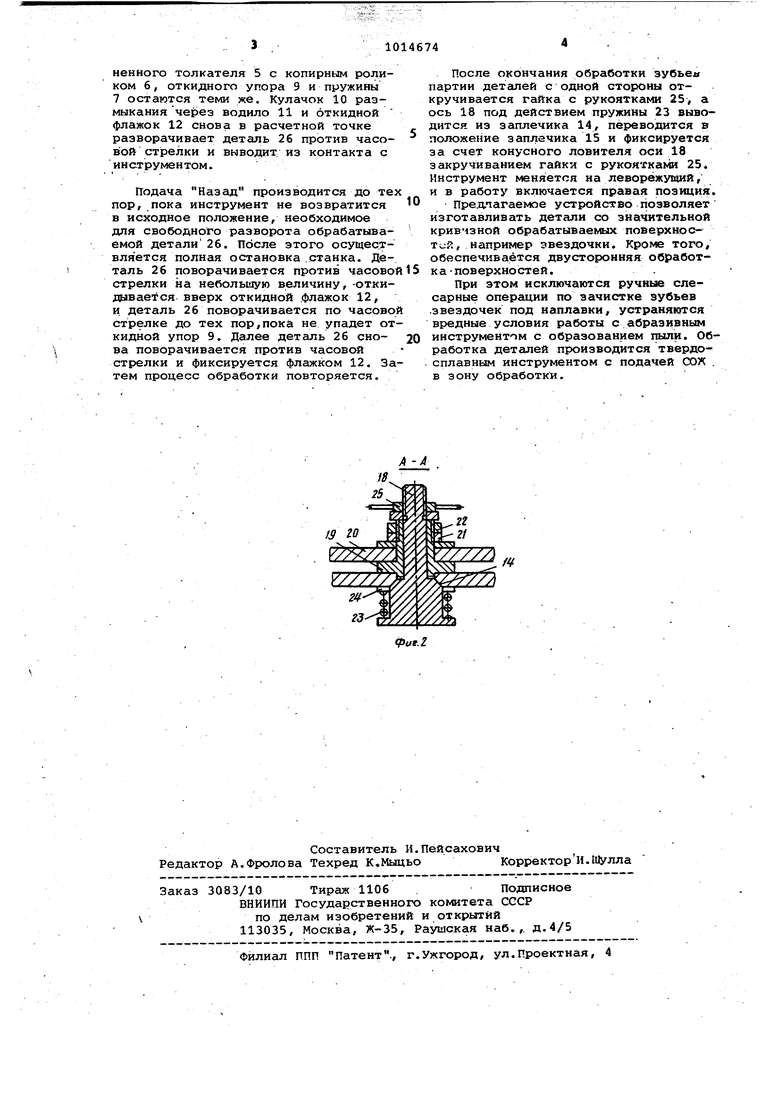
Изобретение относится к машиностроению и предназначено для обработ ки деталей с криволинейными поверхностями, преимущественно зубьев звез дочек-. Известен станок для обработки деталей с криволинейными поверхностями на станине которого расположены инст рументальная бабка со шпинделем, при способление для закрепления обрабаты ваемой детали и копирный механизм. включающий профильный кулачок, установленный с возможностью поворота н взаимодействия с подпружиненным толкателе l. Недостатком станка является то, что на нем нельзя обрабатывать криволинейные поверхности с большой кри визной профиля, например зубья звездочек. Цель изобретения - расширение тех нологических возможностей и повышени производительности благодаря двухсто ронней обработке поверх.ностей. Указанная цель достигается тем , что станок для обработки деталей с криволинейными поверхностями, на ста нине которого расположены инструментальная бабка со шпинделем, приспособление для закрепления обрабатываемой детали и копирный механизм, вкл чающий профильный.кулачок, установленный с возможностью поворота и взаимодействия с подпружиненным толкателем, снабжен вторым копирным механизмом, включающим профильный кулачок, установленный с возможностью поворота и взаимодействия с подпружи ненным толкателем, двумя кулачками размыкания и двумя водилами с откидными флажками, а приспособление для закрепления обрабатываемой детали ,выполнено в виде плиты с. пазом, .на концах которого спрофилированы конус ные заплечики, причем копирные механизмы, кулачки размыкания и откидные флажки установлены на плите симметрично относительно оси шпинделя инст р.ументальной бабки, а кулачки размыкания расположены с. возможностью вза имодействия соответ ственно с откидны ми флажками и жестко соединенысоответственно с профильными кулачками, шарнирно связанными со станиной етан ка. Подпружиненные толкатели снабжены гайкой р егулировки натяга. На фиг.1представлен станок, общий вид; на фиг.2 - разрез А-Л на фиг.1. На станине станка 1 установлено приспособление, выполненное в виде . плиты 2. На плите смонтированы два , одинаковых копирных механизма, кажды из KOToptJX состоит из профильного кулачка 3, установленного на оси 4 поворота, и падпружиненного толкателя Ь, взаимодействующего через копирный ролик 6 с профильным кулачком 3. В подпружиненные толкатели встроены пружины 7, гайки 8 регулировки натяга и откидные упоры 9. На плите 2 Также расположены два одинаковых кулачка 10 размыкания, жестко связанных с профильными кулачками 3, и два водила 11 с откидными флажками 12. В плите 2 выполнен паз 13 с конусными заплечиками 14 и 15 по его концам. Профильные кулачки 3 связаны через шарниры 16 и планки 17 со станиной станка 1. В конусных заплечиках 14 установлена разъемная ось 18 с втулкой 19, на которой смонтирован вращающийся диск 20 и зафиксирован гайками 21 и 22.На оси 18 установлена пружина 23,шайба 24 и гайка с рукоятками 25. На диске 20 установлена обрабатываемая деталь 26 в виде звездочки с криволинейными поверхностями В ее зубьев. В плоскости симметрии С плиты 2 лежит ось 0 -О шп1ьнделя 27 инструменталь-. ной бабки 28. Станок работает следующим образом. Деталь 26 устанавливается на вращающийся диск 20, поворачивается против часовйй стрелки и фиксируется от-, кидным флажком 12. Включаются вращение шпинделя 27 с инструментом и по-, перечная подача плиты 2 Вперед. Профильный кулачок 3 посредством шарнира 16 и планки 17 получает вращательное движение, одновременно осуществляется движение подачи обрабатываемой детали 26. При развороте кулачка 3 водило 11 и откидной флажок 12 за счет кулачка 10 размыкания сдерживают свободный разворот детали 26 от действия предварительно сжатой пружины 7,ЧТО исключает натыкание инструмента на торец зуба детали 26.. При достижении определённого угла разворота кулачка 10 размыкания производится плавный контакт инструмента с поверхностью зуба детали 26, а откидной флажок 12 .