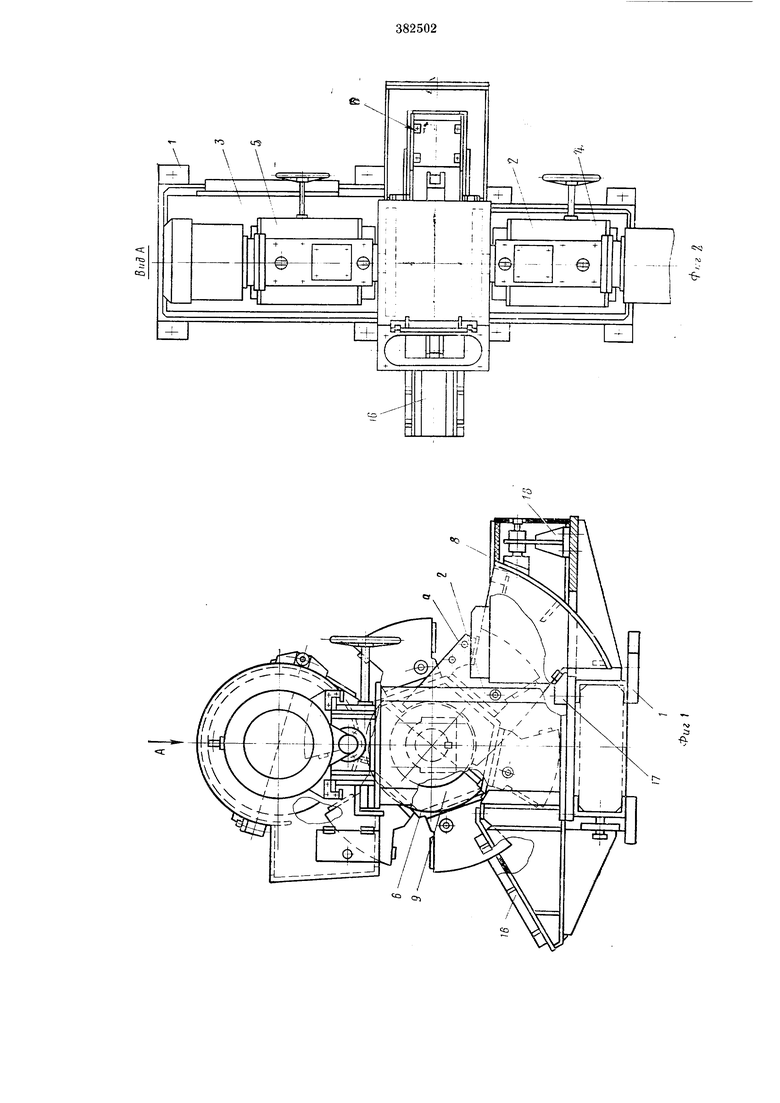
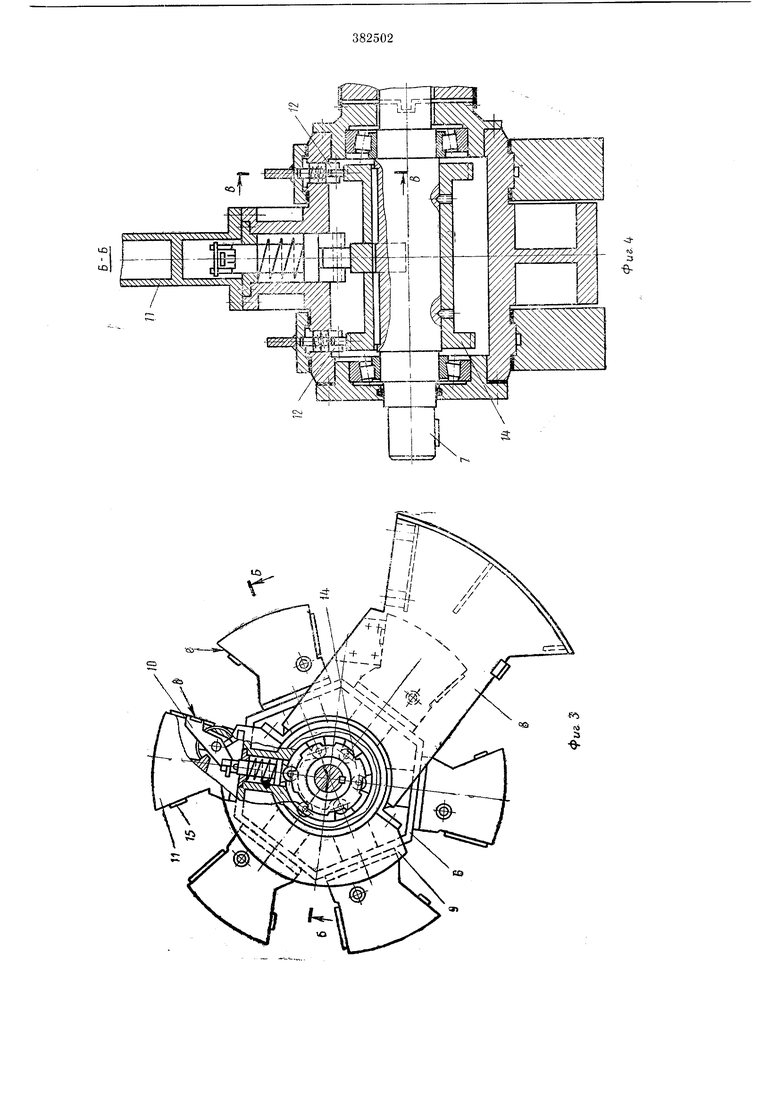
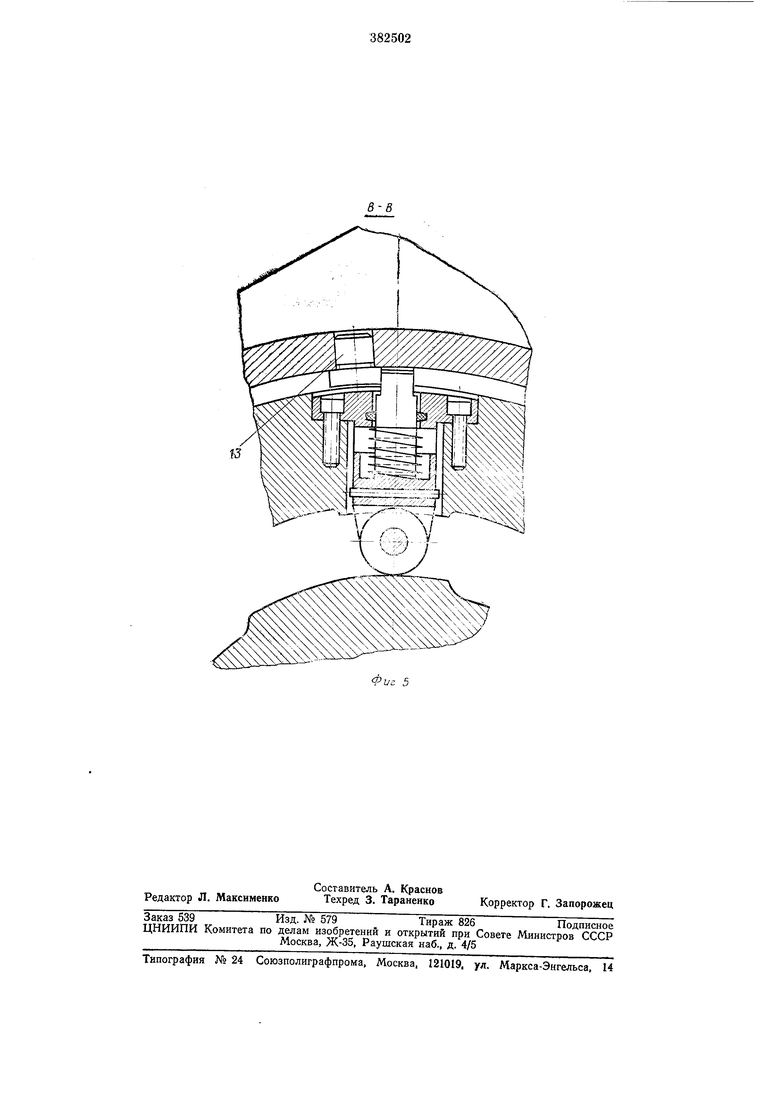
Изобретение относится к обработке металла резанием. Известны устройства для зачистки торцов литых корпусных деталей, выполненные в виде смонтированных на раме станин со шлифоБальными бабками и установленного на валу многонозиционного барабана с устройством подачи и механизмами зажима. Предлагаемое устройство отличается тем, что, с целью зачистки литых корпусны.х деталей различной конфигурации и размеров с обеспечением при этом безопасных условий их подачи в механизмы зажимов, устройство подачи выполнено в виде кронштейна с противовесами, установленного с зазором на барабане, па котором закреплены упоры, взаимодействующие с размещенными в корпусе многопозиционного барабана подпружиненными поводковыми пальцами. Для обеспечения синхронного взаимодействия подпружиненных поводковых пальцев с размещепными в устройстве подачи обрабатываемой детали в механизм зажима с зажимом ее, устройство подачи снабжено втулкой, на которой образованы три копирные новерхиости, взаимодействующие с подпружиненпыми поводковыми пальцами. Для фиксации устройства подачи в исходном положении, а также для регулирования времени возврата устройства подачи в исходное положение, на