Известны станки для снятия фасок на заготовках мелких гаек, подаваемых из бункера к инструментальным шнинделям.
Недостатком известных станков является их громоздкость. Описьпзаемый станок для снятия фасок на заготовках мелких гаек имеет небольшие габаритные размеры и обладает достаточной нроизводительностью.
В станке под бункером для заготовок мелких гаек расположен круг, снабженный сквозными приемными гнездами. Круг помещен на столе, связанном с ползушкой, несущей приводную ше|Стерню, периодически входящую в зацепление (при возвратно-поступательном движении ползущки) с шестерней, сидящей на валу круга.
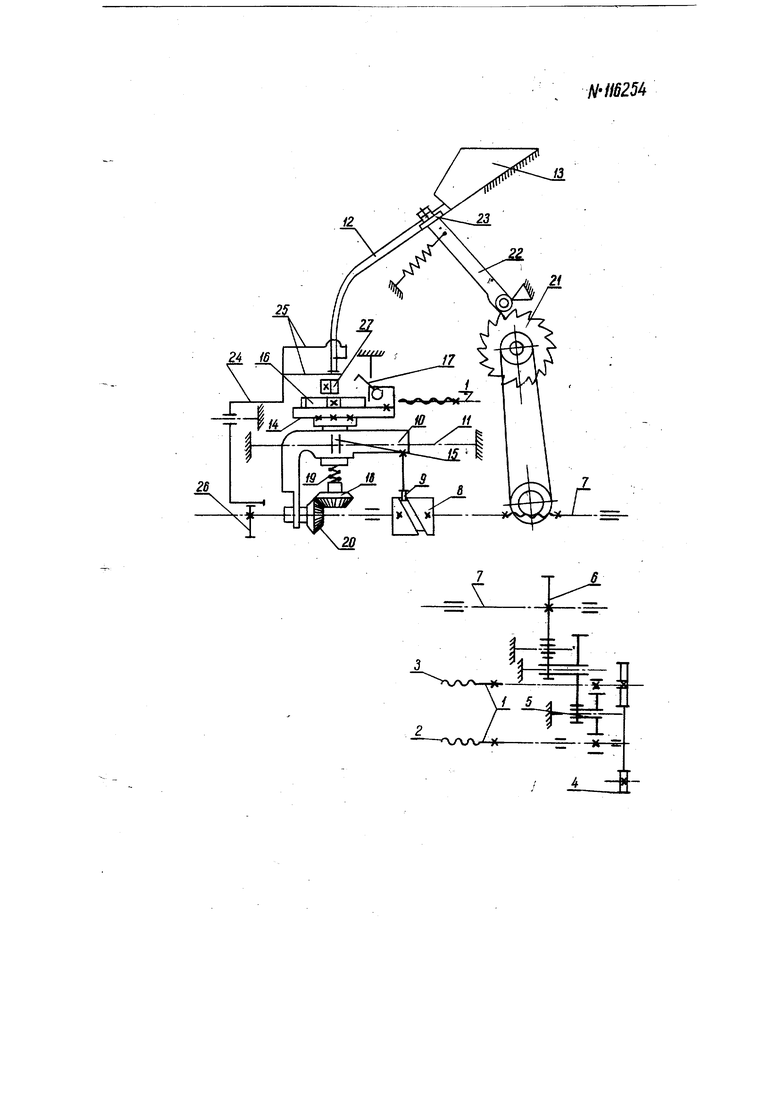
На чертеже изображена кинематическая схема станка. В коробке станины станка на радиально-упорных лодпшпниках монтированы два имеющих зубчатые венцы полых щпинделя /, в которых закреплены патроны с обрабатывающими инструмента.ми - сверлами 2 и 3, приводимыми во вращение от двигателя 4. От блок-щбстерни 5 через промежуточные щестерни передается вращение щестерни 6, насаженной на распределительном валу 7 станка.
На валу 7 укреплен кулачок 8, который посредством ролика 9 с пальцем сообщает движение ползущке 10 по направляющим )/. На ползущке 10 укреплен расположенный под лотком 12, соединенным с бункером 13, СТОЛ 14, снабженный сквозными приемными гнездами.
