1
Изобретение относится к прокатному производству и может быть использовано, в частности, при холодной прокате полосовой стали.
Известны устройства для подачи смазки к зоне деформации в прокатываемой полосе, включающие валки.
С целью создания высокого давления смазки перед очагом деформации в предлагаедюм устройстве в зеве между валками и прокатываемой полосой размещены клиновидные вставки, оканчивающиеся острыми, кромками со стороны входа полосы в валки и образующие с рабочими валками и полосой щелевые зазоры, в которые подается смазка. С целью упращен ия конструкции вставки могут быть закреплены ва сегментных подушках, которые охватывают бочки валков.
Это обеспечивает подачу смазки к очагу деформации двумя сходящимися потоками с нарастанием давления смазки за счет нагиетания ее в щелевые зазоры вращающимися валка.ми и движущейся полосой. Поступление в очаг деформации смазки под высоким давлением обеспечивает при прокатке условия, близкие к условиям гидродинамического трения, что снижает усилие прокатки и уменьщает износ валков.
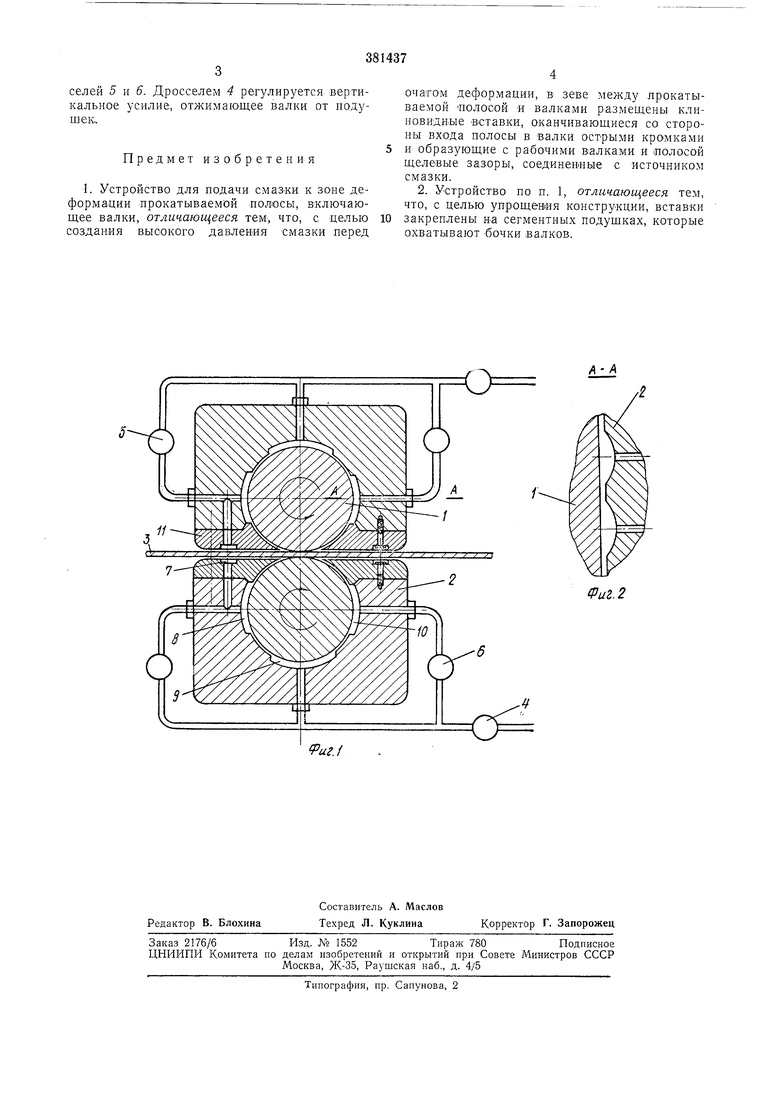
На фиг. 1 -показано предлагаемое устройство, полеречный разрез; на фи,г. 2 - сече«ие по А-А на фиг. 1.
Устройство содержит рабочие валки 1, подущки 2, прокатываемую полосу 3 и регулируемые дроссели 4, 5 6.
Подушки 2 имеют отверстия для подвода смазки к паза.м (карманаа1-цакопителям смазки) 7-10. В зеве валков со стороны входа полосы в валки с.менные вставки // (из антифрикционного материала или с антифрикционным покрытием) подущек оканчиваются заостренными кромками.
Со стороны выхода полосы из валков аналогичные вставки оканчиваются затупленными кромками.
Подача смазки к очагу деформации посредством предлагаемого устройства осуществляется следующем образом.