раме устройства установлены упор и тормоз. На фиг. 1 представлено предлагаемое устройство, внд сбоку; на фиг. 2 - вид по стрелке А на фиг 1; па фиг. 3 - многопозиционнын барабан в сборе с устройством подачи; на фиг. 4 - разрез по Б-Б па фиг. 3; па фнг. 5- разраз но В-В на фиг. 4. Устройство имеет раму /, на которой находятся станины 2 и 3 со щлифовальными бабками 4 и 5, МПОГОП031ЩНОННЫЙ барабан 6, уста1К)вленпь Г на валу 7 между станинами, на корпусе которого размещено с зазором по посадочному диаметру устройство подач, состоящее из кронштейна 8 и противовесов 9. Многопозиционный барабан 6 имеет механизмы зажима (по числу позиций), каждый из которых включает в себя прижим 10 и корпус //. В корпусе барабана установлены два гюднружинепных поводковых пальца 12, расположенных симметрично но обе стороны от вертикальной оси барабана. По посадочному дцамегру устройства подачи также симметрично по обе стороны от вертикальной оси барабана расположены (но числу позиций барабана) упоры 13. На валу 7 установлена втулка 14 с тремя копирными новерхностями, одна из которых (средняя) имеет впадину и выступы и обкатывается механизмами зажима, а две крайние (одинаковые) имеют поочередно чередующиеся выступы и впадины и обкатываются двумя подпрулсиненными поводковыми пальцами.
