Для уменьшения трения между листом, загибаемым на коническом валке, и наружными цилиндрическими валками предлагается последние выполнять составными из отдельных колец.
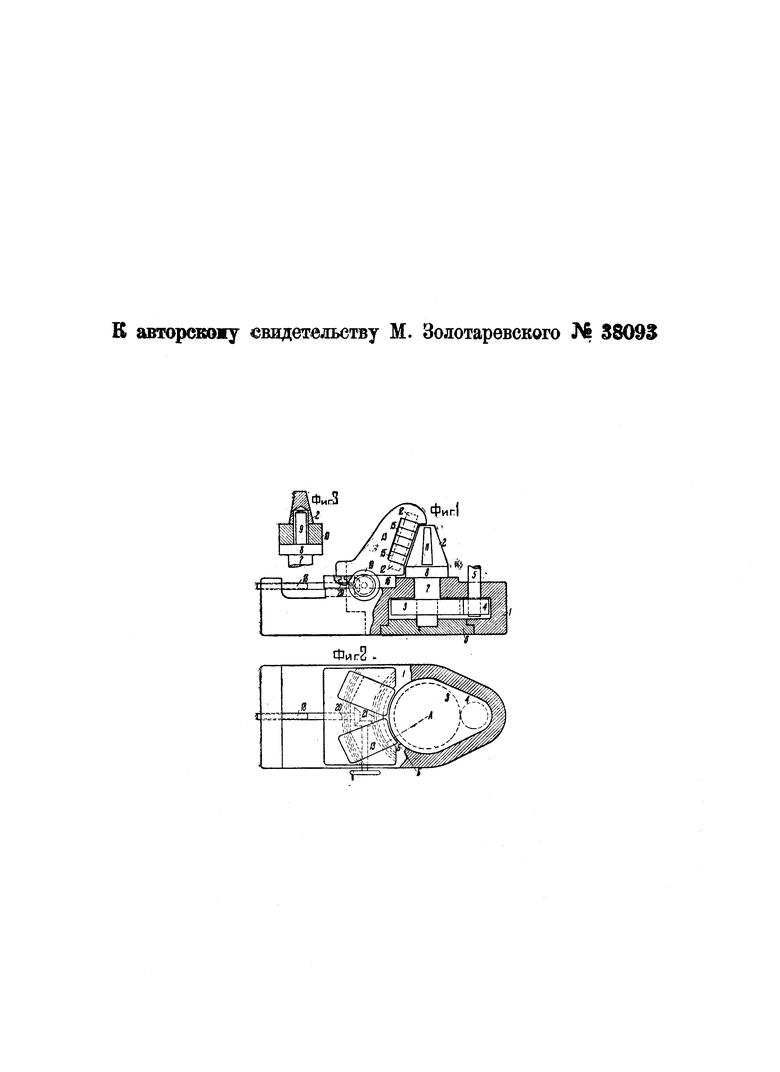
На чертеже фиг. 1 изображает продольный разрез станка; фиг. 2 - вид его сверху, с частичным разрезом; фиг. 3 - разрез конического валка.
В полой станине 1 находится основное звено механизма для вращения конусного валка 2, а именно зубчатая пара 3-4. Вал 5 зубчатки 4 выдается из полости станины. Дальнейшая передача привода может быть любая: зубчатое зацепление, червячная передача, коробка скоростей и т.д. Привод также может быть любым: от ремня, индивидуальный мотор и т.д. Для удобства монтажа станина внизу имеет отверстие, закрываемое крышкой 6, в которой находится упорный подшипник вала 7. Последний откован заодно с шайбой 8 и винтом 9. Конический валок 2 имеет внутреннюю нарезку, при помощи которой он навинчивается на винт 9. Если валок 2 мал, то на шайбу 8 надевается подкладное кольцо 10 и уже над ним навинчивается валок 2.
Вырезанный в виде сектора лист до начала вальцовки прикрепляется одним своим прямолинейным краем к образующей конического валка при помощи вделанной заподлицо электромагнитной пластины 11.
