Изобретение относится к литейному производству и касается усовершенствования устройств для дозировки жидкого металла, заливаемого в литейные формы.
Для дозировки жидкого металла при разливе его в формы .получили распространение, в основном, два типа устройств - стационарные установки с порционной выдачей металла и мерные чаши, выполненные в виде приемного сосуда с выпускным отверстием, перекрываемым стопорным элементом, и устанавливаемые непосредственно на литейную форму.
Основной недостаток мерных чаш - низкая точность дозировки, погрешности которой достигают 10%.
Точность дозировки жидкого металла в литейную форму часто имеет решающее значение. Так, например, при заливке жидкого металла в кокиль с термоизоляционным покрытием перелив жидкого металла приводит к образованию такой формы настывшего металла, при которой отделение отливки становится затруднительным, а недолив ведет к браку отливки.
Известны стационарные установки для дозировки металла, состоящие из герметичной емкости, в которой помешается металл и мерной чаши с вертикальным металлопроводом и сливным желобом.
Мерную чашу этой установки без герметичной камеры можно применить при непосредственной установке ее на литейнз ю форну, точность дозировки подобных чаш достаточно высока.
Однако при непосредственном применении их на формах жидкий металл при выходе из выпускного отверстия чаши и при входе в металлопровод в зоне сливного желоба разбрызгивается, что вызывает повышение потери металла.
С целью предотвращения этого явления выпускное отверстие чаши выполняется с гораздо меньшими размерами, чем внутренняя
полость металлопровода. Это вызывает увеличение времени дозирования.
Кроме того, при использовании подобной мерной чаши с непосредственной установкой ее на форму часть жидкого металла, помешенного во внутренней полости металлопровода между верхней кромкой литника и нижней кромкой сливного желоба, при съеме с формы разливается по поверхности формы, что приводит к образованию настыли металла.
Целью изобретения является создание мерной чаши, лишенной вышеуказанных недостатков при непосредственной установке ее па литейные формы и предотврашение образования настыли на поверхность формы.
Достигается это тем, что металлопровод выполнен подвижным в вертикальной плоскости и связан с рычагом, шарнирно укрепленным на корпусе сосуда и устанавливаемым в нижнем положении таким образом, чтобы сохранялось соотношение
.1, V
где Vi - объем тела металлопровода, погруженного в литниковую полость формы;
Уа - объем полости металлопровода между верхним уровнем литника и уровнем выхода металла на сливной желоб.
Такое исполнение позволяет предотвратить образование настыли металла над литниковой полостью формы, уменьшить потери металла и повысить скорость дозирования.
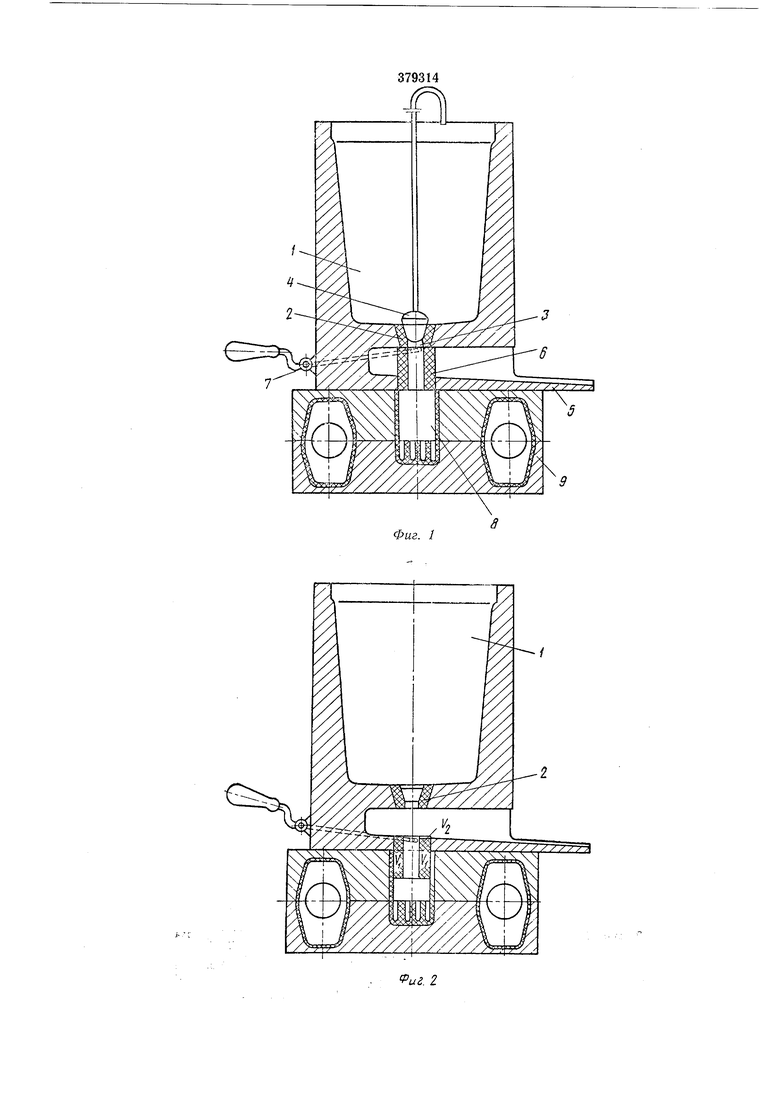
На фиг. 1 схематично изображена предлагаемая мерная чаша перед заливкой жидкого металла в приемный сосуд; на фиг. 2 - то же, в момент заливки металлом литейной формы.
