1
Предлагаемый способ может найти применение в машиностроительной промышленности, в частности для правки алмазного инструмента на металлической связке, например, с внутренней сферической поверхностью.
Правка алмазного инструмента известными способами трудоемка.
Способ электроэрозионной правки позволяет решить ряд сложных вопросов, связанных с правкой алмазных инструментов на металлической связке. На рабочих поверхностях электрода-инструмента образуют токонепроводяш,ие вставки. Последние наиыляют, наклеивают, вставляют, получают любым известным способом и используют для базирования электрода-инструмента; в процессе правки их перемеш,ают относительно обрабатываемой поверхности вместе с электродом-инструментом. Вставки выступают над рабочей поверхностью электрода-инструмента на величину ме}кэлектродного зазора, которую устанавливают соответствующей весьма мягкому режиму. При электроэрозионной правке постепенно переходят от мягкого к более грубому (в допустимых пределах) режиму или производят правку на одном заданном режиме. В процессе правки удаляют определенные объемы металла с обрабатываемой заготовки и электродаинструмента, в результате между обрабатываемой заготовкой и электродом-инструментом
увеличивается зазор. Процесс электроэрозионной правки прекращается. Для продолжения процесса меняюг электрод-инструмент, что удорожает правку, повышает ее трудоемкость.
Пель изобретения - обеспечение постоянства межэлектродного зазора для ко.мпенсацпи износа электрода-инструмента.
Согласно описываемому способу одповременно с правкой путем повышения давления на алмазный инструмент срезают слой токоненроводящих вставок на электроде-инструменте со скоростью, равной скорости износа.
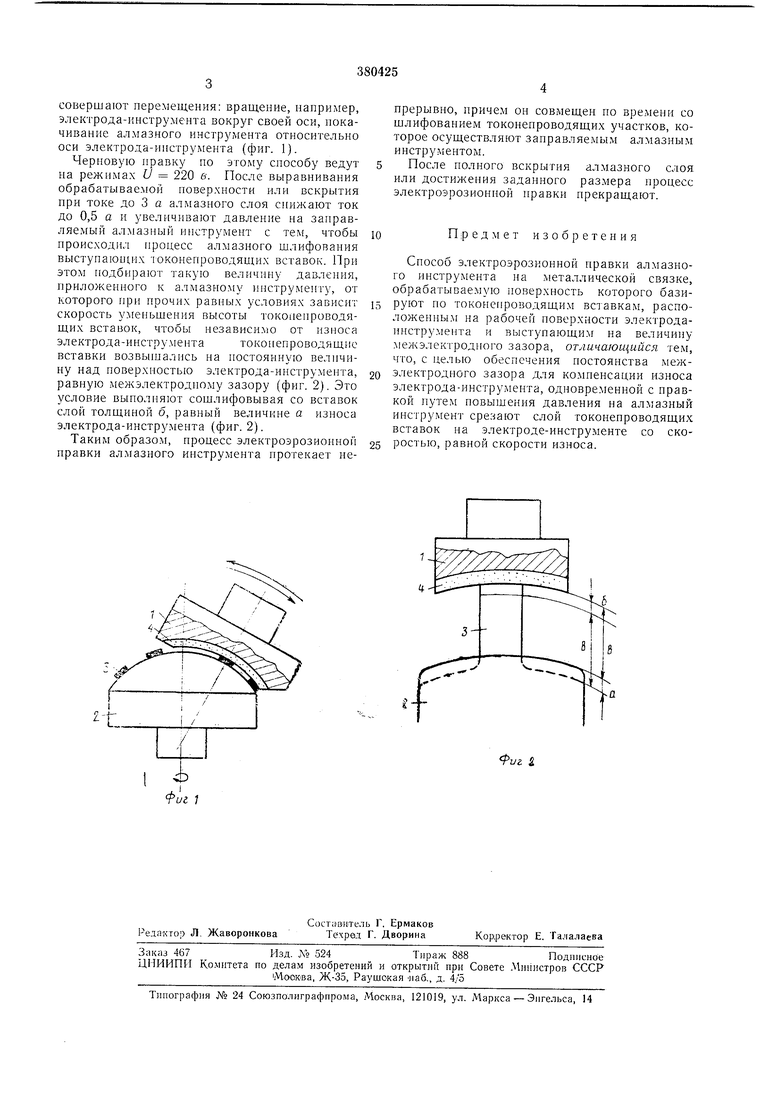
На фиг. 1 представлена с.хема правки внутренней сферической поверхности алмазного инструмента; па фиг. 2 - отдельный участок электрода-инструмента п алмазного инструмента (величина а износа электрода-ннсгрумента равна толщине б слоя, сошлифовапного с токонепроводящих вставок, в - величина межэлектродного зазора).
При электроэрозионной правке алмазного инструмента 1 по предлагаемому способу рабочую поверхность электрода-инструмента 2, имеющую вид иаружной сферы, точно обрабатывают и на нее наносят отдельные небольшие вставки 3 из токонепроводящего материала. Электрод-инструмент базируют этими вставками по профилируе.ой поверхности 4, подлежащей обработке. В процессе обработки электрод-инструмент п алмазный инcтpy ieнт
совершают перемещения: вращение, например, электрода-инструмента вокруг своей оси, нокачивание алмазного инструмента относительно оси электрода-инструмента (фиг. 1).