Через ползущку 10 пропущен вертикальный вал 15, на котором с опорой на СТОЛ 14 укреплен на квадрате поворотный круг 16, имеющий гнезда для заготовок гаек, подаваемых из бункера 13 через лоток 12. На столе 14 укреплены зажимы 17.
На нижнем конце вала 15 закреплена коническая шестерня 18. Пружина 19, поддерживающая нормальное зацепление с секторной шестерней 20, прикрепленной к ползущке 10, прижимает Kpyi 16 к столу 14.
Л 116254
Секторная шестерня 20, скользящая по квадрату распределительного вала 7, периодически сцепляется с шестерней 18.
От вала 7 через червячную передачу получает врашение многозубчатый диск 21, сообшаюш,ий качательное движение поводку 22- Поводок 22 приводит в возвратно-поступательное движение ползун 23, располол енный внутри лотка 12.
В нижней части лотка 12 на продолжении поводка 24 укреплен двухсторонний отсекатель 25 заготовок гаек. Поводок 24 постоянно прижимается пружиной к кулачку 26, сидяш,ему на валу 7. Между нижним концом лотка 12 и кругом 16 находится дополнительный лоточек 27, центрируюший заготовки гаек относительно гнезд.
В нижней части лотка 12 каждая очередная загото вка гайки пропускается отсекателем 25, проходит через лоточек 27 и свободно падает в очередное сквозное гнездо круга 16 и опиратся на стол 14.
После этого поворотный круг 16 вместе со столом 14 подается посредством кулачка 8 вперед, заготовка гайки в это время закрепляется зажимами 17 и затем происходит снятие фа)Ски на заготовке гайки с одной ее стороны сверлом, установленным на одном из шпинделей /.
После снятия фаски с одной стороны заготовки гайки вся система, включающая в себя ползушку 10, стол 14 и круг 16 перемещается в обратном направлении. В крайнем положении во время остаповки шестерни 18 и 20 сцепляются, круг 16 поворачивается (на 60°) и следующее гнездо круга 16 устанавливается под лотком.
После поворота круга с гнездом, в котором находится первая загоговка гайки на 180° лервая заготовка гайки уже обращена к сверлу другого шпинделя другой своей стороной и при ходе всей системы вперед происходит зенкОВание одновременно первой стороны очередной заготовки гайки и второй стороны первой заготовки гайки.
Обработанная заготовка гайки при последующих поворотах круга J6 подводится к гнезду стола М и падает в приемную тару для готовых изделий.
Предмет изобретения
Станок для снятия фасок на заготовках мелких гаек, подаваемых из бункера к инструментальным шпинделям, отличающийся тем, что, с целью выполнения его с небольшими габаритными размерами, под бункером расположен круг, снабженный сквозными приемными гнездами, помещенный на столе, связанном с ползушкой, несущей приводную шестерню, периодически входящую при возвратно-поступательных движениях ползущки в зацепление с шестерней вала круга, повороты которого служат для осуществления поочередного подвода обоих сторон заготовки гайки к обрабатывающим их инструментам.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Многошпиндельный гайконарезной автоматический станок | 1959 |
|
SU124285A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Устройство для автоматического набора на роторный вал листов роторного железа | 1961 |
|
SU144220A1 |
| СТАНОК-ПОЛУАВТОМАТ для СБОРКИ КОНЦЕВЫХ ПРИСОЕДИНЕНИЙ РЕЗИНОВЫХ РУКАВОВ11ДГЕ?!ТН6-ТЕХЙ8М?С»»1 | 1973 |
|
SU378329A1 |
| Устройство для зачистки и заправки сварочных электродов | 1961 |
|
SU147476A1 |
| Многошпиндельный двусторонний автомат для нарезания резьбы метчиками | 1985 |
|
SU1315178A1 |
| Непрерывный протяжной автомат | 1949 |
|
SU87539A1 |
Комитет по делам изобретений и открытий при Совете Министров СССР Гедактор И. В. МакаровГр. 212
Информационно-издательским отдел.Подп. к печ. T.lV-oS г.
Объем 0,34 п. л.Зак. 3778Тираж 775Цена 50 коп.
Типография Комитета ио делам изобретений и открытий при Совете Министров СССР
Москва, Петровка, 14.