Мерная чаша состоит из приемного сосуда 1, в котором установлена сменная вставка 2 с выпускным отверстием 3, перекрываемым стопорным элементом 4, а также сливного желоба 5 и вертикального металлопровода 6. Последний имеет возможность осевого перемеш,ения под действием рычага 7, шарнирно укрепленного на корпусе сосуда.
Перед заливкой жидкого металла в сосуд выпускное отверстие 3 перекрывается стопорным элементом. Металлопровод при помоши рычага 7 устанавливается в верхнее положение, при котором его верхний торец вплотную приближается к торцу сменной вставки.
Это предотвращает разбрызгивание металла при выходе его из сосуда в металлопровод.
После отстоя металла в сосуде чаши стопорный элемент извлекается, и жидкий металл через выпускное отверстие и металлопровод поступает в литник 8 литейной формы 9. По выходе металла из сосуда перемещают метгл;:опровод в нижнее положение, при этом часть металла в литнике вытесняется во внутреннюю полость металлопровода на величину объема V.
Излишки металла удаляются .через сливной желоб, а оставшийся в металлопроводе металл, расположенный между уровнем литника и уровнем слива, занимает объем Vz. Металлопровод в дальнейшем извлекается из полости литника и устанавливается в верхнее, т. е. исходное, положение.
При этом освобождается часть объема 0 литника УЬ который занимал тело металлопровода. Металл объемом Vz поступает в
литниковую полость и при наличии соотноYшения -- 1 уровень жидкого металла
z
5 В литейной форме устанавливается не выше уровня литника, что предотвращает образование настыли над литниковой поверхностью формы.
Предмет изобретения
Мерная чаша для дозирования жидкого металла, включающая приемный сосуд с выпускным отверстием, сливной желоб и металлопровод, установленный соосно с выпускным отверстием, отличающаяся тем, что, с целью предотвращения образования настыли на поверхности формы, металлопровод выполнен подвижным в вертикальной плоскости и связан с рычагом, шарнирно укрепленным на корпусе сосуда.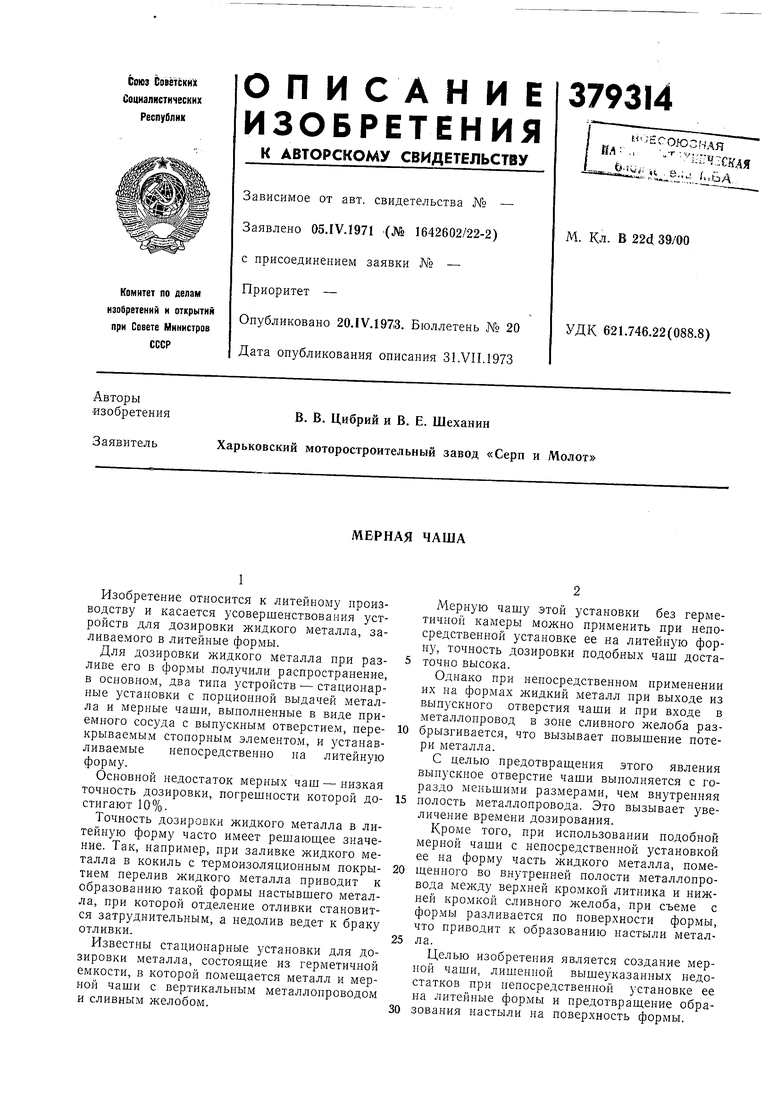
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заливки металла | 1979 |
|
SU854587A1 |
| Литниковая чаша | 1982 |
|
SU1072983A1 |
| Устройство для модифицирования жидкого металла | 1981 |
|
SU986588A1 |
| Устройство для модифицирования жидкого металла | 1982 |
|
SU1069944A1 |
| Плавильно-заливочная установка | 1975 |
|
SU593819A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2597799C2 |
| Установка для последовательно нап-РАВлЕННОгО зАпОлНЕНия лиТЕйНОй фОРМы | 1979 |
|
SU831326A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2012 |
|
RU2484917C1 |
| Устройство для центробежного литья | 2020 |
|
RU2748447C1 |
| Способ получения отливок в оболочковой форме и литейная форма для его осуществления | 1984 |
|
SU1197767A1 |