Черновую правку по этому способу ведут на режимах V 220 е. После выравнивания обрабатываемой поверхности или вскрытия при токе до 3 а алмазного слоя снижают ток до 0,5 а II увеличивают давление на заправляемый алмазный инструмент с тем, чтобы происходил процесс алмазного шлифования выступаюисих токопепроводящпх вставок. Прп этом подбирают такую величину давления, приложенного к алмазному инструменту, от которого при прочих равных условиях зависит скорость уменьшения высоты токопенроводящих вставок, чтобы независимо от износа электрода-инструментатоконепроводящие
вставки возвышались на постоянную велнчину над поверхпостыо электрода-ипструмеита, равную .межэлектродному зазору (фиг. 2). Это условие выполияют сошлифовывая со вставок слой толщиной б, равный величине а износа электрода-инструмента (фиг. 2).
Таким образо.м, процесс электроэрозионной правки алмазного инструмента протекает непрерывно, причем он совмещен по вре.мени со шлифованием токонепроводящих участков, которое осуществляют заправляе мым алмазным инстру.ментом.
После полного вскрытия ал.мазного слоя или достижения заданного раз.мера процесс электроэрозионной правки прекращают.
П;редмет изобретения
Способ электроэрозионной правки алмазного инструмента на металлической связке, обрабатываемую поверхность которого базируют по токонепроводящим вставкам, расположенны.м на рабочей поверхности электродаинструмента и выступающи.м на величину межэлектродного зазора, отличающийся тем, что, с целью обеспечения постояпства межэлектродпого зазора для ко.мпенсации износа электрода-инструмента, одновре.менной с правкой путем повышения давления на алмазный инструмент срезают слой токонепроводящих вставок па электроде-инструменте со скоростью, равной скорости износа.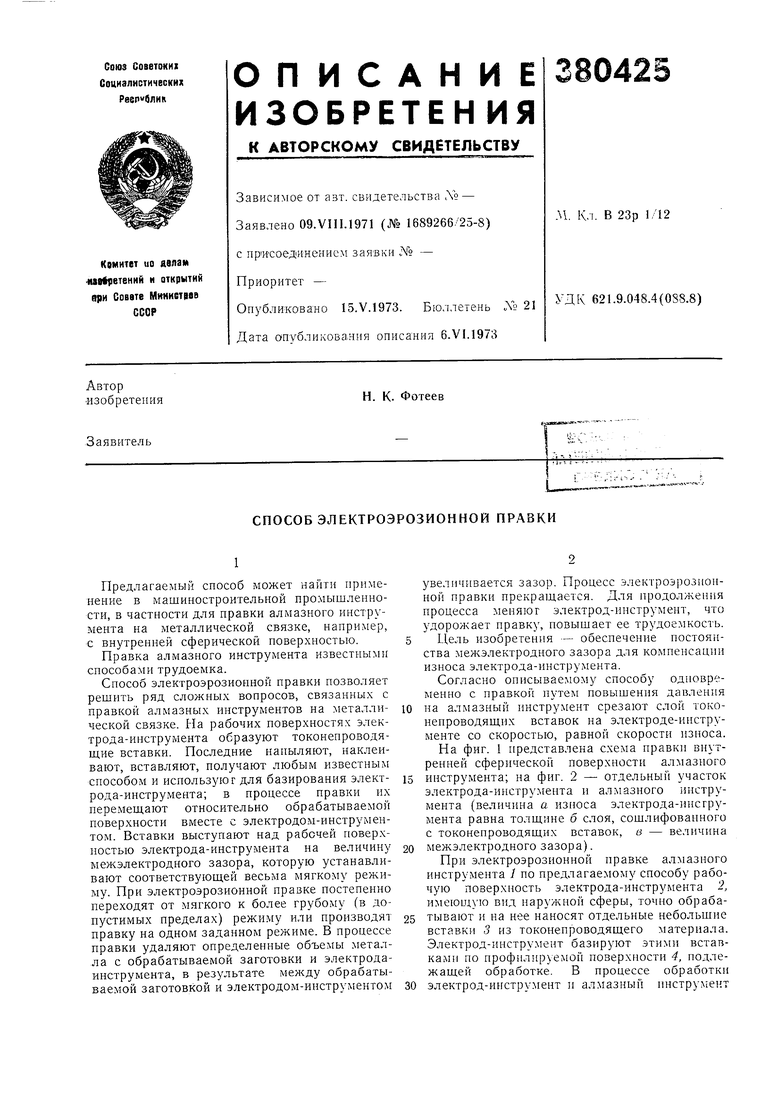
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Электрод-инструмент для контактноэрозионной правки алмазных кругов | 1989 |
|
SU1685644A1 |
| Способ электроэрозионной обработки | 1983 |
|
SU1110587A2 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ электроэрозионного профилирования шлифовальных кругов | 1976 |
|
SU599950A1 |
| Способ электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге | 2021 |
|
RU2776570C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1972 |
|
SU331869A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
fVi g