Во избежание скольжения вальцуемого листа между коническим и цилиндрическими валками два наклонных цилиндрических валка сконструированы составными, а именно: на жестко заделанном в стойку 13 валу 12 надеты несколько колец 15, 15. Это приводит к тому, что вместо трения между листом и цилиндрическим валом (вследствие разности окружных скоростей на различных высотах конуса) имеет место только трение между кольцами. При отсутствии движения вдоль оси (т.е. между кольцами) это трение получится незначительным; к тому же кольца могут быть хорошо смазаны.
Цилиндрические валки не имеют принудительного движения, их вращение происходит вследствие увлечения их листом за счет трения.
Для отодвигания цилиндрических валков от конического при закладке материала, а также для постепенного придвигания их при вальцовке служит плита 16, которая скользит своим ласточкиным хвостом в соответственном пазе станины 1. Продвижение плиты 16 может производиться любым способом, например, винтом 18 с маховичком 19 через пару конических зубчаток.
Стойки 13 могут устанавливаться на плите 16 в любом положении. Для этого предусмотрены Т-образные пазы 20-21, расположенные по дугам с общим центром, совпадающим с центром конуса.
В этих пазах помещаются головки крепежных винтов, прикрепляющих стойки 13 к плите 16. Стойки могут устанавливаться также на различном расстоянии от центра благодаря продольным вырезам в их теле. Закладку листа можно значительно облегчить системою роликов, направляющих закладываемый лист.
Работа происходит в следующем порядке. Валок 2 устанавливается таким образом, чтобы электромагнитная пластина 11 пришлась как можно ближе к цилиндрическому валку 12, примерно так, чтобы ось ее совпадала с линией А; тогда лист установится в плоскости, обозначенной линией Б+Б, благодаря чему лист при вращении валка 2 по часовой стрелке не заденет рабочего.
Вырезанный в виде сектора лист подается сверху или сбоку на свое место между роликами. Рабочий прилаживает параллельный край листа точно вдоль оси пластины 11. Лучше это делать при помощи специальной линейки. Немедленно после установки листа рабочий пускает ток в пластину 11. Вслед за этим он включает привод станка и одновременно начинает вращать маховичок 19.
После окончания вальцовки станок останавливают и выключают ток в пластине 1. Затем при помощи обратного вращения маховичка 19 отодвигают плиту 16 с обеими стойками 13-13.
Готовый конус снимается с валка вручную, а при тяжелых работах - при помощи крана. Рукоятка пуска и остановка станка, а также кнопка для включения электромагнита находятся спереди, вблизи маховичка 19. Таким образом все обслуживание станка производится одним человеком.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВЫЙ СТАНОК ДЛЯ СВЕРТЫВАНИЯ КОНУСОВ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1935 |
|
SU48015A1 |
| Станок для изготовления конических обечаек | 1977 |
|
SU732048A1 |
| Станок для гибки колец | 1990 |
|
SU1754269A1 |
| МНОГОСТОРОННИЙ СТРОГАЛЬНЫЙ СТАНОК | 1993 |
|
RU2041801C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Трехвалковый станок для свертывания конусов из листового металла | 1934 |
|
SU40932A1 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608114C1 |
| Листогибочный станок | 1991 |
|
SU1784342A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| СТАНОК ДЛЯ ПРАВКИ ЛИСТОВОГО МЕТАЛЛА | 1930 |
|
SU38519A1 |
1. Листозагибочный станок для свертывания конусов с применением трех валков, отличающийся тем, что для уменьшения трения между валками и свертываемым листом боковые холостые валки выполнены из отдельных кольцевых частей 15 одинакового диаметра, установленных на оси 12, параллельной образующей вращаемого от привода конического валка 2.
2. В станке по п. 1 применение на поверхности конического валка 4 электромагнитной пластины 11 для захватывания конца свертываемого листа и протягивания его между валками.