Для установки изделий в устройство используется приспособление. Места креилени-л элементов этого приспособления, предназиаченпых для ориентирования детали, подачи ее в механизм зажима показаны стрелками а и 5 (см. фиг. 1 и 2), а для фиксации детали перед зажимом ее - стрелками виг (см. фиг. 3). Для точной установки элемента приспособления па корпусе 11 закрепляется шпонка 15. На раме установлены кронштейн 16, упор 17 и тормоз 18.
Деталь, подлежаш,ая зачистке, устанавлиьается при помоп;и элементов приспособления и.а устройстве подачи и затем подается в механизм зажима. Устройство подачи при враш,ении барабапа 6 совершает периодические подъемы па задний угол, после чего возвраш,ается в исходное положение.
Подъем устройства подачи достигается в результате подхвата его двумя подпрулчинеппыми пальцами 12, которые контактируют одними своими концами с очередной парой упоров 13, а другими обкатывают выступы двух крайних копирных поверхностей втулки 14. В течение подъема устройства подачи осуществляется установка и подача обрабатываемой детали в корпусе 11 очередного механизка зажима, где деталь зажимается прижимом 10, а затем поступает в зоиу вращающихся шлифовальных кругов.
После выхода из зоны обработки деталь освобождается механизмом зажима и скатывается по кронштейну 16 в тару. Зажим детали происходит по обкатке механизма зажима выступа, а разжим - при обкатке впадины копирной поверхности втулки 14. Возврат устройства подачи в исходное положение осуществляется в тот момент, когда подпружиненные поводковые пальцы 12 обкатывают одними своими концами впадины двух крайних копирных поверхностей втулки 14, а, другие их концы выходят из контакта с упорами 13.
Очередной подъем устройства подачи происходит сразу после возврата его в исходное положение. Для смягчения удара об упор /7 скорость возврата устройства подачи гасится тормозом 18, который находится в постоянном контакте с поверхностью кронштейна 8 на радиусе R и обеспечивает регулирование времени возврата устройства подачи в исходное положение.
Предмет изобретения
1. Устройство для зачистки торцов литых корпусных деталей, выполненное в виде смонтированных на раме станин со шлифовальными бабками и установленного на валу многопозиционного барабана с устройством подачи и механизмами зажима, отличающееся тем, что, с целью зачистки литых корпусных деталей различной конфигурации и размеров с обеспечением при этом безопасных условий подачи их в механизмы зажимов, устройство подачи выполнено в виде кронштейна с противовесами, установленного с зазором на барабане, на котором закреплены упоры, взаимодействующие с размещенными в корпусе многонозиционного барабана подпружиненными поводковыми пальцами.
2.Устройство по п. 1, отличающееся тем, что, с целью обеспечения синхронного взаимодействия подпружиненных поводковых пальцев с размещепными в устройстве подачи обрабатываемой детали в механизм зажима с зажимом ее, устройство подачи снабжено втулкой, на которой образованы три копирные поверхности, взаимодействующие с подпружиненными поводковыми пальцами.
3.Устройство но пп. 1 и 2, отличающееся тем, что, с целью фиксации устройства подачи в исходном положении, а также регулирования времени возврата устройства подачи в исходное положение, на раме установлены упор и тормоз.
S
Я
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок для обработки деревянных деталей | 1973 |
|
SU438527A1 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Станок для обработки деталей с криволинейными поверхностями | 1980 |
|
SU1014674A1 |
| Затыловочный станок | 1982 |
|
SU1069977A1 |
| Автомат для затылования заборного конуса метчиков | 1985 |
|
SU1294575A1 |
| ПОВОДКОВОЕ УСТРОЙСТВО | 1992 |
|
RU2005578C1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Загрузочно-разгрузочное устройство | 1974 |
|
SU534335A1 |
| Поводковый патрон к круглошлифовальному станку | 1988 |
|
SU1645057A1 |
| МЕХАНИЗМ ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ | 1973 |
|
SU383566A1 |
ю