выходит из контакта с деталью 26. После этого профильный кулачок 3 через копнрный ролик 6, подпружиненный толкатель 5, пружину 7 и откидной упор 9 взаимодействует с деталью 26, при этом вращающийся инструмент обрабатывает профиль зуба, а пружина 7, создает определенное усилие резания, отрабатывая отклонения фактического профиля обрабатываемой поверхности от расчетного профиля кулачка 3. При достижении конечной точки обработки производится переключение поперечной подачи Назад и, при нёобходимости, регулировка натяга гайкой 8. Далее осуществляется обратнЕлй разворот профильного кулачка 3 и кулачка 10 размыкания. Функции подпружиненного толкателя 5 с копирным роликом 6, откидного упора 9 и пружины 7 остаются теми же. Кулачок 10 размыкания через водило 11 и откидной флажок 12 снова в расчетной точке разворачивает деталь 26 против часевой стрелки и выводит из контакта с инструментом.
Подача Назад производится до тех пор, пока инструмент не возвратится в исходное положение, необходимое для свободного разворота обрабатываемой детали26. После этого осуществляется полная остановка .станка. Де-. таль 26 поворачивается против часовой стрелки на небольшую величину, -откидывается вверх откидной .флажок 12, и деталь 26 поворачивается по часовой стрелке до тех пор,пока не упадет откидной упор 9. Далее деталь 26 снова поворачивается против часовой стрелки и фиксируется флажком 12. Затем процесс обработки повторяется.
После окончания обработки зубье партии деталей с одной стороны откручивается гайка с рукоятками 25, а ось 18 под действием пружины 23 выводится из заплечика 14, переводится в положение заплгчика 15 и фиксируется за счет конусного ловителя оси 18 закручиванием гайки с рукоятками 25. Инструмент меняется на леворёжуший, и в работу включается правая позиция. Предлагаемое устройство позволяет изготавливать детали со значительной кривизной обрабатываемых поверхностей, например звездочки. Кроме того, обеспечивается двусторонняя обработка-поверхностей..
При этом исключаются ручньле слесарные операции по зачистке зубьев .звездочек под наплавки, устраняются вредные условия работы с абразивным инструментом с образованием пыли. Обработка деталей производится твердо. сплавным инструментом с подачей СОК . в зону обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки деталей с криволинейными поверхностями | 1984 |
|
SU1187931A2 |
| Загрузочное устройство | 1991 |
|
SU1816645A1 |
| Станок для финишной обработки | 1982 |
|
SU1039696A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Копировально-токарный станок | 1982 |
|
SU1020233A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| Резьбошлифовальный станок | 1984 |
|
SU1288001A1 |
| Станок для электрохимической обработки тел вращения | 1982 |
|
SU1127735A1 |
| Станок для обработки кулачкового вала | 1979 |
|
SU1042961A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU397312A1 |
1. СТАНОК ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ, на станине которого расположены инструментальная бабка со шпинделем, приспособление для закрепления обрабатываемой детали и копирный механизм, включающий профильный кулачок, установленный, с возможностью П9ворота и взаимодействия с подпружиненным толкателем, отличающийся, тем, что, с целью повышения производительности и расширения технологических возможностей, станок снабжен вторым копирным механизмом, включающим профильный кулачок, установленный с возможностью поворота и взаимодействия с подпружиненным толкателем, двумя кулачками размыкания и двумя водилами с откидными флажками, а приспособление для закрепления обрабатываемой детали выполнено в виде плиты с пазом, на концах которого спрофилированы конусные заплечики, причем копирные механизмы,кулачки разкыкания и откидные флажки установлены на плите симметрично относительно оси шпинделя инструментальной бабки, а кулачки размыкания расположены с возможностью взаимодействия соответственно с откидными флажками и жестко соединены с профильными кулачками, шарнирно связанными со станиной станка. (Л 2. Станок по П.1, отличающийся тем, что подпружиненные толкатели снабжены гайкой регулировки натяга. NJ да 4;:
| i | |||
| Устройство для шлифования деталей с заданной некруглостью | 1976 |
|
SU604661A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
