 6 - шестерня 5 - рейка 4. Оправка 3 жестко связана со шпинделем силовой головки 15 и получает от него осевое неремещение и вращение вокруг своей оси.
Шпиндель 2 в своей передней части имеет щечки, служащие опорой для оси 7 и установки качалки 8. Качалка относительно щечек шпинделя 2, имеющих угловую шкалу (фиг. 3), может быть развернута на требуемый угол и жестко закреплена болтами 16, под которые на щечках выполнены дуговые пазы. При этом копирная планка 11 снимается обычно. Кольцо 17 служит инерционным балансиром, смягчающим при вращении действие сил инерции смещающейся ползушки 6.
Ползушка 6 на фиг. 1 изображена в трех положениях: основными линиями показано положение ползушки при обработке наружных конусов; стрелкой А -положение при
обработке торца, перпендикулярного оси детали; стрелкой Б - положение при обработке внутреннего конуса.
Насадка работает следующим образом.
В начале рабочего пикла насадка вместе с подкатным столом и силовой голов ой 15 подводится к обрабатываемой детали 10, установленной неподвижно в приспособлении (не показано).
После этого включается в работу силовая головка 15. Ее шпиндель получает вращательное и осевое поступательное движение от пиноли силовой головки. При этом жестко связанная со шпинделем силовой головки оправка 3 насадки также начинает вращаться и двигаться вдоль оси.
Через рейку 4 вращение передается и шпинделю 2 насадки, так что вращается весь шпиндельный узел насадки вместе с инструментом 9.
При осевом перемещении оправки 3 рейка 4 поворачивает шестерню 5 вокруг своей оси, а так как левая шестерня зацепляется с рейкой ползушки 6, то при осевом перемещении рейки 4 ползушка 6 перемещается вверх (фиг. 1).
Таким образом, ползушка 6 с инструментом 9 совершает вращательное движение вокруг оси шпинделя насадки и поступательное движение в направлении к центру вращения.
Если копирная планка 11 имеет прямолинейный профиль или вообще снята, а качалка 8 предварительно развернута по шкале на требуемый угол (фиг. 3), то инструмент будет перемещаться под углом к оси вращения и оформлять на детали конусную поверхность (наружную или внутреннюю в зависимости от назначения или угла наклона качалки)
Если качалка 8 установлена так, что ось движения ползушки 6 в направляющих качалки перпендикулярна оси вращения шпинделя, на детали будет оформляться торцовая поверхность, перпендикулярная оси детали.
В обоих случаях качалка 8 жестко крепится к щечкам шпинделя 2 при помощи болтов 16.
Если же копирная планка И имеет профильную поверхность, то в соответствии с заложенным законом движения инструмент будет оформлять на торце детали фасонную поверхность, например, как показано на детали 10 (фиг. 1)-когда конусная поверхность переходит в прямолинейный торец по радиусу сопряжения. В этом случае болты 16 освобождены, и качалка в процессе копирования роликом 12 профиля копирной планки 11 осуществляет при обработке свой разворот относительно оси 7; при этом зацепление шестерни 5 с рейкой не прерывается, так как и у шестерни, и
у качалки ось 7 является общей.
И в исходном положении, и в процессе работы пружина 13 постоянно прижимает копирную планку 11 к ролику 12, установленному на своей оси на шпинделе 2 (ролик 12
может быть расположен и на ползушке, тогда копирная планка будет закреплена на плоскости шпинделя).
Во время обработки детали рабочее усилие формообразования дополнительно прижмет
планку к ролику. Пружина 14, предназначенная для выборки зазоров в зубчатом зацеплении при перемещении ползушки 6 растягивается, а при отводе рейки вправо помогает ей вернуться в исходное положение, одновременно выбирая зазоры в зацеплении элементов осевого перемещения.
Предмет изобретения
Насадка к шпинделю станка, снабженная ползушкой с инструментом и приводом ползушки, отличающаяся тем, что, с целью
профилирования фасонных поверхностей, ползушка с инструментом установлена в направляющих качалки, которая расположена в корпусе насадки, имеет ось качания, совпадающую с осью шестерни привода ползушки,
и несет на себе сменную копирную планку, задающую ей закон движения.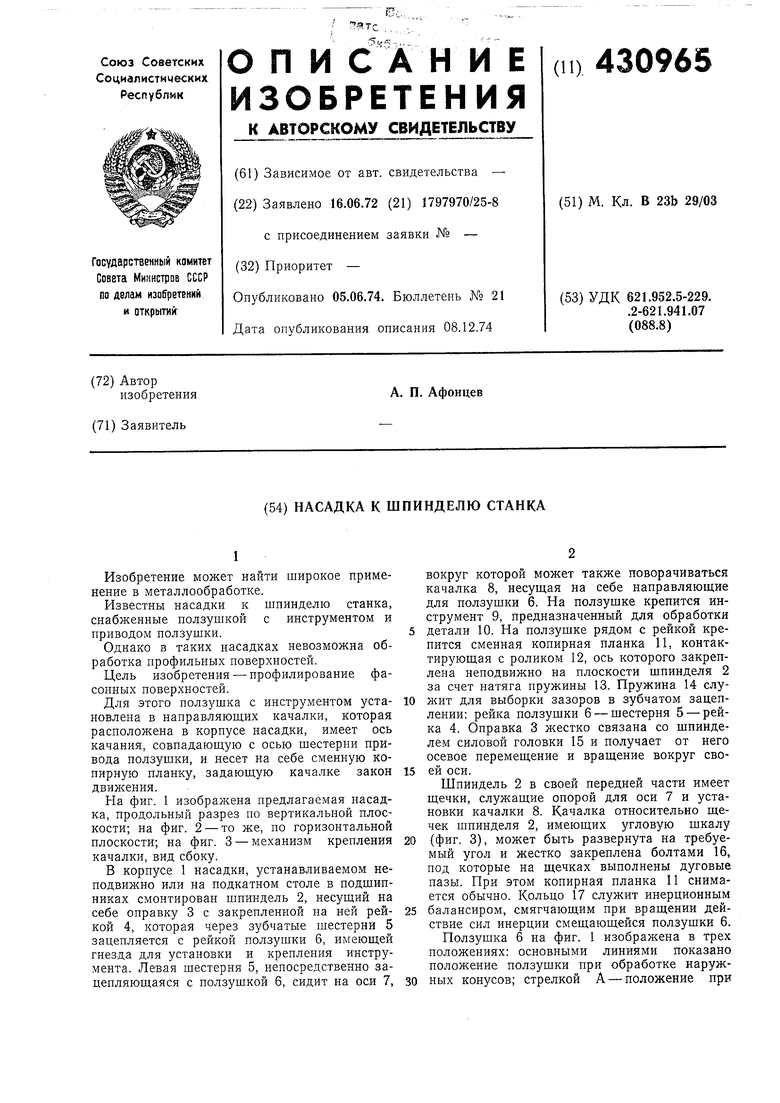
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для обработки глобоидальных кулачков | 1976 |
|
SU667338A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Инжекционно-выдувная машина для формования из термопластичных материалов полых изделий | 1977 |
|
SU1194262A3 |
| Станок для обработки отверстий сВиНТОВыМи КАНАВКАМи | 1978 |
|
SU818765A1 |
| Силовая электромеханическая головка | 1983 |
|
SU1151425A1 |
| Устройство для автоматической смены инструментов | 1990 |
|
SU1787739A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Копировальное устройство для обработки поверхностей вращения | 1973 |
|
SU462666A2 |
| Копировальная фрезерно-шлифовальная головка | 1987 |
|
SU1442335A2 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |