Изобретение может быть использовано на заводах-изготовителях абразивного инструмента и других заводах машиностроения.
Известен механизм загрузки к токарноло.бовому станку. Он предназначен для установки на жесткую оправку шпиндельной бабки тяжелых кругов, а та|Кже для съема их. Механизм загрузки состоит из подвижной каретки, поворотного гидравлического цилиндра, рычага поворота и патрана для зажима круга. В качестве зажимного патрона используется стандартный пневматический трехкулачковый патрон 0250 мм с ходом кулачков 6 мм. Каретка перемещается по -направляющей, закрепляемой ло платине станины, на опорах качения.
Механизм настраивается на захват различных по наружному диаметру кругов перестановкой упора, ограничиваю1щего угол поворота поворотного цилиндра. Производительность механизма загрузки составляет 40 кругов в смену. Низкая производительность труда обусловливается тем, что большое количество вспомогательных операдий производится вручную.
Цель изобретения - обеспечение возможности загрузки изделий различного типоразмера и повышение производительности. С этой целью механизм загрузки выполнен с площадкой подъема, перемещающейся в вертикальной плоскости и шарнирно закрепленной с одного конца площадкой установки обрабатываемых изделий, качающейся в вертикальной плоскости, причем на последней установлена горизонтально перемещающаяся тележка. На площадке подъема расположены параллельные вертикальные стенки, перпендикулярно которым закреплены обрезиненные валики. На станине станка смонтированы
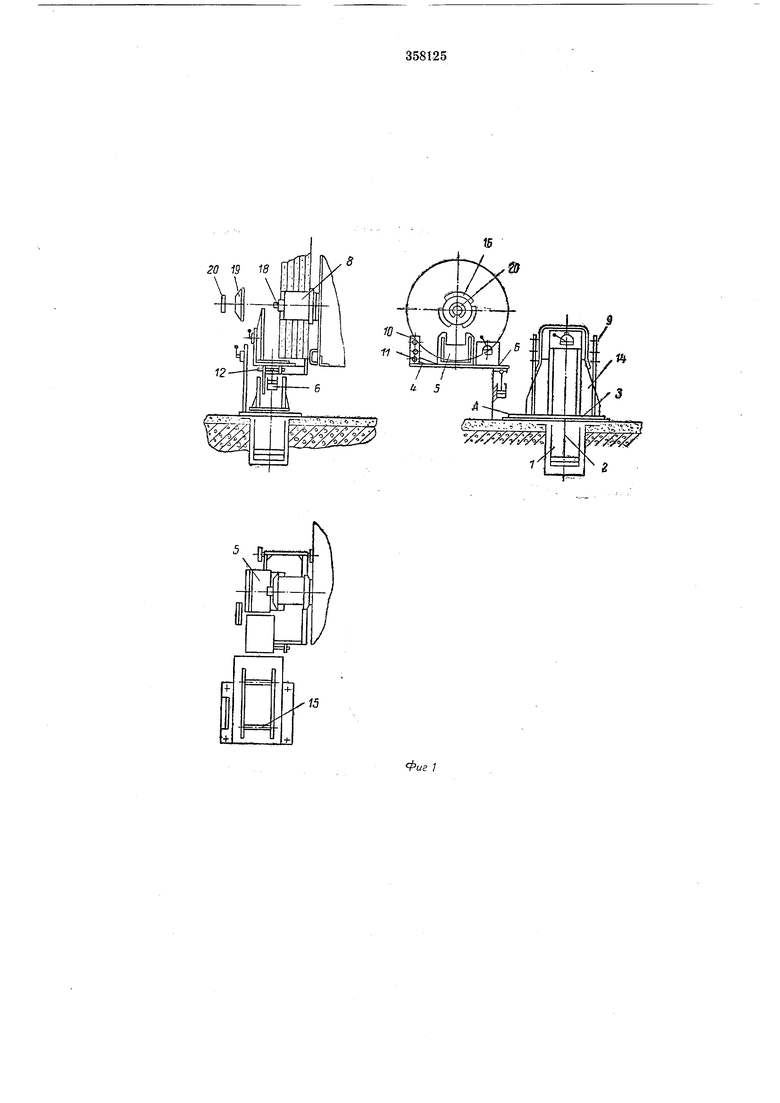
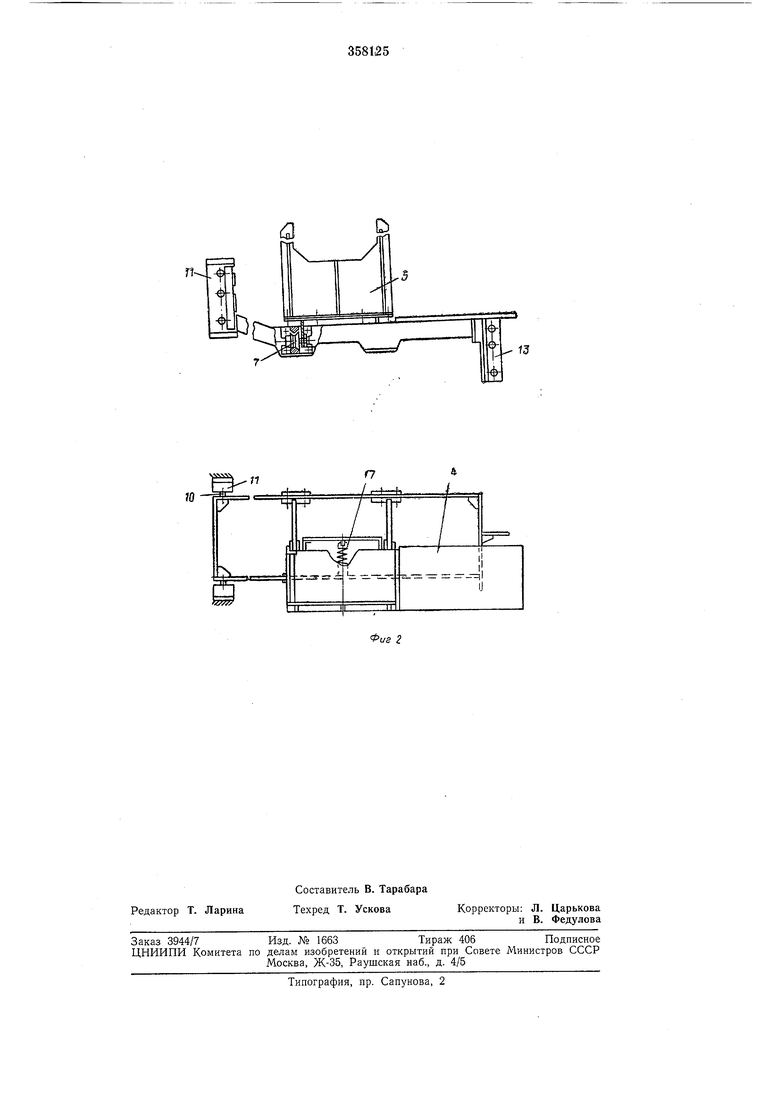
кронштейны с отверстиями под съемные оси. На фиг. 1 изображен предлагаемый механизм загрузки, общий вид; на фиг. 2 - узел установки круга на оправку. Механизм состоит из вертикального пневмоцилиндра 1, расположенного под полом возле станка, с закрепленной жестко на его штоке 2 площадкой подъема 3. К кожуху станка под шпинделем прикреплена щарнирно площадка 4 установки с тележ,кой 5. Пневмоцилиндр 6, закрепленный на станине станка, служит для перемещения вверх площадки 4 с тележкой 5. Последняя перемещается по направляющим площадки 4 на роликах 7 и обеспечивает установку издеЛИЙ на разжимную 01правку 8, которая закреплена на шпинделе станка.
шарнирных осей 10 в одно из трех отверстий кромштейна 11, а также перестаиовкой оси 12, соединяющей шарнирно шток пневмощилиндра 6 с площадкой 4, в одно .из трех отверстий кронштейна 13. Установку на станок можно производить пакетом и поштучно.
Механизм за-грузкн работает следующим образом. Предварительно механизм настраивается .на размеры обрабатываемого изделия путем установки упоров 9, ограничивающих ход пневмощилиндра , и установкой Шарнирных осей 10 в одно из трех отверстий кронштейнов 11, а также перестановкой оси 12, соединяющей шарнирно шток пневмоцилиндра 6 с площадкой 4, в одно из трех отверстий кронштейна 13. Затем изделие, например круг, накатывается на ллощадку 3, имеющую две стенки 14 и два обрезиненных валика 15, предотвращающих опрокидывание и скатывание круга или пакета кругов, затем поднимается до уровня тележки 5, находящейся на площадке 4, т. е. поверхности Л и будут находиться в одной плоскости. Круг или пакет кругов перекатывается с площадки 3 на тележку 5 и посредством пневмоцилиндра 6 поднимается вверх, совмещая таким 0|бразом центр отверстия круга с центром оправки 8, при этсм кулачки 16 оправки сжаты. Усилием рабочего тележка 5 с кругом перемеи аются в горизонтальном направлении вперед до упора круга в борт оправки 8. После этого площадка 4 с тележкой 5 опускаются, в результате круг остается на оправке, а гоЛОвка, ссвободившись от круга посредством пружины 77, возвращается назад в исходное положение. На шток 8 оправки надеты фланец 19 и быстросменная шайба 20. При нажатии кнопки «зажим круга шток 18, перемещаясь, разжимает кулачки 16 до определенного диаметра и тем самым, центрируя круг на оправке 8, при дальнейшем перемещении штока 18 быстросменная шайба 20 через фланец 19 прижимает круг или пакет кругов к бурту оправки 8, зажимая круг по торцу. Движение штока 18 осуществляется с
помощью встроенного в шпиндель гияроцилИ|Ндра.
При окончании механи ческой обработки и остановке шпинделя нажимается кнопка «разжим круга, шток 18, перемещаясь в 01братном .направлении, сжимает кулачки 16. Круг р.аскрвпляется. Снимаются быстросменная шайба 20 и фланец J9. Тележка 5 перемещается вперед под круг, и площадка 4 с тележкой 5 и кругом поднимаются вверх, освобождая круг от контакта с оправкой 8. После этого тележка 5 с кругом перемещаются назад и опускаются, зани-мая исходное положение, круг перекатывается с тележки 5 на
площадку 3 и опускается до уровня пола. Круг с 1нлощадки 5 убирается. На этом цикл раб.оты заканчивается.
Производительность механизма загрузки составляет 804-160 изделий в смену в зависимости от типоразмеров.
Предмет изОбретейия
1.Механизма загрузки, например, к токарно-лобовым станкам с подъемником и кареткой, перемещающейся в горизонтальном направлении, отличающийся тем, что, с целью загрузки изделий различного типоразмера и повышения производительности операции загрузки, механизм загрузки выполнен, с площадкой подъема, перемещающейся в вертикальной плоскости и щарнирно закрепленной с одного конца площадкой установки обрабатываемых изделий, качающейся в вертикальной плоскости, причем на по:следней установлена горизонтально перемещающаяся тележка.
2.Механизм по п. 1, отличающийся тем, что на площадке подъема расположены параллельные вертикальные стенки, перпендикулярно которым закреплены обрезиненные валикИ.
3.Механизм по п. 1, отличающийся теи, что на станине станка смонтированы кронштейны с отверстиями под съемные оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| МЕХАНИЧЕСКАЯ РУКА | 1969 |
|
SU244849A1 |
| Устройство для передачи изделий с одного конвейера на другой | 1983 |
|
SU1097543A1 |
| Станок для шлифования краев полыхСТЕКлОиздЕлий | 1979 |
|
SU841924A1 |
| Станок для испытания на прочность абразивных кругов | 1986 |
|
SU1733952A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКАХ | 1973 |
|
SU364416A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Устройство для сборки деталей типа вал-втулка | 1974 |
|
SU516499A1 |
-и