Под некоторым малым напором смазка поступает из обшей магистрали в пазы 7 и 8. Давление смазки в этих пазах меньше, чем в общей магистрали, и регулируется дросселем 5. При вращении валков / и движевии полосы 3 в направлении прокатки смазка увлекается полосой и валками в щелевые зазоры между вставкой и полосой, и вставкой и валками. Эффект нагнетания смазки в очат деформации создает подпор гидростатического давления, постепенно увеличивающегося ко входу в очаг деформации.
Регулирование давления смазки в очаге деформации осуществляется при помощи дросселей 5 н 6. Дросселем 4 регулируется вертикальное усилие, отжимающее валки от иодушек..
Предмет изобретения
1. Устройство для подачи смазки к зоне деформации прокатываемой полюсы, включающее валки, отличающееся тем, что, с целью создания высокого давления смазки перед
очагом деформации, в зеве между .прокатываемой ПОЛОСОЙ и валками размещены клиновидные вставки, оканчивающиеся со стороны входа полосы в валки острыми кромками и образующие с рабочими валками и полосой щелевые зазоры, соединепиые с источником смазки.
2. Устройство по п. 1, отличающееся тем, что, с целью упрощения конструкции, вставки закреплены на сегментных подушках, которые охватывают бочки валков.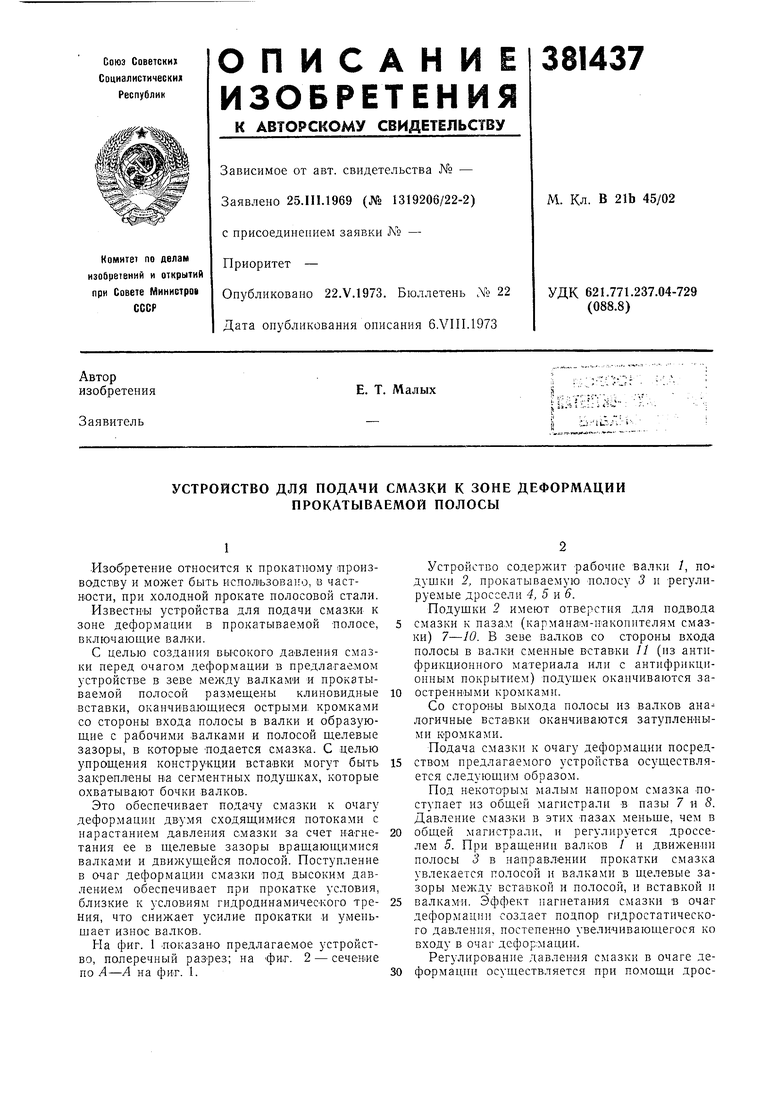
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагнетания смазки к зонедЕфОРМАции | 1979 |
|
SU835551A1 |
| Устройство для нагнетания смазки к зоне деформации | 1981 |
|
SU986533A1 |
| Устройство для нагнетания смазки к очагу деформации при прокатке | 1980 |
|
SU929269A1 |
| Устройство для нагнетания смазки к очагу деформации | 1984 |
|
SU1169770A1 |
| Прокатная клеть кварто | 1976 |
|
SU698692A1 |
| Способ прокатки клиновидных профилей | 1988 |
|
SU1616724A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544728C2 |
| Устройство для нагнетания смазки к очагу деформации при прокатке | 1983 |
|
SU1176990A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2008 |
|
RU2365440C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2615670C1 |